Общеизвестно, что прогресс промышленного производства и научно-технический прогресс тесно связаны с использованием программируемых логических контроллеров (ПЛК) для автоматизации.
ПЛК можно понимать в широком смысле как:
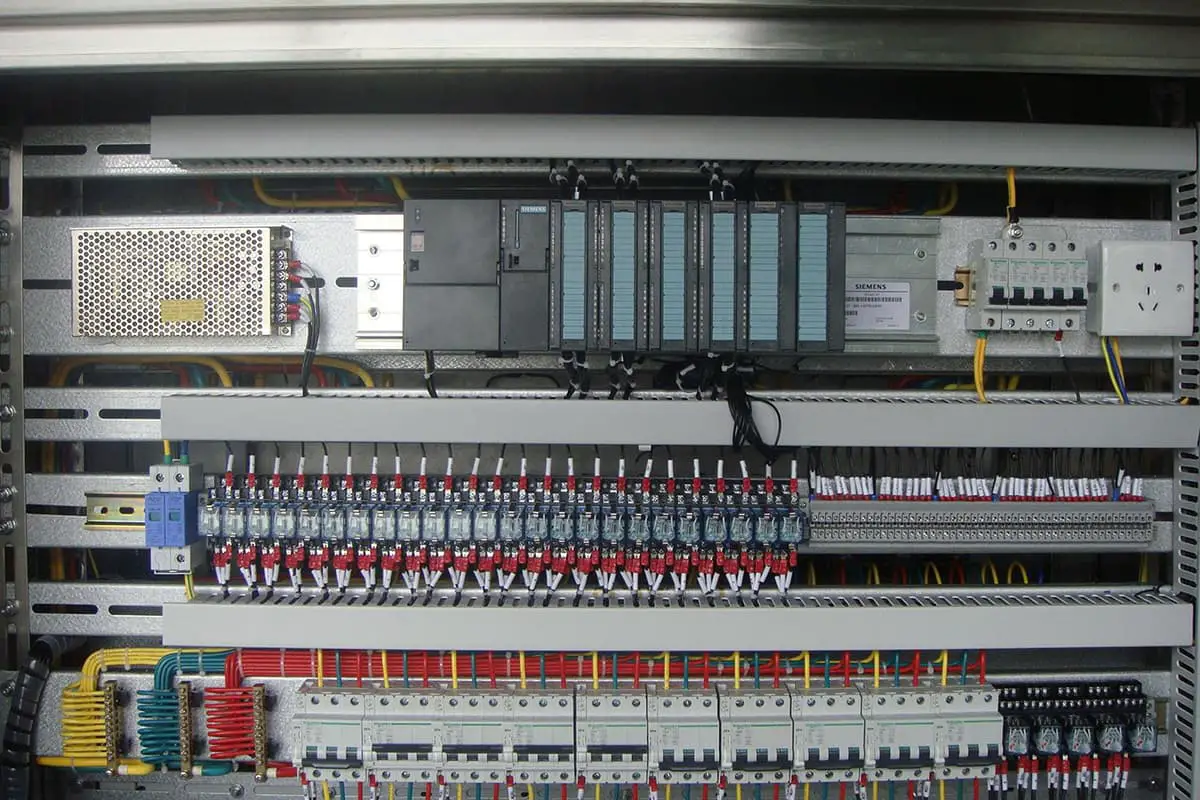
Централизованный шкаф управления релейными удлинителями.
В практических промышленных приложениях использование программируемых логических контроллеров (ПЛК) значительно снижает затраты на управление, повышая централизованное управление и автоматизацию оборудования.
Чтобы получить глубокое понимание ПЛК, необходимо сначала заложить прочный фундамент в эту технологию.
1.Из состава ПЛК, помимо процессора, памяти и коммуникационного интерфейса, какие еще интерфейсы имеют непосредственное отношение к промышленному объекту? И объясните его основные функции.
1) Входной интерфейс:
Получает сигнал от управляемого оборудования и приводит внутреннюю схему во включенное или выключенное состояние через оптопару и входную цепь.
2) Выходной интерфейс:
Результат выполнения программы выводится через оптопару и выходные компоненты (реле, тиристор и транзистор) выходного интерфейса для управления включением или выключением внешней нагрузки.
2. Из каких частей состоит базовый блок ПЛК? Какую роль играет каждая из них?
1)CPU:
Основной компонент ПЛК, который дает команды ПЛК на выполнение различных работ.
Например, прием пользовательских программ и данных, диагностика, выполнение программ и т.д;
2) Память:
Система хранения и пользовательские программы и данные;
3) Интерфейс ввода/вывода:
Соединительная часть между ПЛК и управляемым объектом на промышленном производстве служит для приема сигнала от управляемого оборудования и вывода результата выполнения программы;
4) Интерфейс связи:
Обмен информацией с монитором, принтером и другим оборудованием через коммуникационный интерфейс;
5) Источник питания.
3.Какие существуют типы выходных интерфейсов коммутаторов ПЛК? Каковы характеристики каждого из них?
Тип тиристорного выхода:
Как правило, он может нести только нагрузку переменного тока, с быстрой скоростью реакции и высокой частотой действия;
Tтип ранзисторного выхода:
Как правило, он может нести только нагрузку постоянного тока, имеет быструю скорость реакции и высокую частоту действия;
Тип релейного выхода:
Как правило, он может работать с нагрузками переменного и постоянного тока, но его время отклика велико, а частота действия низка.
4. На какие типы можно разделить ПЛК по типу структуры? Каковы характеристики каждого из них?
1) Интеграл:
Процессор, источник питания и компоненты ввода-вывода сосредоточены в одном шасси, которое имеет компактную структуру и низкую цену. Как правило, небольшие ПЛК имеют такую структуру;
2) Модульный:
Каждая часть ПЛК разделена на несколько отдельных модулей, и различные модули могут быть выбраны в зависимости от потребностей для формирования системы. Она обладает такими характеристиками, как гибкость конфигурации, удобство расширения и обслуживания. Как правило, такая структура используется для средних и крупных ПЛК.
Модульный ПЛК состоит из рамы или опорной плиты и различных модулей, которые устанавливаются на гнездо рамы или опорной плиты.
3) Тип стека:
В сочетании с характеристиками интегрального и модульного, центральный процессор, источник питания и интерфейс ввода-вывода штабелированного ПЛК также являются независимыми модулями, но они соединены кабелями, что делает систему не только гибкой в конфигурации, но и небольшой по объему.
5. Что такое цикл сканирования ПЛК? Каково его основное влияние?
Процесс сканирования ПЛК включает в себя пять этапов: внутренняя обработка, обслуживание связи, обработка входных данных, выполнение программы и обработка выходных данных.
Время, необходимое для сканирования на этих пяти этапах, называется циклом сканирования.
Цикл сканирования зависит от скорости работы процессора, аппаратной конфигурации ПЛК и длины пользовательской программы.
6. Как ПЛК выполняет пользовательскую программу? Каковы этапы выполнения пользовательской программы?
ПЛК выполняет программу пользователя с помощью циклического сканирования.
Процесс выполнения пользовательской программы включает в себя этап выборки входных данных, этап выполнения программы и этап обновления выходных данных.
Схема строения кнопочного переключателя
1. Крышка с кнопкой
2. Возвратная пружина
3. Подвижный контакт
4. Нормально замкнутый статический контакт
5. Нормально разомкнутый статический контакт
7. Каковы преимущества системы управления ПЛК по сравнению с релейной системой управления?
1) Метод управления:
ПЛК использует программный режим для осуществления управления, который легко изменить или увеличить требования к управлению, и контакт ПЛК неограничен;
2) Режим работы:
ПЛК использует последовательный режим работы, что улучшает защиту системы от помех;
3) Скорость управления:
Контакт ПЛК фактически является триггером, а время выполнения инструкций находится на уровне микросекунд;
4) Сроки и подсчеты:
В качестве таймера в ПЛК используется полупроводниковая интегральная схема, тактовый импульс обеспечивается кристаллическим осциллятором, обладающим высокой точностью задержки и широким диапазоном.
ПЛК имеет функцию подсчета, которой нет у релейной системы;
5) Надежность и ремонтопригодность:
ПЛК использует микроэлектронную технологию с высокой надежностью, а его функция самоконтроля может быть обнаружена вовремя.
8. Почему ПЛК производит отклик на выходе с задержкой? Как повысить скорость реакции ввода/вывода?
В ПЛК используется режим кругового сканирования с централизованной выборкой и централизованным выводом. Это означает, что состояние входа может быть считано только на этапе выборки входа в каждом цикле сканирования, а результат выполнения программы может быть отправлен только на этапе обновления выхода.
Кроме того, задержка на входе и выходе ПЛК, а также длина пользовательской программы могут вызвать задержку реакции на выход.
Для улучшения отклика ввода/вывода имеется несколько опций, включая прямую выборку входных данных, обновление выходных данных, ввод и вывод прерываний и интеллектуальный интерфейс ввода/вывода.
9. Что представляют собой внутренние плавные реле ПЛК серии Siemens?
Входное реле, выходное реле, вспомогательное реле, регистр состояния, таймер, счетчик и регистр данных.
10. Как выбрать ПЛК?
1) Выбор модели:
При этом должны учитываться форма конструкции, способ установки, функциональные требования, скорость реакции, требования к надежности, унификация модели и другие аспекты;
2) Выбор емкости:
Необходимо учитывать точки ввода/вывода и объем памяти пользователя;
3) Выбор модуля ввода/вывода:
В том числе выбор значения переключения и аналогового модуля ввода/вывода, а также выбор специального функционального модуля;
4) Выбор силового модуля, программатора и другого оборудования.
11. BКратко опишите характеристики режима работы ПЛК с централизованной выборкой и централизованным выводом, а также преимущества и недостатки этого режима работы?
Централизованный отбор проб:
В цикле сканирования выборка состояния входа осуществляется только на этапе выборки входа. При входе в стадию выполнения программы входной конец будет заблокирован.
Централизованный выход:
Во время цикла сканирования состояние, связанное с выводом, в регистре выходного изображения передается в выходную защелку только на этапе обновления вывода для обновления выходного интерфейса. На других этапах состояние выхода всегда сохраняется в регистре выходного изображения.
Хотя этот режим работы может повысить надежность системы и ее способность противостоять помехам, он также может привести к задержке реакции ПЛК на ввод/вывод.
12. Какой режим работы использует ПЛК? Каковы его характеристики?
ПЛК использует режим работы централизованной выборки, централизованного вывода и циклического сканирования.
CхарАктерный:
Централизованная выборка относится к процессу, когда во время цикла сканирования ПЛК выбирает состояние входа только на этапе выборки входа. Как только он переходит на этап выполнения программы, входной конец блокируется.
Централизованный вывод, с другой стороны, предполагает, что ПЛК передает состояние, связанное с выводом, в регистр образа вывода на выходную защелку только на этапе обновления вывода. Это обновляет выходной интерфейс, а состояние выхода сохраняется в регистре выходного изображения на других этапах.
Под циклическим сканированием понимается процесс, при котором ПЛК должен выполнить несколько операций за цикл сканирования. Это достигается с помощью метода сканирования с разделением времени, когда операции выполняются по порядку и повторяются снова и снова.
13. Из каких основных частей состоит электромагнитный контактор? Bкратко опишите tпринцип работы электромагнитного контактора.
Электромагнитный контактор обычно состоит из нескольких компонентов, включая электромагнитный механизм, контакты, дугогасительное устройство, пружинный механизм расцепления, опору и основание.
Контактор работает по электромагнитному принципу:
Когда электромагнитная катушка находится под напряжением, проходящий через нее ток создает магнитное поле. Это магнитное поле заставляет неподвижный железный сердечник генерировать электромагнитное притяжение, которое притягивает к нему якорь. В результате контакт приводится в движение, и нормально замкнутый контакт размыкается, а нормально разомкнутый замыкается.
Эти два действия взаимозависимы.
Когда на катушку больше не подается напряжение, электромагнитная сила прекращает свое действие, и расцепляющая пружина заставляет якорь опуститься на место, тем самым восстанавливая контакты. Это означает, что нормально открытый контакт снова становится открытым, а нормально закрытый - закрытым.
14. Краткое определение программируемого логического контроллера (ПЛК).
Программируемый логический контроллер (ПЛК) - это электронное устройство, предназначенное для выполнения цифровых операций в промышленной среде. В нем используется программируемая память для хранения инструкций по выполнению логических, последовательных, временных, счетных и арифметических операций. Это позволяет ему управлять различными типами оборудования или производственными процессами с помощью цифровых или аналоговых входных и выходных сигналов.
При разработке ПЛК и связанного с ним периферийного оборудования необходимо следовать принципу, согласно которому оно должно легко интегрироваться в промышленную систему управления и расширять свои функции, образуя единую систему.
15. Кратко ответьте, чем отличается принцип работы системы ПЛК от релейно-контакторной системы.
Существуют различные компоненты, разное количество контактов и разные методы управления.