Вы когда-нибудь сталкивались с проблемой расчета правильного припуска на изгиб для своих проектов из листового металла? В этой статье блога мы погрузимся в мир припусков на изгиб и узнаем, как использовать калькулятор припусков на изгиб для оптимизации рабочего процесса. Как опытный инженер-механик, я поделюсь своими соображениями и расскажу о концепции, лежащей в основе этого удобного инструмента. Приготовьтесь узнать, как добиться точных изгибов и сэкономить время на следующем проекте!
Припуск на изгиб - это фундаментальное понятие в производстве листового металла, необходимое для достижения точных размеров гнутых металлических деталей. Он учитывает удлинение материала, происходящее в процессе гибки, обеспечивая соответствие конечных размеров детали проектным спецификациям.
Определение пособия на изгиб
Припуск на изгиб - это длина нейтральной оси от начала до конца изгиба. Нейтральная ось - это воображаемая линия в материале, которая не подвергается сжатию или растяжению при изгибе. Этот расчет очень важен для определения схемы плоской детали из листового металла, так как он учитывает деформацию материала при изгибе.
Значение в проектировании листового металла
Точный расчет припусков на изгиб крайне важен по нескольким причинам. Во-первых, он гарантирует, что конечные размеры гнутой детали будут соответствовать проектным спецификациям. Кроме того, он помогает минимизировать отходы материала, точно предсказывая необходимое количество материала. Сокращение отходов приводит к экономии средств в процессе производства за счет снижения риска ошибок и переделок.
Факторы, влияющие на величину допуска на изгиб
На припуск на изгиб влияют несколько факторов. Толщина материала (T) играет важную роль, так как более толстые материалы имеют другие характеристики изгиба по сравнению с более тонкими. Угол изгиба (θ), обычно измеряемый как дополнительный угол, влияет на то, насколько сильно будет растягиваться материал. Внутренний радиус (r) изгиба на внутренней стороне материала также влияет на расчет. Наконец, решающее значение имеет коэффициент K (K) - константа, зависящая от конкретного материала и представляющая собой соотношение между толщиной материала и нейтральной осью.
Формула пособия на изгиб
Припуск на изгиб можно рассчитать по следующей формуле:
Где:
( BA ) - это припуск на изгиб.
( θ ) - угол изгиба в градусах.
( π/180 ) - коэффициент преобразования для перевода градусов в радианы.
( r ) - внутренний радиус.
( K ) - это коэффициент K.
( T ) - толщина материала.
Практический пример
Рассмотрим деталь из листового металла со следующими свойствами:
Угол изгиба (( θ )) = 90°
Внутренний радиус (( r )) = 5 мм
Толщина материала (( T )) = 2 мм
Коэффициент K (( K )) = 0,33
Используйте формулу припуска на изгиб:
Этот расчет обеспечивает припуск на изгиб, необходимый для точной разработки плоской детали из листового металла.
I. Калькулятор припусков на изгиб
Для новых листогибочный пресс Операторам, которые не знакомы с тонкостями расчета припусков на изгиб, калькулятор припусков на изгиб может стать неоценимым помощником. Этот калькулятор упрощает процесс, обеспечивая точные результаты и делая ежедневную работу более эффективной.
Онлайн-калькуляторы припусков на изгиб упрощают этот процесс, позволяя пользователям вводить такие параметры, как толщина материала, угол изгиба, внутренний радиус и коэффициент K. Затем эти калькуляторы рассчитывают припуск на изгиб, а иногда и вычет на изгиб, обеспечивая точность изготовления листового металла. Используя эти инструменты, производители могут сэкономить время и снизить риск ошибок в расчетах.
Параметры, необходимые для расчета
Чтобы эффективно использовать калькулятор припусков на изгиб, операторам необходимо ввести следующие параметры:
Толщина материала: Толщина материала влияет на радиус изгиба и общий припуск на изгиб.
Внутренний радиус: Радиус изгиба на внутренней поверхности материала.
К-фактор: Коэффициент, который помогает определить положение нейтральной оси при изгибе.
Угол изгиба: Угол, под которым сгибается материал.
Припуск на изгиб - это дополнительная длина материала, необходимая при гибке листового металла для достижения требуемых конечных размеров после формовки. Он компенсирует растяжение и сжатие материала в процессе гибки. Припуск на изгиб зависит от нескольких факторов:
Свойства материала: Различные материалы обладают различной упругостью и пластичностью, которые влияют на то, насколько сильно материал растягивается или сжимается при изгибе.
Толщина листа: Более толстые листы обычно требуют большего припуска на изгиб по сравнению с более тонкими листами из того же материала.
Метод гибки и оснастка: Тип процесса гибки (например, воздушная гибка, доводка, чеканка) и конструкция гибочного штампа могут влиять на припуск на изгиб.
Радиус внутреннего изгиба: Для более узкого внутреннего радиуса изгиба обычно требуется меньший припуск на изгиб, чем для большего радиуса.
Значения припусков на изгиб обычно определяются путем сочетания эмпирических данных, математических расчетов и практического опыта. Опытные конструкторы и инженеры по листовому металлу разработали таблицы и формулы припусков на изгиб за годы многократных испытаний и проверок.
Используя соответствующую формулу припуска на изгиб или обращаясь к надежным таблицам припусков на изгиб, конструкторы могут точно рассчитать размеры плоской детали из листового металла, которые позволят получить желаемые конечные размеры изгиба. Это очень важно для создания точных плоских деталей и обеспечения того, что согнутая деталь будет соответствовать и функционировать так, как задумано.
III. Формула надбавки за изгиб
Расчеты припусков на изгиб и вычетов на изгиб - важные методы, используемые для определения длины листового металла в плоском виде, обеспечивающие достижение желаемого размера гнутой детали. Понимание этих расчетов имеет решающее значение для точности изготовления листового металла.
Метод расчета припусков на изгиб:
Припуск на изгиб (BA) - это количество материала, которое добавляется к общей длине плоского листа, чтобы учесть материал, который будет использоваться при изгибе.
Для определения общей длины сплющивания при использовании величины припуска на изгиб используется следующее уравнение:
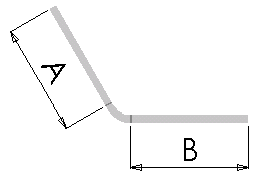
Lt = A + B + BA
Где:
𝐿𝑡 общая длина плоскости.
𝐴 и 𝐵 - длины двух прямых участков металлического листа до изгиба (как показано на рисунке).
𝐵𝐴 - величина припуска на изгиб.
Метод расчета вычета за изгиб:
Вычет на изгиб (BD) - это количество материала, которое вычитается из общей длины плоского листа, чтобы учесть материал, который будет использоваться при изгибе.
Следующее уравнение используется для определения общей длины сплющивания при использовании значения вычитания изгиба:
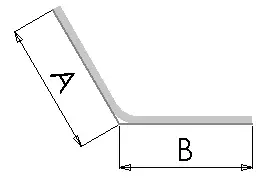
Lt = A + B - BD
Где:
𝐿𝑡 общая длина плоскости.
𝐴 и 𝐵 - длины двух прямых участков металлического листа до изгиба (как показано на рисунке).
𝐵𝐷 - величина вычета на изгиб.
Другие методы расчета
Помимо методов припуска на изгиб и вычитания изгиба, для определения плоской длины листового металла можно использовать и другие методы. К ним относятся:
Диаграмма допусков на изгиб: Предварительно рассчитанная диаграмма, которая содержит значения припусков на изгиб для различных материалов и углов изгиба.
K-Factor: Коэффициент, отражающий расположение нейтральной оси относительно толщины материала. Используется для более точных расчетов на изгиб.
Расчеты изгибов: Для получения точных результатов необходимо использовать более сложные формулы и учитывать такие параметры, как свойства материала, радиус изгиба и толщину.
IV. Диаграмма допустимых изгибов
1. Диаграмма припусков на изгиб для SPCC (низкоуглеродистая сталь)
Материал
Толщина
Угол изгиба
V открытие
Внутренний радиус
Разрешение на изгибы
SPCC
0.5
90
V4
0.5
0.95
100
0.73
135
0.3
175
0.03
SPCC
0.5
90
V5
0.5
1.03
100
0.79
135
0.33
175
0.03
SPCC
0.5
90
V6
0.5
1.1
100
0.85
135
0.35
175
0.03
SPCC
0.6
90
V4
0.5
1.08
100
0.83
135
0.35
175
0.03
SPCC
0.6
90
V5
0.5
1.15
100
0.89
135
0.37
175
0.03
SPCC
0.6
90
V6
0.5
1.23
100
0.95
135
0.39
175
0.03
SPCC
0.8
90
V6
0.5
1.49
120
0.73
135
0.47
150
0.25
SPCC
0.8
90
V8
0
1.64
120
0.81
135
0.52
150
0.27
SPCC
0.8
90
V10
0
1.79
120
0.88
135
0.57
150
0.3
SPCC
1
90
V10
0
2.05
100
1.58
120
1.01
135
0.62
175
0.06
SPCC
1
90
V8
0
1.9
100
1.47
120
0.93
135
0.6
175
0.05
SPCC
1
90
V6
0
1.74
100
1.35
120
0.86
135
0.56
175
0.05
SPCC
1.2
90
V10
1.4
2.31
100
1.78
120
1.13
135
0.73
175
0.06
SPCC
1.2
90
V8
1.4
2.15
100
1.66
120
1.06
135
0.69
175
0.06
SPCC
1.2
90
V6
1.4
2
100
1.55
120
0.98
135
0.64
175
0.05
SPCC
1.5
90
V6
1.7
2.36
100
1.82
120
1.16
135
0.75
175
0.06
SPCC
1.5
90
V12
1.7
2.8
100
2.17
120
1.38
135
0.89
175
0.08
SPCC
1.5
90
V10
1.7
2.65
100
2.05
120
1.31
135
0.85
175
0.07
SPCC
1.5
90
V8
1.7
2.5
100
1.94
120
1.23
135
0.8
175
0.07
SPCC
2
90
V10
2
3.29
100
2.54
120
1.62
135
1.05
175
0.09
SPCC
2
90
V12
2
3.44
100
2.66
120
1.69
135
1.1
175
0.09
SPCC
2.5
90
V18
3.03
4.6
100
3.56
120
2.26
135
1.47
175
0.12
SPCC
2.5
90
V12
3.03
4.15
100
3.21
120
2.04
135
1.32
175
0.11
SPCC
2.5
90
V10
3.03
4
100
3.09
120
1.97
135
1.28
175
0.11
SPCC
3
90
V18
3.133.13
5.22
100
4.03
120
2.57
135
1.66
175
0.14
SPCC
3
90
V12
3.13
4.78
100
3.69
120
2.35
135
1.52
175
0.13
SPCC
3
90
V10
3.13
4.63
100
3.58
120
2.28
135
1.48
175
0.13
2. Таблица припусков на изгиб для SUS (нержавеющая сталь)
Материал
Толщина
Угол изгиба
V открытие
Внутренний радиус
Разрешение на изгибы
SUS
0.5
90
4
0.6
1.04
100
0.79
120
0.48
135
0.3
175
0.04
SUS
0.5
90
5
0.6
1.15
100
0.88
120
0.54
135
0.33
175
0.04
SUS
0.5
90
6
0.6
1.27
100
1.13
120
0.59
135
0.37
175
0.04
SUS
0.6
90
4
0.6
1.16
100
0.88
120
0.54
135
0.34
175
0.04
SUS
0.6
90
5
0.6
1.27
100
0.97
120
0.59
135
0.37
175
0.04
SUS
0.6
90
6
0.6
1.38
100
1.05
120
0.64
135
0.4
175
0.05
SUS
0.8
90
4
1.1
1.4
100
1.06
120
0.65
135
0.4
175
0.05
SUS
0.8
90
5
1.1
1.51
100
1.15
120
0.7
135
0.44
175
0.05
SUS
0.8
90
6
1.1
1.62
100
1.23
120
0.75
135
0.47
175
0.06
SUS
1
90
6
1.9
1.87
100
1.42
120
0.87
135
0.54
175
0.07
SUS
1
90
8
1.9
2.1
100
1.6
120
0.98
135
0.61
175
0.07
SUS
1.2
90
6
1.6
2.1
100
1.59
120
0.97
135
0.61
175
0.07
SUS
1.2
90
8
1.6
2.32
100
1.76
120
1.08
135
0.67
175
0.08
SUS
1.2
90
10
1.6
2.54
100
1.93
120
1.18
135
0.74
175
0.09
SUS
1.5
90
8
2.1
2.68
100
2.03
120
1.24
135
0.77
175
0.09
SUS
1.5
90
10
2.1
2.9
100
2.2
120
1.35
135
0.84
175
0.1
SUS
2
90
10
3.49
100
2.65
120
1.62
135
1.01
175
0.12
SUS
2
90
12
3.7
100
2.82
120
1.72
135
1.07
175
0.13
3. Таблица припусков на изгиб для SPHC (нержавеющая сталь)
Материал
Толщина
Угол изгиба
V открытие
Внутренний радиус
Разрешение на изгибы
SPHC
1
90
V10
1.86
2.05
100
1.58
120
1.01
135
0.62
175
0.06
SPHC
1
90
V8
1.86
1.9
100
1.47
120
0.93
135
0.6
175
0.05
SPHC
1
90
V6
1.86
1.74
100
1.35
120
0.86
135
0.56
175
0.05
SPHC
1.2
90
V10
1.44
2.31
100
1.78
120
1.13
135
0.73
175
0.06
SPHC
1.2
90
V8
1.44
2.15
100
1.66
120
1.06
135
0.69
175
0.06
SPHC
1.2
90
V6
1.44
2
100
1.55
120
0.98
135
0.64
175
0.05
SPHC
1.5
90
V12
1.74
2.8
100
2.17
120
1.38
135
0.89
175
0.08
SPHC
1.5
90
V10
1.74
2.65
100
2.05
120
1.31
135
0.85
175
0.07
SPHC
1.5
90
V8
1.74
2.5
100
1.94
120
1.23
135
0.8
175
0.07
SPHC
2
90
V12
2.01
3.44
100
2.66
120
1.69
135
1.1
175
0.09
SPHC
2
90
V10
2.01
3.29
100
2.54
120
1.62
135
1.05
175
0.09
SPHC
2.5
90
V18
3
4.6
100
3.25
120
2.26
135
1.47
175
0.12
SPHC
2.5
90
V12
3
4.15
100
3.21
120
2.04
135
1.32
175
0.11
SPHC
2.5
90
V10
3
4
100
3.09
120
1.97
135
1.28
175
0.11
SPHC
3
90
V18
3.1
5.22
100
4.03
120
2.57
135
1.66
175
0.14
SPHC
3
90
V12
3.1
4.78
100
3.69
120
2.35
135
1.52
175
0.13
SPHC
3
90
V10
3.1
4.63
100
3.58
120
2.28
135
1.48
175
0.13
4. Таблица припусков на изгиб для SECC (оцинкованный стальной лист)
Материал
Толщина
Угол изгиба
V открытие
Внутренний радиус
Разрешение на изгибы
SECC
1
90
V10
1.9
2.05
100
1.58
120
1.01
135
0.62
175
0.06
SECC
1
90
V8
1.9
1.9
100
1.47
120
0.93
135
0.6
175
0.05
SECC
1
90
V6
1.9
1.74
100
1.35
120
0.86
135
0.56
175
0.05
SECC
1.2
90
V10
1.4
2.31
100
1.78
120
1.13
135
0.73
175
0.06
SECC
1.2
90
V8
1.4
2.15
100
1.66
120
1.06
135
0.69
175
0.06
SECC
1.2
90
V6
1.4
2
100
1.55
120
0.98
135
0.64
175
0.05
SECC
1.5
90
V12
1.7
2.8
100
2.17
120
1.38
135
0.89
175
0.08
SECC
1.5
90
V10
1.7
2.65
100
2.05
120
1.31
135
0.85
175
0.07
SECC
1.5
90
V8
1.7
2.5
100
1.94
120
1.23
135
0.8
175
0.07
SECC
2
90
V12
2
3.44
100
2.66
120
1.69
135
1.1
175
0.09
SECC
2
90
V10
2
3.29
100
2.54
120
1.62
135
1.05
175
0.09
SECC
2.5
90
V18
3.03
4.6
100
3.56
120
2.26
135
1.47
175
0.12
SECC
2.5
90
V12
3.03
4.15
100
3.21
120
2.01
135
1.32
175
0.11
SECC
2.5
90
V10
3.03
4
100
3.09
120
1.97
135
1.28
175
0.11
SECC
3
90
V18
3.13
5.22
100
4.03
120
2.57
135
1.66
175
0.14
SECC
3
90
V12
3.13
1.78
100
3.69
120
2.35
135
1.52
175
0.13
SECC
3
90
V10
3.13
4.63
100
3.58
120
2.28
135
1.48
175
0.13
5. Таблица припусков на изгиб для алюминиевой пластины
Материал
Толщина
Угол изгиба
V открытие
Внутренний радиус
Разрешение на изгибы
AL
0.8
90
4
0.6
1.15
100
0.81
120
0.5
135
0.36
175
0.03
AL
0.8
90
5
0.6
1.2
100
0.85
120
0.52
135
0.37
175
0.03
AL
0.8
90
6
0.6
1.25
100
0.88
120
0.54
135
0.39
175
0.03
AL
1
90
6
0.6
1.49
100
1.05
120
6.5
135
0.46
175
0.04
AL
1
90
8
0.6
1.59
100
1.13
120
0.69
135
0.5
175
0.04
AL
1.2
90
6
0.9
1.73
100
1.22
120
0.75
135
0.54
175
0.04
AL
1.2
90
8
0.9
1.82
100
1.29
120
0.79
135
0.57
175
0.05
AL
1.5
90
8
1.2
2.18
100
1.54
120
0.95
135
0.68
175
0.06
AL
1.5
90
10
1.2
2.28
100
1.61
120
0.99
135
0.71
175
0.06
AL
1.5
90
12
1.2
2.38
100
1.68
120
1.03
135
0.74
175
0.06
AL
2
90
14
1.6
3.07
100
2.17
120
1.3
135
0.93
175
0.08
AL
2
90
12
1.6
2.98
100
2.11
120
1.34
135
0.95
175
0.08
AL
2
90
18
1.6
3.25
100
2.3
120
1.42
135
1.01
175
0.08
AL
2.5
90
18
2.4
3.89
100
2.75
120
1.7
135
1.21
175
0.1
AL
3
90
18
2.5
4.5
100
3.18
120
1.96
135
1.4
175
0.1
AL
3.2
90
18
2.5
4.74
100
3.35
120
2.06
135
1.47
175
0.12
AL
4
90
40
4.6
6.77
100
4.79
120
2.95
135
2.11
175
0.17
AL
6.8
90
800
9.4
12.09
100
8.55
120
5.27
135
3.76
175
0.31
V. Важность коэффициента K
Определение и роль К-фактора
Коэффициент K - это важнейший коэффициент при изготовлении листового металла, отражающий относительное положение нейтральной оси в толще материала. Нейтральная ось - это воображаемая плоскость в материале, где в процессе изгиба не происходит сжатия или растяжения. Коэффициент K рассчитывается как отношение расстояния от внутренней поверхности до нейтральной оси к общей толщине материала. Понимание коэффициента K необходимо для точных расчетов припусков на изгиб, обеспечивающих точность конечных размеров гнутых деталей.
Влияние на допуски на изгиб
Коэффициент K напрямую влияет на припуск на изгиб, который представляет собой дополнительную длину материала, необходимую для обеспечения изгиба. Формула припуска на изгиб, которая обычно включает угол изгиба, внутренний радиус, толщину материала и коэффициент K, имеет вид:
где ( BA ) - припуск на изгиб, ( θ ) - угол изгиба в радианах, ( r ) - внутренний радиус, ( K ) - коэффициент K, а ( T ) - толщина материала. Эта формула подчеркивает важность коэффициента K для обеспечения точного расчета припуска на изгиб, что очень важно для достижения точных размеров детали и сокращения отходов материала.
Зависимость от материалов и процессов
Коэффициент K не является постоянной величиной и зависит от нескольких факторов, включая свойства материала, метод изгиба, радиус изгиба и угол изгиба. Различные материалы и условия изгиба приводят к различным значениям коэффициента K, обычно в диапазоне от 0,3 до 0,5. Например, материал с высокой пластичностью может иметь другой коэффициент K по сравнению с более хрупким материалом, что влияет на припуск на изгиб и, следовательно, на конечные размеры детали.
VI. Практическое применение: Пошаговое руководство
Шаг 1: Сбор необходимых параметров
Чтобы точно рассчитать припуск на изгиб и вычет на изгиб, начните со сбора следующих параметров:
Толщина материала (T): Измерьте толщину металлического листа, обычно в миллиметрах (мм) или дюймах (дюйм).
Угол изгиба (θ): Определите угол, под которым будет согнут металлический лист. Обычно используются углы 90°, 120° и т. д.
Внутренний радиус (IR): Измерьте радиус изгиба на внутренней стороне материала.
К-фактор (К): Коэффициент K представляет собой отношение нейтральной оси материала к его толщине и необходим для определения количества материала, требуемого для изгиба. Обычно он составляет от 0,3 до 0,5, в зависимости от свойств и толщины материала.
Шаг 2: Рассчитайте допустимый изгиб (BA)
Припуск на изгиб учитывает дополнительную длину материала, необходимую для размещения изгиба. Для определения этого значения используйте формулу припуска на изгиб:
Пример расчета:
Материал: Мягкая сталь
Толщина (T): 0,125 дюйма
Внутренний радиус (IR): 0,250 дюйма
Угол изгиба (θ): 90 градусов
К-фактор (К): 0.42
1. Переведите угол изгиба в радианы:
2. Примените формулу допуска на изгиб:
Шаг 3: Рассчитайте внешний отступ (OSSB)
Затем определите внешний отступ, который важен для расчета вычета на изгиб. Формула для OSSB выглядит следующим образом:
Пример расчета:
Угол изгиба (θ): 90 градусов
Толщина материала (T): 0,125 дюйма
Внутренний радиус (IR): 0,250 дюйма
Преобразование угла изгиба в радианы:
Примените формулу внешнего отступа:
Шаг 4: Рассчитайте вычет на изгиб (BD)
Наконец, используйте внешнее отступление и припуск на изгиб, чтобы определить вычет на изгиб, который имеет решающее значение для достижения точных размеров при изготовлении листового металла:
Пример расчета:
Внешний зазор (OSSB): 0,375 дюйма
Припуск на изгиб (BA): 0,475 дюйма
Примените формулу вычитания изгиба:
Практические соображения
Понимание значения каждого параметра жизненно важно для успешного выполнения гибочных операций. Например, коэффициент K влияет на то, сколько материала необходимо для изгиба, а припуск на изгиб обеспечивает правильную посадку материала после гибки. Кроме того, необходимо учитывать обратную пружину - явление, при котором металл после гибки немного возвращается к своей первоначальной форме, что может привести к необходимости перегибать материал.
Выполнив эти действия и тщательно продумав каждый параметр, вы сможете точно рассчитать припуски на изгиб и вычеты на изгиб, необходимые для точного изготовления листового металла.
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель компании MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Вы когда-нибудь задумывались, как проектируются и изготавливаются с высокой точностью детали из листового металла? В этой статье мы погрузимся в увлекательный мир припусков на изгиб - важнейшей...
Вы когда-нибудь задумывались о том, как точно рассчитать припуск на изгиб для своих проектов по изготовлению металлоконструкций? В этой статье мы исследуем увлекательный мир формул припусков на изгиб и...
Вы когда-нибудь задумывались, почему ваши проекты из листового металла не всегда идеально подходят друг к другу? Ключ к разгадке кроется в понимании припусков на изгиб. Эта концепция обеспечивает точную гибку и сокращает отходы материала. В этом...
Вы когда-нибудь задумывались, как дизайнеры листового металла обеспечивают точность своих проектов? В этой статье блога мы погрузимся в увлекательный мир дизайна листового металла и изучим...
Вы когда-нибудь задумывались о том, как точно рассчитать усилие на изгиб, необходимое для изготовления листового металла? В этой интересной статье блога мы рассмотрим тонкости расчета усилия изгиба, чертежи...
Вы когда-нибудь задумывались, как различные материалы влияют на гибку листового металла? В этой интересной статье опытный инженер-механик делится своими знаниями о влиянии типов материалов, толщины и...
В этой статье блога мы исследуем увлекательный мир воздушного изгиба и диаграммы сил, которые делают его возможным. Присоединяйтесь к нам, поскольку мы погружаемся в науку, лежащую в основе этого...
Внимание всем изготовителям и дизайнерам листового металла! Вы пытаетесь определить оптимальный радиус изгиба для своих проектов? Не останавливайтесь на достигнутом! В этой статье блога мы рассмотрим...
Вы когда-нибудь задумывались о том, как металлические детали сгибаются в различные формы? В этой увлекательной статье мы погрузимся в искусство и науку гибки при штамповке металла. Наш эксперт...