Пробивные прессы с ЧПУ и гибочные станки с ЧПУ являются краеугольным камнем в современном производстве листового металла. Их универсальность, точность и адаптивность делают их незаменимыми для производства широкого спектра металлических деталей в различных отраслях промышленности.
NC Punch Press
Пробивные прессы с ЧПУ отлично справляются со сложными операциями по пробивке отверстий и неглубокой формовке. Используя метод пошагового повторения с небольшими штампами, эти машины могут создавать большие круглые и прямоугольные отверстия, контурные проемы и сложные профильные вырезы. Современные пуансоны с ЧПУ способны выполнять такие специализированные операции, как формовка жалюзи, тиснение, мелкая вытяжка, экструдирование и техника "копьё и форма".
Истинная сила штамповки с ЧПУ заключается в ее способности выполнять сложные геометрические формы деталей благодаря стратегическим комбинациям штампов и многоосевому управлению. Такая гибкость дает значительные преимущества по сравнению с традиционными методами штамповки, включая снижение затрат на оснастку, расширение возможностей обработки и повышение гибкости в удовлетворении разнообразных требований рынка. Штамповка с ЧПУ особенно хорошо подходит для мелко- и среднесерийного производства, предлагая экономически эффективные решения с быстрым временем выполнения заказа.
Листогибочный пресс с ЧПУ
ЧПУ листогибочные прессы необходимы для точной гибки листового металла. Большинство требований к гибке можно выполнить с помощью комбинации универсальных верхних пуансонов и нижних V-образных штампов. Современные листогибочные станки с ЧПУ часто имеют большую длину станины, обычно превышающую 2 метра, что обеспечивает гибкость при работе с деталями различных размеров и сложными последовательностями гибки.
Эти станки оснащены программируемыми обратными калибрами, системами коронок и возможностями измерения углов, что обеспечивает стабильные углы изгиба и высокую точность при различной толщине и прочности материала. Передовые системы управления ЧПУ позволяют программировать и моделировать в автономном режиме, что значительно сокращает время настройки и сводит к минимуму количество ошибок.
Проблемы качества поверхности
Несмотря на свои преимущества, как вырубные прессы с ЧПУ, так и листогибочные прессы могут создавать дефекты поверхности в процессе обработки, особенно при работе с более мягкими материалами, такими как алюминий или высокополированная нержавеющая сталь. Эти дефекты могут включать в себя царапины, вмятины или потертости, которые могут нарушить эстетическое качество конечного продукта, особенно для компонентов, которые остаются без покрытия.
Традиционно для решения этих проблем используются операции последующей обработки, такие как шлифовка или полировка. Однако эти дополнительные операции часто занимают много времени, трудоемки и могут повлиять на точность размеров прецизионных деталей.
В следующих разделах мы проведем всесторонний анализ основных причин, вызывающих эти проблемы с качеством поверхности, и представим передовые стратегии по предотвращению их возникновения на протяжении всего процесса обработки, штамповки и гибки. Мы сосредоточимся на применении упреждающих мер и использовании передовых технологий для поддержания превосходного качества поверхности без снижения производительности и увеличения затрат.
Процесс переноски
Причины:
В процессе инвентаризации сырья, логистики и обработки деталей они неизбежно будут сталкиваться с окружающими предметами и царапаться.
Решения:
Существует несколько способов устранения царапин в процессе обработки:
- Чтобы повысить чувство ответственности оператора, проверяйте качество поверхности поступающих материалов перед обработкой и отбраковывайте те, которые не подходят.
- Обучите операторов бережному обращению с деталями и не складывайте их в стопку во время изготовления.
- Используйте картон или пенокартон для разделения заготовок при укладке и транспортировке, избегайте перетаскивания артефактов по картону. Заготовки должны быть размещены ровно и аккуратно, с равномерным количеством в каждом слое, а высота не должна превышать 1 м.
- Избегайте столкновений между заготовками.
Причины:
⑴ Царапина от трения
a) При изготовлении изделий из меди, алюминия и нержавеющей стали материал может прилипать к инструменту и образовывать крошечные твердые частицы, похожие на наросты на пресс-форме. Когда пластина протаскивается вперед-назад по нижней пресс-форме, она может быть повреждена, что приведет к образованию глубоких и трудноудаляемых царапин.
b) Во время обработки трение между пластиной и нижней пресс-формой может привести к появлению царапин, особенно при использовании специальных пресс-форм, таких как затворы или погружные штампы. Чем выше нижний штампЧем сильнее царапины, тем больше их количество.
c) Во время обработки трение между пластиной и поверхностью рабочего стола может привести к появлению царапин на нижней поверхности пластины.
⑵ Отступ
a) На поверхности исходного материала, лезвия и револьверной головки ножевого диска имеются загрязнения. Хотя загрязнений не так много, они могут легко рассеиваться по поверхности исходного материала во время обработки. Когда разгрузочная пластина надавливает на область, где рассеяны загрязнения, на поверхности пластины появляются явные вмятины.
б) Материал пресс-формы магнитный.
c) При штамповке, если разгрузочная плита тверже листа, это может привести к образованию вмятин при прижатии к листу, особенно при изготовлении чистых алюминиевых или медных листов.
Решения:
Чтобы избежать появления царапин в процессе зачистки, следует рассмотреть несколько решений:
⑴ Перед обработкой проверьте поверхность поступающего материала на наличие мусора и при необходимости очистите ее с помощью струйного пистолета и ветоши.
⑵ Перед установкой пресс-формы проверьте верхнюю и нижнюю пресс-форму и турель на наличие железных остатков и очистите их, если найдете.
⑶ Формы для шлифования и формы, которые использовались в течение длительного времени, должны быть размагничены перед повторным использованием.
⑷ При обработке вязких металлов, таких как медь, алюминий или нержавеющая сталь, уменьшите скорость штамповки, чтобы свести к минимуму образование кромок. Мастерские с достаточным бюджетом могут использовать формы с покрытием для изготовления вязких металлов, чтобы избежать образования наростов.
⑸ Регулярно проверяйте и чистите оборудование.
⑹ Используйте формы для вдувания воздуха, которые предотвращают попадание инородных тел и уменьшают количество отходов и перенос материалов.
⑺ Машины, не оснащенные устройствами для впрыска воздуха, можно смазывать, регулярно нанося масло кисточкой на пресс-форму.
⑻ Замените шариковый стол на щеточный стол и установите антицарапающие щетки для нижней формы, чтобы изменить жесткое трение на мягкое трение между плитой и рабочей поверхностью и плитой и формой. При обработке различных материалов и толщин выбирайте разные щетки. Для удобства замены щеток их следует устанавливать в основном в кронштейне крепления нижней пресс-формы. Используйте жесткую щетку для тяжелых плит и мягкую щетку для тонких и легких плит. При использовании специальных форм для формовки, например форм для гибки жалюзи, поднимите щетку из-за высокого расположения нижней формы. Форма с щеткой для защиты от царапин показана на рисунке.
⑼ Используя полиуретан в качестве разгрузочного устройства, замените жесткий прижимной материал на эластичный прижимной материал или специальную пластиковую разгрузочную пластину.
Причины появления царапин в процессе производства заготовок сложны. Это лишь предварительный анализ, и наиболее эффективное решение может быть определено только в ходе дальнейших исследований и анализа.
Процесс сгибания
Причины:
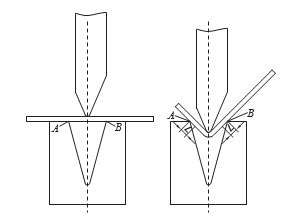
В большинстве случаев для гибки используется V-образный штамп. См. схему ниже:
В процессе гибки точки A и B являются областями напряжения на пластинах, что приводит к образованию вмятин. В процессе изготовления пуансон движется вниз, заставляя пластину скользить по точкам A и B. В зоне скольжения L на поверхности пластины появляются видимые следы истирания.
Чтобы предотвратить эту проблему, некоторые фабрики наносят на поверхность пластины защитную пленку, что в определенной степени помогает. Однако если изгибающее усилие сильно, вмятины будут глубокими, и защитная пленка не сможет эффективно их устранить.
Решения:
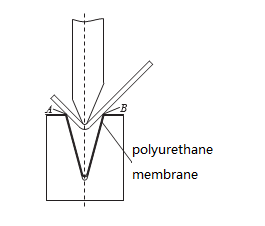
⑴ Используйте устойчивую к давлению, износостойкую, многоразовую пленку в обычной пресс-форме.
Поместите коврик из полиуретановой мембраны на V-образный штамп и используйте подушку из полиуретановой мембраны между листом и формой во время процесса, чтобы избежать прямого контакта между листом и штампом, тем самым предотвращая появление вмятин и царапин.
Процесс защиты мембраны подушки показан на рисунке.
⑵ Дизайн формы для защиты от вдавливания. Существуют три широко используемые формы пресс-форм для защиты от царапин:
a) V-образная форма из твердой резины.
Этот материал обладает низкой твердостью, поэтому в процессе обработки на пластине не образуются вмятины или царапины. Из-за низкой твердости формы обычно изготавливаются в форме буквы V.
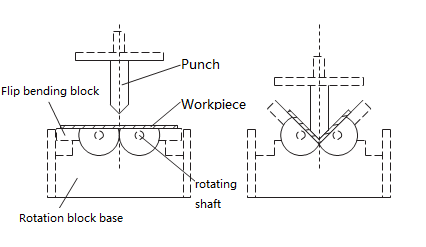
b) Переверните кубик с изгибом V.
Этот вид пресс-формы использует ротационное формование и поворот в качестве основного движения, а его основным компонентом является поворотный гибочный блок и поворотный шарнир. Во время обработки, когда листогибочный пресс ударяет вниз, соприкасаясь с заготовкой, и продолжает движение вниз, правый конец гибочного блока вращается вдоль оси вращения, приводя в движение изгиб заготовки.
Благодаря этому вращению практически отсутствует относительное скольжение поверхности заготовки, что позволяет избежать вмятин и абразивного износа. Сайт конструкция пресс-формы подходит для гибки листов толщиной t ≥ 1 мм, но при толщине более 1 мм корневой сегмент не может быть полностью согнут. Поэтому я предлагаю использовать первый метод для скретч-.бесплатный листовой металл изготовление.
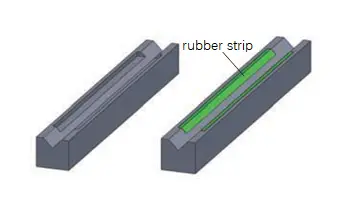
c) Сменная резиновая полоса V штампа
Принцип работы пресс-формы заключается в открытии зазора на традиционном V-образном штампе и установке резиновой полосы на зазор. В процессе гибки заготовка с усилием соприкасается с гибкой резиновой полосой. Поскольку твердость резины ниже твердости заготовки, на ней не образуются вмятины и царапины. Этот тип устойчивых к царапинам пресс-форм не имеет широкого применения и используется в основном при реконструкции старых пресс-форм.
В заключение
На сайте обработка листового металлаПричины появления царапин разнообразны. Приведенные выше анализ и решения являются результатом многолетней технической работы и показали значительные результаты в заводской практике. Мастера по листовому металлу могут принять соответствующее решение в зависимости от реальной ситуации.