Калькулятор, формулы и диаграммы для расчета вычета на изгиб
Вы когда-нибудь задумывались, как листовой металл превращается в сложные формы? Ключ к разгадке - вычитание изгиба, важнейшее понятие в производстве листового металла. В этой статье блога мы погрузимся в тонкости вычитания изгиба, изучим его формулы, калькуляторы и практическое применение. Присоединяйтесь к нам, чтобы раскрыть секреты создания точных и красивых деталей из листового металла.
Вычет на изгиб - важнейшее понятие в области производства листового металла, особенно в процессе гибки. Его обычно называют "величиной отступа", и он играет важную роль в определении точных размеров гнутой детали.
Определение
Уменьшение на изгиб (BD) - это величина, вычитаемая из общей длины плоского металлического листа для достижения требуемых конечных размеров после гибки. Он учитывает материал, который смещается в процессе гибки.
Значение для гибки листового металла
Вычитание изгиба необходимо для точного расчета плоской формы детали из листового металла перед ее гибкой. Это гарантирует, что конечные размеры согнутой детали соответствуют проектным спецификациям. Без учета вычитания изгиба деталь может иметь неправильные размеры, что приведет к потенциальным проблемам при сборке и функциональности.
Факторы, влияющие на вычеты по сгибам
На величину вычета при сгибе могут влиять несколько факторов, в том числе:
Тип материала: Различные материалы имеют разные свойства на изгиб.
Толщина: Более толстые материалы требуют иных вычетов по сравнению с более тонкими.
Угол изгиба: Угол изгиба влияет на количество перемещаемого материала.
Радиус изгиба: При большем радиусе изгиба требуется другой вычет по сравнению с меньшим радиусом.
Практическое применение
На практике величина вычета на изгиб определяется на основе эмпирических данных, рекомендаций производителя или специализированного программного обеспечения, учитывающего специфические свойства материала и процесс гибки. Точные расчеты вычетов на изгиб имеют решающее значение для обеспечения соответствия конечного продукта требованиям конструкции и его правильного функционирования в предполагаемом применении.
3. Формула вычитания изгиба
Вычет на изгиб (BD) - это критический фактор при изготовлении листового металла, используемый для расчета длины плоской детали из листового металла. Он учитывает материал, который смещается в процессе гибки. Эта величина необходима для обеспечения точности конечных размеров гнутой детали.
Ключевые термины и обозначения
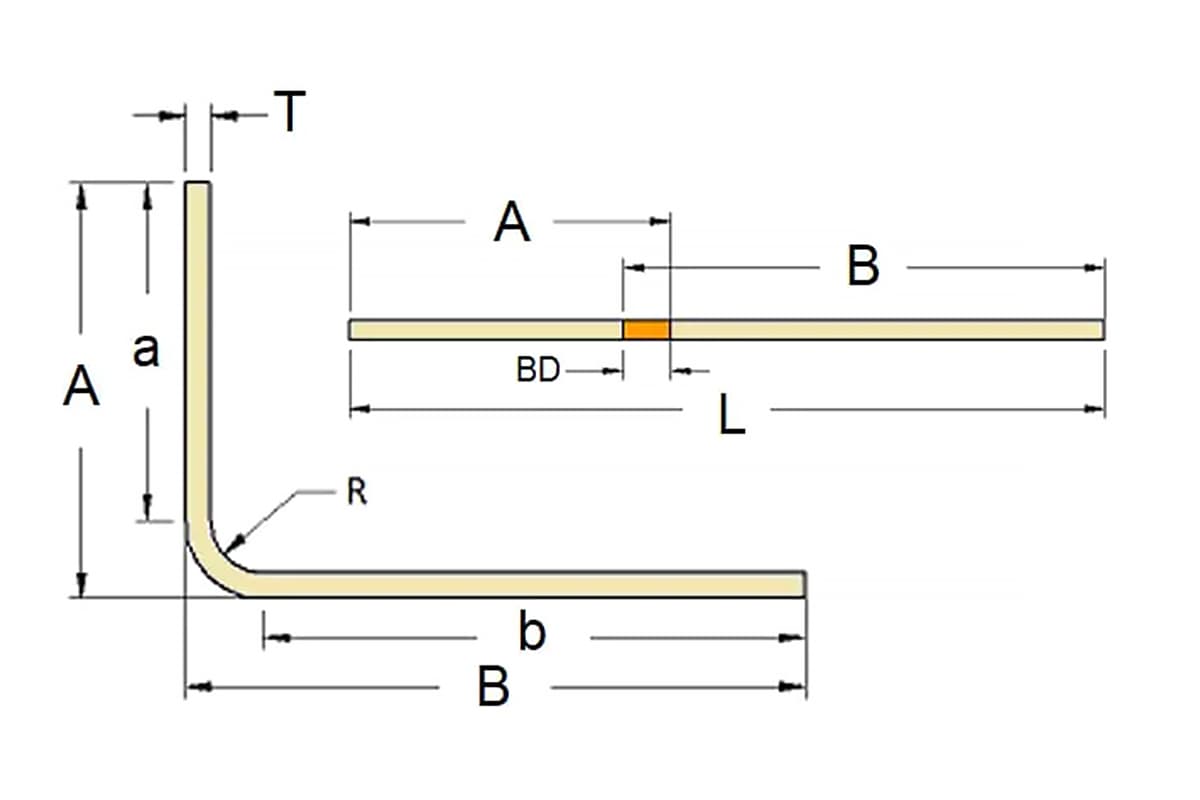
Лейтенант: Общая длина развернутой части листового металла.
A и B: Длины двух фланцев, примыкающих к изгибу.
BD: Значение вычитания изгиба.
Расчет вычета на изгиб
Формула вычитания изгиба используется для определения плоской длины детали из листового металла перед ее сгибанием. Формула выглядит следующим образом:
Lt=A+B-BD
Где:
BD величина вычитания изгиба, которая вычитается из общей длины для учета материала, перемещенного при изгибе.
A и B длины от края детали до точек касания изгиба.
Вычет на изгиб в Solidworks используется только для расчета 90-градусных изгибов в листовом металле.
Однако его можно использовать и для расчета разгибания листового металла на угол не 90 градусов, но при этом необходимо использовать значение вычета на изгиб при изгибе на угол не 90 градусов в соответствии с таблицей коэффициентов изгиба.
У каждого производителя своя таблица, и в ней могут быть ошибки. Некоторые заводы по производству листового металла могут не часто использовать гибки под углом не 90 градусов.
Сегодня я расскажу об известном мне методе расчета вычета при изгибе под углом 90 градусов.
Выдержка при изгибе является решающим фактором при изготовлении листового металла, особенно при использовании таких станков, как листогибочные прессы. Она представляет собой количество материала, израсходованного в процессе гибки. Точный расчет отчислений на гибку необходим для получения точных размеров детали и эффективного использования материала. В этой статье рассматриваются три распространенных метода расчета отчислений на гибку.
Метод 1: Простой коэффициент умножения
В самом простом методе используется коэффициент умножения, основанный на толщине материала:
Общее правило: вычет на изгиб = 1,7 × толщина материала
Для алюминия: выдержка при изгибе ≈ 1,6 × толщина материала
Для нержавеющей стали: Выдержка при изгибе ≈ 1,8 × толщина материала
Этот метод быстр и прост, но не обладает достаточной точностью. Он подходит для приложений с невысокими требованиями к точности или для первоначальных оценок.
Метод 2: Стандартная отраслевая формула
Более тонкий подход, разработанный промышленностью листового металла:
Вычет на изгиб = 2 × толщина материала + 1/3 × толщина материала
Эта формула учитывает удлинение материала при изгибе. Она выводится следующим образом: длина в развернутом виде = длина A + длина B - вычет на изгиб
При вычете на изгиб учитывается как толщина материала, так и его удлинение.
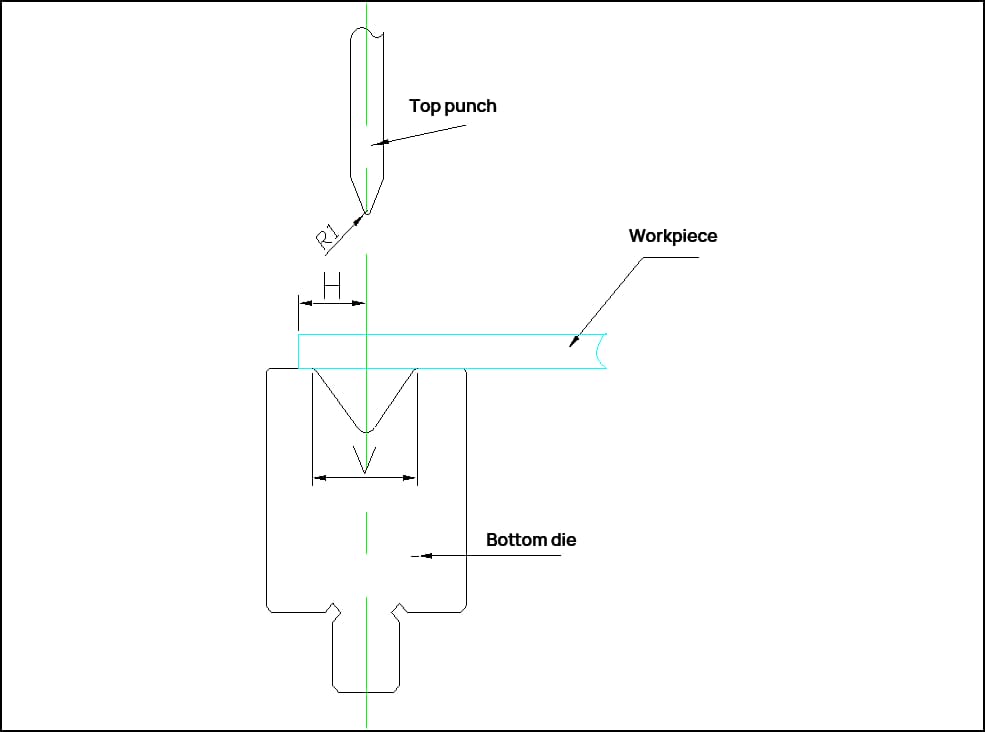
Метод 3: Расширенная формула с учетом ширины матрицы
Более сложная формула, полученная на основе эмпирических исследований:
Вычет на изгиб = 2 × t - (0,72t - 0,075V - 0,01)
Где:
t = Фактическая толщина материала (измеренная, не номинальная)
V = ширина нижнего паза штампа (обычно в 6-8 раз больше толщины материала)
Эта формула учитывает влияние меньшей ширины штампа на вычет при гибке. Она особенно точна для листов из углеродистой стали, но показала хорошие результаты и для других материалов, например алюминия, когда ширина штампа примерно в 4 раза больше толщины материала.
Важные соображения
Толщина материала (t) должна быть фактической измеренной толщиной, а не номинальным значением.
Ширина штампа (V) существенно влияет на величину вычета при гибке и должна быть точно определена в зависимости от конкретной используемой оснастки.
Хотя существуют и более сложные методы, основанные на теории нейтральной оси, три представленных здесь метода обеспечивают баланс практичности и точности для большинства задач по изготовлению листового металла.
Заключение
Выбор подходящего метода расчета вычета на изгиб зависит от требуемой точности, типа материала и имеющейся информации об оснастке. Для высокоточных работ рекомендуется использовать усовершенствованную формулу (метод 3), в то время как более простые методы могут быть полезны для быстрых расчетов или менее ответственных задач.
T: Толщина материала; V: Нижний штамп ширина паза; W: ширина нижнего штампа; α: Внутренний угол после изгиба; H: Минимальное расстояние от центра гиба до края материала; Z: Минимальный размер Z-образного изгиба.
Развернутая формула: L = A + B - K; (A, B: внешние размеры детали; K: коэффициент изгиба материала);
Увеличенный размер сплющенного стальная пластина: L = A + B - 0,45T;
Увеличенный размер штампованных шагов: L = A + B - 0,3T;
Минимальный размер Z-образного изгиба: Z = W/2 + 2T + 1;
Коэффициенты вычитания для холоднокатаного стального листа, листа с алюминиево-цинковым покрытием, листа из нержавеющей стали, электролитического листа и алюминиевого листа одинаковы;
В соответствии с текущим состоянием верхнего штампа компании, коэффициент изгиба верхнего штампа R1 подходит для холоднокатаного стального листа, листа с алюминиево-цинковым покрытием и листа из нержавеющей стали; коэффициент изгиба верхнего штампа R2 подходит для алюминиевого листа, медного листа, электролитического листа и т.д.
В следующей таблице приведен коэффициент вычета для каждого 5-градусного угла, начиная с 90 градусов: (180°-n°)÷90°×(коэффициент вычета при 90°).
Внутри радиус изгиба равномерно устанавливается на R0.2, а расстояние между зазорами - на G0.2.
Нет.
Угол / Толщина
0.8
1.0
1.2
1.5
2.0
2.5
3.0
4.0
5.0
1
0
3.00
3.60
4.00
5.00
7.00
8.40
10.00
14.00
20.00
2
5
2.92
3.50
3.89
4.86
6.81
8.17
9.72
13.61
19.44
3
10
2.83
3.40
3.78
4.72
6.61
7.93
9.44
13.22
18.89
4
15
2.75
3.30
3.67
4.58
6.42
7.70
9.17
12.83
18.33
5
20
2.67
3.20
3.56
4.44
6.22
7.47
8.89
12.44
17.78
6
25
2.58
3.10
3.44
4.31
6.03
7.23
8.61
12.06
17.22
7
30
2.50
3.00
3.33
4.17
5.83
7.00
8.33
11.67
16.67
8
35
2.42
2.90
3.22
4.03
5.64
6.77
8.06
11.28
16.11
9
40
2.33
2.80
3.11
3.89
5.44
6.53
7.78
10.89
15.56
10
45
2.25
2.70
3.00
3.75
5.25
6.30
7.50
10.50
15.00
11
50
2.17
2.60
2.89
3.61
5.06
6.07
7.22
10.11
14.44
12
55
2.08
2.50
2.78
3.47
4.86
5.83
6.94
9.72
13.89
13
60
2.00
2.40
2.67
3.33
4.67
5.60
6.67
9.33
13.33
14
65
1.92
2.30
2.56
3.19
4.47
5.37
6.39
8.94
12.78
15
70
1.83
2.20
2.44
3.06
4.28
5.13
6.11
8.56
12.22
16
75
1.75
2.10
2.33
2.92
4.08
4.90
5.83
8.17
11.67
17
80
1.67
2.00
2.22
2.78
3.89
4.67
5.56
7.78
11.11
18
85
1.58
1.90
2.11
2.64
3.69
4.43
5.28
7.39
10.56
19
90
1.50
1.80
2.00
2.50
3.50
4.20
5.00
7.00
10.00
20
95
1.42
1.70
1.89
2.36
3.31
3.97
4.72
6.61
9.44
21
100
1.33
1.60
1.78
2.22
3.11
3.73
4.44
6.22
8.89
22
105
1.25
1.50
1.67
2.08
2.92
3.50
4.17
5.83
8.33
23
110
1.17
1.40
1.56
1.94
2.72
3.27
3.89
5.44
7.78
24
115
1.08
1.30
1.44
1.81
2.53
3.03
3.61
5.06
7.22
25
120
1.00
1.20
1.33
1.67
2.33
2.80
3.33
4.67
6.67
26
125
0.92
1.10
1.22
1.53
2.14
2.57
3.06
4.28
6.11
27
130
0.83
1.00
1.11
1.39
1.94
2.33
2.78
3.89
5.56
28
135
0.75
0.90
1.00
1.25
1.75
2.10
2.50
3.50
5.00
29
140
0.67
0.80
0.89
1.11
1.56
1.87
2.22
3.11
4.44
30
145
0.58
0.70
0.78
0.97
1.36
1.63
1.94
2.72
3.89
31
150
0.50
0.60
0.67
0.83
1.17
1.40
1.67
2.33
3.33
32
155
0.42
0.50
0.56
0.69
0.97
1.17
1.39
1.94
2.78
33
160
0.33
0.40
0.44
0.56
0.78
0.93
1.11
1.56
2.22
34
165
0.25
0.30
0.33
0.42
0.58
0.70
0.83
1.17
1.67
35
170
0.17
0.20
0.22
0.28
0.39
0.47
0.56
0.78
1.11
36
175
0.08
0.10
0.11
0.14
0.19
0.23
0.28
0.39
0.56
37
180
0.00
0.00
0.00
0.00
0.00
0.00
0.00
0.00
0.00
(5) Стол для вычитания 0°-180° для гибки листового металла
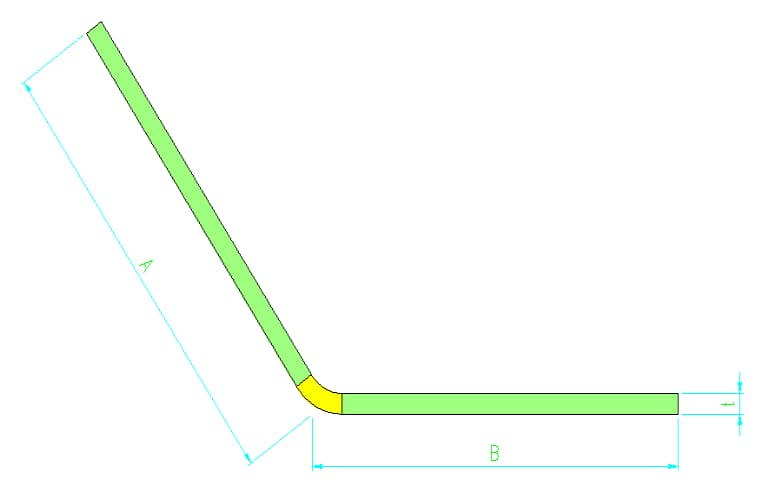
Расчет величины вычитания для развернутого размера гнутой заготовки a) φ>90° b)≤90°
1) Таблица вычетов при гибке применяется для процессов гибки листового металла, когда не используется прижимная плита, а ширина листа превышает толщину (t) более чем в три раза. 2) При гибке на гибочном станке расчеты можно производить в соответствии с этой таблицей. 3) В соответствии с размерами, указанными на диаграмме, формула расчета развернутого размера гнутой заготовки выглядит следующим образом:
L=a+b-y
Где:
L - размер согнутой заготовки в развернутом виде;
a, b - указанные длины от прямой кромки до вершины согнутой заготовки на диаграмме;
y - значение вычитания изгиба согнутой заготовки (значение коррекции для части R);
4) В связи с многочисленными факторами, влияющими на гибку листового металла, данная таблица значений вычетов при гибке листового металла приведена только для справки.
Точность размеров гнутых заготовок зависит от точности позиционирования заднего калибра листогибочного пресса и точности листа. металлорежущий станок. Использование надежных станков как для резки, так и для гибки позволяет решить эти проблемы.
Критическим фактором, влияющим на точность размеров гнутых заготовок, является точность разработки плоского шаблона листа. Когда плоский лист сгибается в заготовку с определенным углом, измерение размеров согнутой заготовки показывает, что они не равны размерам плоского листа, как показано на рисунке.
Это расхождение известно как "вычет на изгиб".
Если вычеты при гибке неточны, размер плоской детали будет неточным, и независимо от точности последующих операций конечная заготовка не будет соответствовать требуемой точности размеров.
Схема размеров листового металла и размеров плоской детали заготовки
Вычеты при изгибе сложны, и простейший метод заключается в том, чтобы просто использовать удвоенную толщину материала.
Однако такой подход довольно груб. Более точным методом является применение теории нейтральной оси из стандарта DIN 6935, которая предполагает вычисление коэффициента "k" и его сочетание с толщиной и углом сгибаемого листа.
Эта формула дает более точный расчет на изгиб. Однако даже вычеты на изгиб, рассчитанные по теории нейтральной оси из DIN 6935, могут быть недостаточно точными, поскольку фактические вычеты зависят также от характеристик материала, толщины и угол изгиба, а также используемые инструменты.
Различные материалы, толщины и методы расчета дают разную величину отчислений на изгиб, как показано в таблице ниже.
Таблица Величина вычитания для размеров изгиба, соответствующих различным материалам, толщинам и методам
Толщина листа S/мм
Die
Материал
-S × 2
DIN6935
База данных
1.5
V12/78
DC04
-3.00
-3.00
-2.90
1.5
V08/78
DC04
-3.00
-2.80
-2.70
1.5
V1278
X5CrNi1810
-3.00
-3.00
-3.10
4
V24/78
S235JRG2
-8.00
-7.60
-7.09
4
V30/78
S235JRG2
-8.00
-7.57
-7.26
4
V24/78
X5CrNi1810
-8.00
-8.01
-7.57
4
V30/78
X5CrNi1810
-8.00
-7.90
-8.01
6
V30/78
S235JRG2
-12.00
-11.20
-10.35
6
V4078
S235JRG2
-12.00
-11.60
-10.62
6
V30/78
X5CrNi1810
-12.00
-11.20
-10.89
6
V4078
X5CrNi1810
-12.00
-11.60
-11.60
Например, для листа S235JRG2 толщиной 4 мм при использовании нижнего штампа V30 вычет на изгиб зависит от метода: удвоенная толщина материала дает 8 мм, формула DIN 6935 - 7,57 мм, а эмпирическое значение из базы данных - 7,26 мм.
Между методами существуют расхождения, которые становятся еще более значительными, когда заготовки требуют нескольких изгибов, что приводит к большим суммарным отклонениям. Эмпирические значения из базы данных получены в результате обширных практических испытаний и хранятся в базе данных, обеспечивая максимальную точность.
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель компании MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Вы когда-нибудь задумывались, как дизайнеры листового металла обеспечивают точность своих проектов? В этой статье блога мы погрузимся в увлекательный мир дизайна листового металла и изучим...
Вы когда-нибудь задумывались, как проектируются и изготавливаются с высокой точностью детали из листового металла? В этой статье мы погрузимся в увлекательный мир припусков на изгиб - важнейшей...
Вы когда-нибудь задумывались о том, как точно рассчитать усилие на изгиб, необходимое для изготовления листового металла? В этой интересной статье блога мы рассмотрим тонкости расчета усилия изгиба, чертежи...
Вы когда-нибудь задумывались, как различные материалы влияют на гибку листового металла? В этой интересной статье опытный инженер-механик делится своими знаниями о влиянии типов материалов, толщины и...
Вы когда-нибудь сталкивались с проблемой расчета правильного припуска на изгиб для своих проектов из листового металла? В этой статье блога мы погрузимся в мир припусков на изгиб и рассмотрим, как...
Вы когда-нибудь задумывались о том, как точно рассчитать припуск на изгиб для своих проектов по изготовлению металлоконструкций? В этой статье мы исследуем увлекательный мир формул припусков на изгиб и...
Вы когда-нибудь задумывались, почему ваши проекты из листового металла не всегда идеально подходят друг к другу? Ключ к разгадке кроется в понимании припусков на изгиб. Эта концепция обеспечивает точную гибку и сокращает отходы материала. В этом...
Вы когда-нибудь задумывались, как простой лист металла превращается в сложный трехмерный объект? Гибка на листогибочном прессе, важнейший процесс в металлообработке, дает ключ к этому...
Вы испытываете трудности с проектированием точных деталей из листового металла? Раскройте секреты коэффициента K, важнейшего понятия в производстве листового металла. В этой статье наш эксперт, инженер-механик, объясняет...