Вы когда-нибудь задумывались о науке соединения металлов без их расплавления? Пайка - это увлекательный процесс, который соединяет металлы с помощью присадочного материала, нагретого до определенного температурного диапазона. В этой статье мы погрузимся в мир пайки, изучим ее характеристики, преимущества и различные виды. Присоединяйтесь к нам, чтобы раскрыть секреты этой важнейшей техники металлообработки и узнать, как она формирует изделия, которые мы используем каждый день.
Пайка - это высокотемпературный процесс соединения, при котором присадочный металл нагревается до температуры, обычно превышающей 450°C (842°F). Эта температура тщательно подбирается таким образом, чтобы быть выше температуры текучести присадочного металла, но ниже температуры текучести соединяемых материалов.
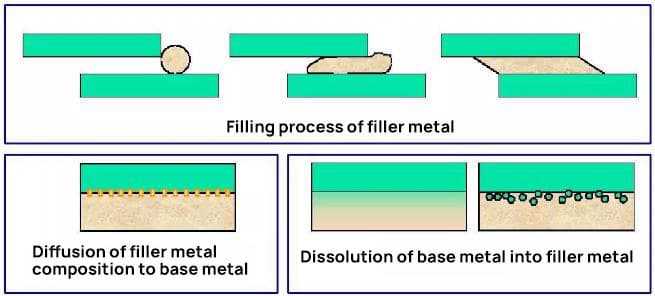
В процессе пайки расплавленный присадочный металл смачивает поверхность основного металла, чему способствует правильное нанесение флюса или контролируемая атмосфера. Затем капиллярное действие втягивает жидкий присадочный материал в узкий зазор соединения. По мере охлаждения узла присадочный металл застывает, создавая прочную металлургическую связь между основными материалами.
Эта универсальная технология позволяет соединять сходные и разнородные металлы, создавая высокопрочные соединения с отличной тепло- и электропроводностью. Пайка широко используется в таких отраслях, как аэрокосмическая, автомобильная и HVAC, благодаря своей способности создавать герметичные соединения и соединять сложные узлы с минимальными деформациями.
Характеристики пайки
(1) Температура плавления присадочного металла значительно ниже температуры плавления основного металла, как правило, не менее чем на 50°C (90°F). Такой перепад температур обеспечивает сохранение основного металла в твердом состоянии в процессе пайки, сохраняя его структурную целостность и механические свойства.
(2) Состав присадочного металла заметно отличается от состава основного металла. Такое различие в составе создано для достижения определенных металлургических свойств, таких как улучшенная смачиваемость, улучшенные характеристики текучести и совместимость с основным металлом для обеспечения оптимальной прочности соединения.
(3) Расплавленный присадочный металл втягивается в зазор между компонентами основного металла и удерживается в нем благодаря сочетанию смачивающего действия и капиллярной силы. Это явление, известное как капиллярное действие или капиллярный поток, регулируется факторами, включая поверхностное натяжение, вязкость и зазор, который обычно составляет от 0,025 до 0,125 мм (от 0,001 до 0,005 дюйма) для достижения оптимальных результатов.
(4) Металлическая связь образуется в результате взаимной диффузии атомов на границе раздела жидкого присадочного металла и твердого основного металла. Этот процесс диффузии создает интерметаллический слой, который имеет решающее значение для формирования прочной, непрерывной металлургической связи. Объем и характер этой диффузионной зоны существенно влияют на механические свойства и коррозионную стойкость соединения.
Разложение процесса пайки
Преимущества и недостатки пайки
Преимущества пайки:
Низкотемпературный процесс: Пайка происходит при температурах ниже температуры плавления основного металла, что сводит к минимуму структурные изменения и изменения свойств исходных материалов.
Минимальное искажение: Процесс вызывает незначительные напряжения и деформации, что делает его идеальным для соединения высокоточных компонентов и сложных конструкций.
Высокая эффективность: Пайка позволяет одновременно создавать несколько соединений, что значительно повышает производительность.
Универсальность: Он подходит для широкого спектра материалов, включая металлы, неметаллы и разнородные комбинации материалов, обеспечивая широкие возможности применения.
Превосходное качество соединения: Паяные соединения обычно имеют гладкие, эстетически привлекательные поверхности с отличными характеристиками зачистки.
Сохранение свойств материалов: Пониженное тепловыделение помогает сохранить механические и физические свойства базовых материалов, что очень важно для специализированных применений.
Герметичное уплотнение: Паяные соединения могут обеспечивать герметичность, что очень важно в таких отраслях, как аэрокосмическая промышленность и электроника.
Недостатки пайки:
Ограничения по прочности соединений: Паяные соединения обычно имеют более низкую прочность по сравнению со сварными, особенно при повышенных температурах.
Ограничения при проектировании: Нахлесточные соединения, несмотря на свою универсальность, могут привести к увеличению расхода материалов, увеличению веса и потенциальным точкам концентрации напряжений в конструкции.
Строгая подготовка поверхности: Процесс требует тщательной очистки поверхности и точного контроля зазора в шве для обеспечения надлежащего капиллярного действия и подачи присадочного металла.
Оборудование и стоимость: Некоторые передовые технологии пайки требуют значительных капиталовложений в специализированное оборудование и помещения, что потенциально может привести к увеличению эксплуатационных расходов.
Чувствительность к температуре: Более низкая температура плавления сплавов для пайки может ограничивать рабочую температуру соединенных компонентов.
Потенциал гальванической коррозии: При соединении разнородных металлов присадочный материал может создавать гальваническую пару, что требует тщательного выбора материала и конструктивных решений.
Зависимость от квалификации: Для получения высококачественных паяных соединений часто требуются квалифицированные операторы, особенно для сложных геометрических форм или ответственных применений.
Виды пайки
1) Классификация по температуре плавления припоя
Пайка: Ниже 450°C (842°F)
Пайка: Выше 450°C (842°F)
2) Классификация по температуре пайки
Высокотемпературная пайка: Выше 800°C (1472°F)
Среднетемпературная пайка: от 550°C до 800°C (от 1022°F до 1472°F)
Низкотемпературная пайка: ниже 550°C (1022°F)
3) Классификация по источнику тепла
Пайка пламенем: Использует газовое пламя (например, оксиацетилен, пропан).
Пайка в печи: Используются печи с контролируемой атмосферой
Индукционная пайка: Использует электромагнитный индукционный нагрев
Пайка сопротивлением: Применяет электрическое сопротивление для локального нагрева
Пайка погружением: погружение деталей в ванны с расплавленной солью или металлом
Инфракрасная пайка: Использует инфракрасное излучение для точного нагрева
4) Классификация по атмосфере
Атмосферная пайка: Выполняется на открытом воздухе
Пайка в контролируемой атмосфере: Используются инертные или восстановительные газы (например, азот, аргон)
Вакуумная пайка: Проводится в вакуумной среде для получения соединений высокой чистоты
5) Классификация по применению металла-наполнителя
Предварительная пайка: Металл наполнителя размещается перед нагревом
Пайка с непрерывной подачей: Металл-наполнитель добавляется в процессе пайки
6) Классификация по конструкции соединения
Пайка внахлестку
Пайка стыковых соединений
Пайка тройников
Пайка угловых соединений
Термины и определения, связанные с пайкой
Ликвидус: Самая низкая температура, при которой присадочный металл для пайки полностью жидкий.
Солидус: Самая высокая температура, при которой присадочный металл для пайки полностью твердый.
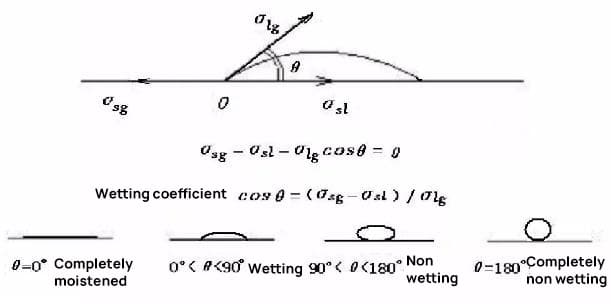
Увлажнение:
Смачивание - это способность жидкости поддерживать контакт с твердой поверхностью, возникающая в результате межмолекулярных взаимодействий при их сближении. Это важнейшее явление при пайке, включающее в себя:
Смачивание при погружении: Когда твердое вещество погружается в жидкость.
Адгезионное смачивание: Первоначальный контакт между жидкостью и твердой поверхностью.
Распространение смачивания: Распространение жидкости по твердой поверхности.
В свободном состоянии жидкость стремится к сферической форме из-за поверхностного натяжения. Когда жидкость соприкасается с твердым телом:
Если когезионные силы жидкости превышают силы сцепления с твердым телом, она не смочит поверхность.
Если силы сцепления жидкости с твердым телом превышают силы когезии, происходит смачивание.
Степень смачивания определяется контактным углом (θ), образующимся между жидкой и твердой фазами на их границе раздела. Для эффективной пайки угол смачивания присадочного металла обычно должен составлять менее 20°.
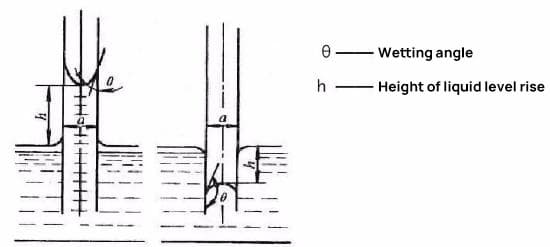
Капиллярное действие:
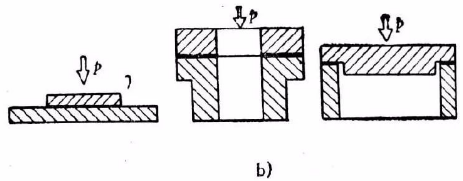
Предполагается, что если две металлические пластины, расположенные параллельно друг другу, вертикально поместить в бесконечное количество жидкого припоя, то пластины будут бесконечными, а количество припоя - неограниченным.
В зависимости от смачиваемости металлических пластин припоем, капиллярный эффект приведет либо к ситуации, показанной на рисунке (a), либо к ситуации, показанной на рисунке (b). Если припой способен смачивать металлические пластины, то произойдет результат, показанный на рисунке (a); если нет, то произойдет результат, показанный на рисунке (b).
Пайка металлов-наполнителей и припоев
Мягкие припои на основе Sn и Pb: Эти припои демонстрируют отличную способность к смачиванию и растеканию по меди и различным другим металлам, что делает их преимущественным выбором в электронной промышленности. Припои на основе Sn, в частности, становятся все более популярными из-за экологических проблем и нормативных требований.
Припой на основе каучука: Состоящие в основном из сплавов кадмия и серебра, эти припои обладают превосходной тепло- и коррозионной стойкостью. Однако их использование все больше ограничивается из-за токсичности кадмия, что приводит к разработке более безопасных альтернатив.
Припой на основе Zn: Припои на основе цинка представляют собой экономичный вариант с хорошими механическими свойствами и коррозионной стойкостью. Они особенно полезны в приложениях, требующих более высоких температур плавления, чем традиционные Sn-Pb припои.
Мягкий припой на основе Au: Припои на основе золота обладают исключительной коррозионной стойкостью и часто используются в высоконадежных электронных и аэрокосмических приложениях. Их высокая стоимость ограничивает широкое применение специализированными отраслями.
Другие мягкие припои с низкой температурой плавления:
Припой на основе индия: Припои на основе индия обладают превосходной пластичностью и термоусталостной прочностью. Они особенно полезны в криогенных установках и для соединения термочувствительных компонентов.
Припой на основе висмута (Bi): Припои на основе висмута набирают популярность в качестве альтернативы бессвинцовым. Они обладают низкой температурой плавления и хорошей прочностью соединения, что делает их подходящими для термочувствительных компонентов.
Припой на основе галлия (Ga): Припои на основе галлия обладают уникальными свойствами, такими как очень низкие температуры плавления и способность смачивать неметаллические поверхности. Они находят применение в таких специализированных областях, как оптоэлектроника и терморегулирование.
Бессвинцовый припой: В ответ на озабоченность состоянием окружающей среды и здоровьем людей были разработаны бессвинцовые припои, которые сегодня широко применяются в электронной промышленности. К распространенным бессвинцовым припоям относятся сплавы SAC (олово-серебро-медь), которые обеспечивают баланс между производительностью, надежностью и экономической эффективностью. Эти припои обычно требуют несколько более высоких температур обработки и могут иметь другие характеристики смачивания по сравнению с традиционными припоями Pb-Sn.
Наполнитель для пайки - Пайка
Присадочные металлы для пайки играют решающую роль в соединении компонентов с высокой прочностью и надежностью. Их выбор имеет решающее значение для достижения оптимальных характеристик соединения в различных областях промышленности.
Основные категории присадочных металлов для пайки включают в себя:
Присадочные металлы на основе алюминия: Специально разработаны для пайки алюминия и его сплавов. Они обладают превосходными характеристиками смачивания и текучести, обеспечивая прочные соединения при сохранении коррозионной стойкости основного материала. Широко используются в аэрокосмической, автомобильной и HVAC промышленности.
Присадочные металлы для пайки на основе серебра: Известны своей исключительной универсальностью и производительностью в широком диапазоне металлов. Эти сплавы отличаются низкой температурой плавления, отличной текучестью и высокой прочностью соединений. Они широко используются в электротехнической, медицинской и аэрокосмической промышленности благодаря своей превосходной проводимости и коррозионной стойкости.
Присадочные металлы на основе меди:
Припой из чистой меди: идеально подходит для пайки углеродистой и низколегированной стали. Обеспечивает высокую прочность соединений и хорошую теплопроводность, что делает его пригодным для использования в теплообменниках.
Медно-цинковые сплавы (латунь): Универсальные присадочные металлы, используемые в различных методах пайки для соединения разнородных металлов. Они обладают хорошими смачивающими свойствами и экономически эффективны для многих промышленных применений.
Медно-фосфорные сплавы: В основном используются для пайки меди и медных сплавов. Эти самофлюсующиеся сплавы широко используются в HVAC, водопроводной и электротехнической промышленности благодаря их превосходному капиллярному действию и способности создавать герметичные соединения.
Присадочные металлы на основе никеля: Хотя в оригинальном тексте они не упоминаются, они важны для высокотемпературных применений. Они обладают превосходной прочностью и коррозионной стойкостью при повышенных температурах, что делает их пригодными для использования в аэрокосмической, ядерной и химической промышленности.
Присадочные металлы на основе драгоценных металлов (включая золото и палладий): Эти специализированные присадочные металлы обладают уникальными свойствами, такими как высокая коррозионная стойкость, биосовместимость и работа в экстремальных условиях. Они используются в критически важных приложениях в медицинской, аэрокосмической и электронной промышленности.
Функциональные и эксплуатационные требования к паяльному флюсу:
1) Устраняют оксидные пленки на металлических поверхностях, создавая оптимальные условия для смачивания и распределения присадочного металла.
2) Образует защитный жидкий барьер на поверхности основного и присадочного металла во время процесса пайки.
3) Действует как межфазный агент, улучшая смачиваемость и способствуя растеканию присадочного металла.
Необходимость удаления оксидной пленки при пайке
Наличие оксидных пленок на металлических поверхностях значительно затрудняет смачивание и растекание присадочных металлов при пайке, что требует их удаления для успешного формирования соединения. Сложности, связанные с удалением оксидной пленки, прямо пропорциональны:
Толщина пленки: Более толстые оксидные слои образуют более прочные связи с металлической подложкой.
Термическая стабильность: высокая термостойкость оксида затрудняет его удаление.
Химическая устойчивость: Оксиды с большей химической инертностью требуют более агрессивных методов удаления.
Эффективное удаление оксидной пленки может быть достигнуто с помощью различных методов:
Применение паяльных флюсов
Использование контролируемой атмосферы или вакуума
Механические методы очистки (например, абразивная обработка, проволочная щетка)
Методы физического удаления (например, ионная бомбардировка, плазменная очистка)
Паяльный флюс выполняет множество важнейших функций, помимо удаления оксидов:
Предотвращает повторное окисление очищенных металлических поверхностей при нагревании
Растворяет и поглощает остаточные оксиды
Снижает поверхностное натяжение на границе раздела жидкого присадочного металла и основного металла
Способствует капиллярному течению расплавленного присадочного металла
Таблица 1 Скорость образования оксидной пленки в сухом воздухе
Металл
1 минута
1 час
1 день
Нержавеющая сталь
10
10
10
Железо
20
24
33
Алюминий
20
80
100
Медь
33
50
50
Толщина оксидной пленки (10-8 см)
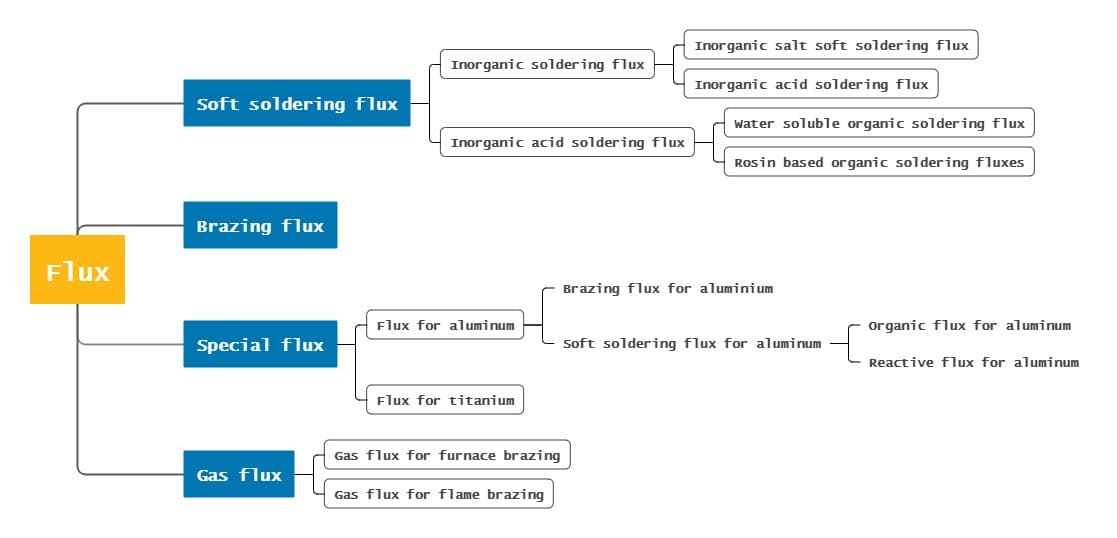
Классификация потоков
Паяльная газовая среда и ее назначение
При пайке в качестве основного нейтрального газа используется аргон, а азот служит альтернативой в определенных случаях.
Аргон, инертный инертный газ, в основном выполняет функцию защитной атмосферы для обрабатываемой детали. Хотя он эффективно защищает зону пайки от атмосферных загрязнений, ему не хватает способности непосредственно удалять оксидные пленки с металлических поверхностей.
Удаление некоторых оксидных пленок при пайке происходит по нескольким механизмам:
Адсорбция жидкого припоя на поверхности металла
Восстановление оксидов активными элементами в паяльном сплаве
Дисперсия ослабленных оксидных пленок
Растворение оксидов в расплавленном паяльном сплаве
Как видно из таблиц металлургических данных, температуры разложения большинства оксидов металлов значительно превышают как температуры плавления, так и температуры кипения соответствующих основных металлов. Эта термическая зависимость приводит к выводу, что разложение оксидов не может быть достигнуто только за счет процесса нагрева, присущего операциям пайки.
Для эффективного управления оксидными пленками во время пайки часто используются дополнительные стратегии:
Использование флюса для химического восстановления оксидов
Включение активных элементов (например, титана, циркония) в паяльный сплав для реакции с оксидами и их растворения
Предварительная очистка и подготовка поверхности для минимизации присутствия начальных оксидов
Вакуумная пайка для ограничения образования оксидов и улучшения механизмов удаления оксидов
Оксид
Температура разложения (℃)
Оксид
Температура разложения (℃)
Au2O
250
PbO
2348
Ag2O
300
NiO
2751
Pt2O
300
FeO
3000
CdO
900
MnO
3500
Cu2O
1835
ZnO
3817
Метод и процесс пайки
Метод пайки
1. Пайка утюгом
Особенности: низкая температура
Область применения:
1. Применяется для пайки (с использованием оловянно-свинцового или свинцового присадочного металла) с температурой пайки ниже 300C;
2. Паяльный флюс необходим для пайки тонких и небольших деталей.
2. Пайка резаком, пайка резаком
Особенности: простой, гибкий и широко используемый
Область применения: как правило, для нагрева заготовки сначала используется нейтральное пламя или пламя легкой карбонизации/общая газовая горелка или специальная паяльная горелка (горелка также может использоваться для пайки мягким припоем):
1. Применяется для пайки некоторых сварных соединений, которые ограничены формой, размером и оборудованием сварных соединений и не могут быть спаяны другими методами
2. Автоматическая пайка пламенем может быть использована
3. Свариваемая стальнержавеющая сталь, твердый сплав, чугун, медь, серебро, алюминий и т.д. и их сплавы
4. Распространенные присадочные металлы включают медно-цинковые, медно-фосфорные, серебряные, алюминиевые и цинково-алюминиевые присадочные металлы.
3. Пайка погружением, пайка погружением
(Соляная и металлическая ванна, подходит для массового производства)
4. Пайка потоком, пайка волной, пайка распылением
(Разновидность металлической ванны для пайки, в основном используется для пайки печатных плат)
5. Пайка сопротивлением
Чрезвычайно быстрый нагрев и высокая производительность.
6. Индукционная пайка
Быстрый нагрев, меньшее окисление и малый объем пайки.
Техника пайки
Процесс производства пайки включает в себя несколько этапов, в том числе подготовку поверхности заготовки перед пайкой, сборку, размещение присадочного металла, пайку, обработку после пайки и другие сопутствующие процессы.
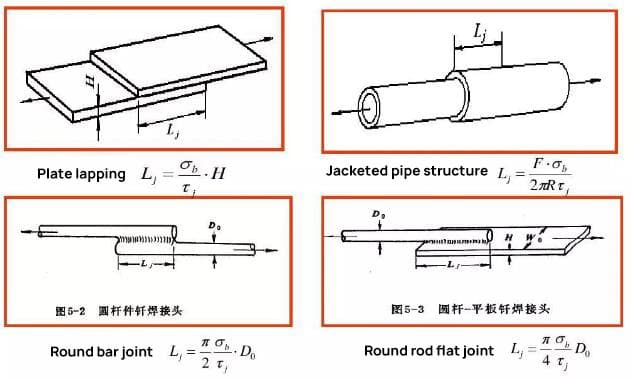
1. Конструкция паяного соединения
При проектировании паяного соединения в первую очередь следует учитывать его прочность, а затем технологические соображения, такие как обеспечение точности размеров сборки, правильная сборка и расположение деталей, размещение припоя и зазор в паяном соединении.
Соединение внахлестку обычно используется для пайки.
В практическом производстве для паяных соединений, изготовленных с использованием высокопрочных присадочных металлов на основе серебра, меди или никеля, длина нахлеста обычно в 2-3 раза превышает толщину более тонкой детали.
Для паяных соединений, выполненных мягкими припоями, такими как оловянно-свинцовый, длина нахлеста может быть в 4-5 раз больше толщины более тонкой детали, но не должна превышать 15 мм.
Перед процессом пайки необходимо тщательно удалить с поверхности заготовки окислы, жир, грязь и краску.
В некоторых случаях может потребоваться предварительное покрытие деталей специальным металлическим слоем перед пайкой.
(1) Удалите масляное пятно
Масляные пятна можно удалить с помощью органических растворителей.
К распространенным органическим растворителям относятся спирт, четыреххлористый углерод, бензин, трихлорэтилен, дихлорэтан и трихлорэтан.
(2) Удаление оксида
Перед пайкой оксидные пленки на поверхности детали могут быть обработаны механическими методами, методами химического травления и электрохимического травления.
3. Сборка и крепление
Припои используются в различных методах пайки, за исключением пайки пламенем и пайки паяльником, большинство из которых предварительно помещаются на соединение. Необходимо максимально использовать силу тяжести и капиллярность зазора, чтобы припой заполнил зазор при установке.
Пастообразный припой следует наносить непосредственно на паяное соединение, а порошковый припой можно смешать с клеем перед нанесением на соединение.
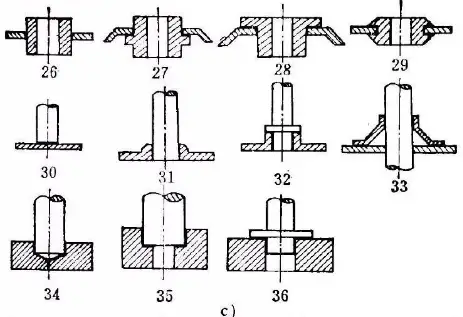
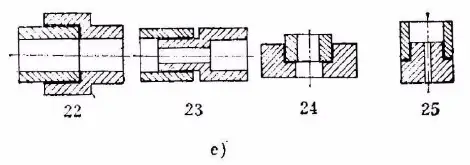
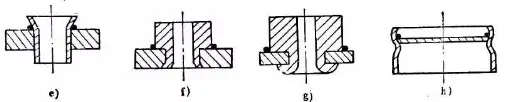
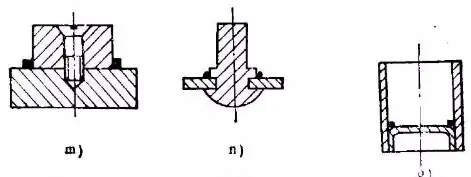
4. Метод укладки присадочного металла
a) Размещение кольцевого припоя
1, 2 - Разумное размещение материалов в форме одного кольца
3, 4 - Размещение для предотвращения потерь вдоль плоскости фланца
5, 6 - Размещение присадочного металла вблизи шва
7, 8 - На соединении делается прорезь для укладки припоя
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Для получения безупречного сварного шва требуется не только мастерство, но и владение взаимодействием между напряжением и током. Эти два параметра являются жизненной силой сварки, диктуя все от...
Вы когда-нибудь задумывались, почему сварные конструкции иногда выходят из строя, несмотря на их прочный внешний вид? В этой статье мы рассмотрим скрытые проблемы сварки и узнаем, как неравномерный нагрев и охлаждение могут привести к...
Вы когда-нибудь задумывались о том, как небоскребы становятся высокими, а автомобили остаются сваренными вместе? Этот блог раскрывает магию, лежащую в основе электросварочных аппаратов. Узнайте о таких ведущих производителях, как Lincoln Electric и Miller Welds,...
Вы когда-нибудь задумывались, какие бренды сварочного оборудования занимают лидирующие позиции в отрасли? В этой статье рассматриваются десять ведущих производителей сварочных аппаратов, подчеркиваются их инновации, глобальное присутствие и уникальные преимущества.....
Вы когда-нибудь задумывались, как сварщики добиваются идеальных швов в сложных условиях? Сварка 6GR - это специализированная техника для сварки трубопроводов с кольцом препятствий под углом 45°, что крайне важно для обеспечения...
Задумывались ли вы когда-нибудь о скрытых опасностях, скрывающихся за яркими искрами сварки? В этой статье мы рассмотрим вредное воздействие аргонодуговой сварки на организм человека.....
Вы когда-нибудь задумывались, что означают эти цифры и буквы на сварочных прутках? В этой статье раскрывается система кодирования сварочных прутков из углеродистой и нержавеющей стали, что поможет вам понять их прочность на разрыв,...
Вы когда-нибудь задумывались о том, как точно рассчитать расход сварочных прутков? В этой статье блога мы рассмотрим методы и формулы, используемые экспертами отрасли для оценки расхода сварочных...
Сварочные деформации нержавеющей стали могут привести к значительным проблемам при изготовлении металлоконструкций. В статье рассматриваются различные методы контроля и исправления этих деформаций, такие как использование медных пластин, воды...