Формовка шишек: Гибка листового металла по большому радиусу
Вы когда-нибудь задумывались, как массивные стальные конструкции на локомотивах достигают точных изгибов? В этой статье мы раскроем секреты создания больших радиусов изгиба деталей из листового металла. Вы узнаете о таких инновационных методах, как гибка с напуском и ступенчатая гибка, и о том, как они превращают плоские металлические листы в сложные изогнутые шедевры. Приготовьтесь раскрыть инженерную магию, которая делает эти впечатляющие конструкции возможными!
Большие дуговые заготовки - распространенный компонент при изготовлении стальных конструкций локомотивов из листового металла. Их сложная геометрия и переменная структура создают значительные трудности при обработке по сравнению с обычными заготовками.
В этой статье представлен инновационный технологический метод для достижения больших радиусов изгиба деталей из листового металла с подробным описанием его применения к конкретной гнутой заготовке. Технология гибки с выпуклостью, которую мы рассмотрим, также может быть эффективно использована для формирования конуса с помощью листогибочного пресса.
В промышленном производстве для обработки заготовок большого радиуса обычно используются три основных метода формовки:
Одноступенчатый интегральный формовочный штамп: Этот метод идеально подходит для заготовок сложной формы. К его преимуществам относятся превосходное качество формовки, гладкие и плоские поверхности заготовок, отсутствие вмятин и высокая эффективность обработки. Однако существенными недостатками являются высокая стоимость оснастки и ограниченная универсальность. Этот подход обычно применяется для геометрических деталей, которые не могут быть получены с помощью обычных процессов, или когда требуется исключительное качество поверхности.
Подгонянный пуансон большого радиуса для листогибочные станки: Эта оснастка обычно подходит для заготовок с большим радиусом, не превышающим пределы стола листогибочной машины. Будучи более экономичными по сравнению с одноступенчатыми штампами для формовки, эти специализированные пуансоны обеспечивают определенную универсальность для аналогичных задач с большим радиусом.
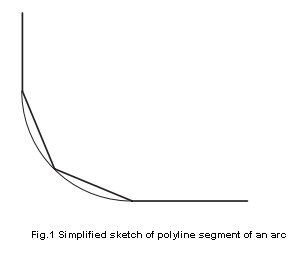
Метод формовки с несколькими изгибами (ступенчатая гибка): Основополагающий принцип этого метода заключается в аппроксимации дуги серией линейных сегментов. Он может быть выполнен с использованием существующей оснастки и оборудования, что делает его особенно подходящим для неэкспонируемых деталей. Метод отличается широким диапазоном применения, низкой стоимостью, отсутствием необходимости в индивидуальной оснастке и хорошим качеством формовки.
Многоступенчатый процесс формовки - это сложная техника для получения изгибов большого радиуса в листовом металле с помощью пуансонов меньшего радиуса. Основополагающий принцип этого метода заключается в сегментации желаемой дуги на несколько участков полилинии, как показано на рис. 1. Такая сегментация позволяет постепенно приблизить кривую большого радиуса к кривой меньшего радиуса с помощью серии меньших изгибов.
Точность и плавность окончательно сформированной дуги прямо пропорциональны количеству сегментов полилинии, используемых в процессе. Увеличение количества сегментов приводит к более близкому приближению к идеальной кривой, хотя и ценой увеличения времени производства и сложности оснастки.
Несмотря на высокую эффективность этого метода, он неизбежно приводит к образованию на заготовке фасетчатой или призматической структуры поверхности. Эта особенность обусловлена дискретным характером этапов гибки. Для невидимых или некритичных поверхностей этот подход предлагает отличный баланс между точностью формы и эффективностью производства. При оценке пригодности этого метода производители должны учитывать несколько факторов:
Объем производства: Большие объемы могут оправдать использование более сложной оснастки для получения более гладких результатов.
Свойства материала: Толщина, прочность и упрочняющие характеристики листового металла влияют на количество необходимых этапов.
Окончательное применение: Требования к допускам и эстетические соображения при конечном использовании детали.
Экономическая эффективность: Баланс между желаемым качеством поверхности и временем производственного цикла и затратами на оснастку.
В тех случаях, когда призматическая структура является приемлемой, этот многоступенчатый процесс формовки представляет собой экономически эффективное решение для производства изгибов большого радиуса, особенно когда специализированная оснастка большого радиуса недоступна или экономически нецелесообразна.
Применение гибки неровностей
Как определить сегментацию полилинии и угол изгиба сегментов круговой дуги:
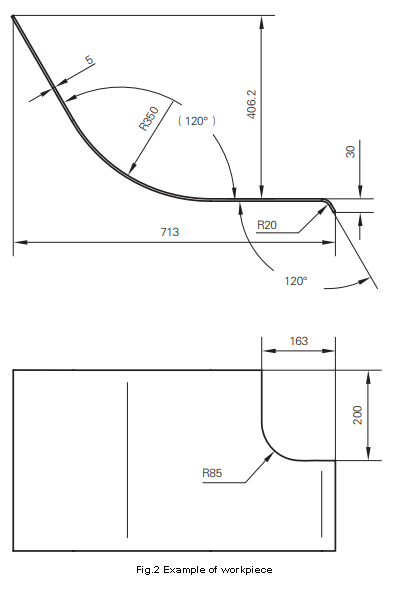
Как показано на рис. 2, внутренний радиус дуги изгиба этой заготовки составляет R350, угол изгиба - 120°, а толщина листа - 5 мм.
Так как условия эксплуатации заготовки удовлетворяют условиям метода гибки на кочках, о котором говорилось выше, для обработки используется метод многоступенчатого формирования изгиба.
Исходя из прошлого опыта и существующих в цехе условий изготовления пресс-форм, для верхней пресс-формы используется радиусный пуансон R120.
После анализа большого сегмента дуги заготовки на рисунке 2 этот сегмент дуги R350 делится на 6 сегментов полилиний.
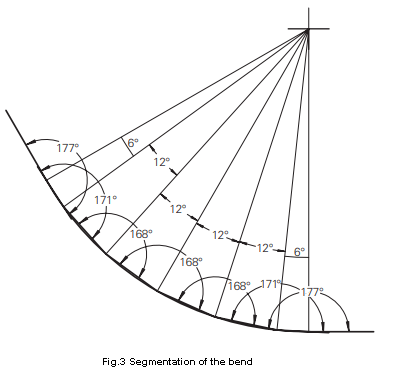
Следует отметить, что для обеспечения плавного перехода дугового сегмента и прямого участка заготовки (т.е. двух концов дугового сегмента) угол сегментации должен быть установлен равным половине других сегментов, где дуговой сегмент является касательным к прямому сегменту.
На ФИГ. 3 видно, что заготовка на ФИГ. 2 сформирована путем сгибания 7 раз.
Когда электрогидравлический сервопресс Тормозной станок сгибает детали из листового металла, для этого необходимы три основных параметра: толщина листа, угол сгиба и положение гибочной линии.
Первый и второй углы разделения рассчитываются как 6°, а остальные - как 12°. Угол изгиба после разделения может быть непосредственно измерен с помощью программного обеспечения CAD. Конкретный угол изгиба показан на рисунке 3.
Размер положения линии сгиба и подтверждение размера в развернутом виде
Для обеспечения точности развернутых размеров линия изгибаКак правило, существует два метода: метод расчета расширения нейтрального слоя и метод расширения с помощью программного обеспечения.
Чтобы получить данные по изгибу лаконично, быстро и точно, для расчета используется программный метод расширения.
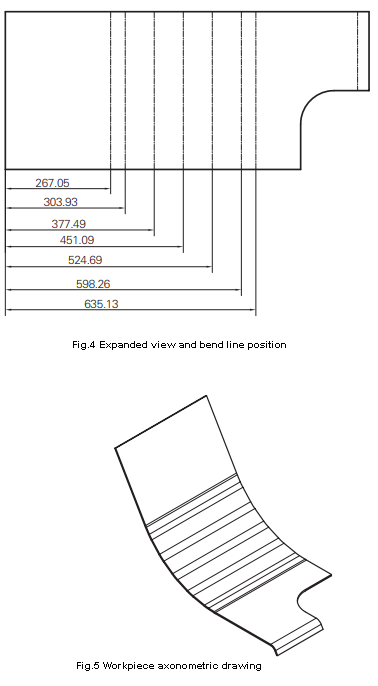
Разделенное поперечное сечение детали напрямую импортируется в Catia, и программа Generative Проектирование из листового металла Модуль используется для создания модели заготовки. Затем линия изгиба и развернутый вид экспортируются, как показано на рисунке 4. Аксонометрический чертеж заготовки показан на рисунке 5.
В процессе производства было обнаружено, что некоторые заготовки небольшой толщины (около 2 мм) подвергаются серьезной деформации в процессе обработки, что приводит к значительному снижению точности обработки и несоответствию проектным требованиям. Причина этого кроется в недостаточном снятии напряжений в листе.
Во время лазерной резки и заготовки мы заметили, что заготовка из этой партии деформировалась из-за внутреннее напряжение. Это также дает предварительный метод оценки возможности прямой гибки тонколистового металла с большим радиусом с помощью процесса многократной гибки, то есть путем наблюдения за деформацией заготовки во время лазерная резка.
Если деформация серьезная, необходимо принять меры для освобождения внутреннее напряжениеВ противном случае получить качественную заготовку будет сложно. Если позволяет производственный цикл, естественное старение является экономичным и эффективным методом. Однако отделенные заготовки подвергаются обработке старением в течение длительного времени, что неизбежно приводит к появлению на их поверхности плавающей ржавчины. Поэтому их необходимо протирать или обрабатывать дробеструйным способом с применением средств для удаления ржавчины, что увеличивает трудозатраты и стоимость оборудования.
Поэтому оптимальным вариантом является непосредственное использование стальных листов, прошедших достаточное естественное старение. Если производственный цикл не позволяет, то после лист отделяют, отжиг также может использоваться для устранения внутренних напряжений, но при этом твердость материала после отжига снижается. Поэтому необходимо всесторонне рассмотреть вопрос о том, выполняется ли отжиг в соответствии с конструктивными требованиями к заготовке.
Расчет wзаготовка eрасширение dдиаграмма в сгибание шишек
Следует отметить, что при использовании метода многоступенчатой гибки для обработки листового металла с большим радиусом необходимо соблюдать реальные условия обработки заготовки.
То есть расширенный вид рассчитывается по дуге после аппроксимации сегмента полилинии. Расширенный вид заготовки, рассчитанный по дуге, нельзя использовать напрямую, иначе после обработки заготовка неизбежно выйдет за пределы допусков.
Определение формы заготовки с помощью мультишагпроцесс гибки
Следует отметить, что при использовании общего сравнительного листа для определения размера дуги заготовки, обработанной методом гибки с ударом, лист должен быть разработан как внешний зажимной тип, а в качестве поверхности обнаружения должна использоваться внешняя сторона дуги заготовки.
Если лист сравнения разработан с внутренней стороной в качестве поверхности обнаружения, а лист сравнения мешает сегменту полилинии, это неизбежно приведет к тому, что лист сравнения не будет установлен на место, что приведет к сбою обнаружения.
Заключительные размышления
Как оригинальный технологический метод, гибка по большой дуге имеет такие характеристики, как гибкость и эффективность, но также имеет и свои ограничения.
Конкретные проблемы должны анализироваться в соответствии с требованиями к конструкции и назначению заготовки.
При выборе метода обработки необходимо всесторонне учитывать стоимость производства и качество внешнего вида заготовки.
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Вы когда-нибудь задумывались, как проектируются и изготавливаются с высокой точностью детали из листового металла? В этой статье мы погрузимся в увлекательный мир припусков на изгиб - важнейшей...
Как точно согнуть деталь из листового металла без проб и ошибок? Ключ к этому дает коэффициент Y. В этой статье рассказывается о коэффициенте Y - важнейшей константе, используемой для расчета...
Вы когда-нибудь задумывались, почему сталь иногда трескается при гибке? В этой статье мы исследуем увлекательный мир технологии гибки стали, раскрывая причины таких распространенных дефектов, как угловые и центральные...
Вы когда-нибудь задумывались о том, как точно рассчитать усилие на изгиб, необходимое для изготовления листового металла? В этой интересной статье блога мы рассмотрим тонкости расчета усилия изгиба, чертежи...
Вы когда-нибудь задумывались, как различные материалы влияют на гибку листового металла? В этой интересной статье опытный инженер-механик делится своими знаниями о влиянии типов материалов, толщины и...
В этой статье блога мы исследуем увлекательный мир воздушного изгиба и диаграммы сил, которые делают его возможным. Присоединяйтесь к нам, поскольку мы погружаемся в науку, лежащую в основе этого...
Вы когда-нибудь сталкивались с проблемой расчета правильного припуска на изгиб для своих проектов из листового металла? В этой статье блога мы погрузимся в мир припусков на изгиб и рассмотрим, как...
Внимание всем изготовителям и дизайнерам листового металла! Вы пытаетесь определить оптимальный радиус изгиба для своих проектов? Не останавливайтесь на достигнутом! В этой статье блога мы рассмотрим...
Внимание всем любителям металлообработки! Вы устали гадать, какой тоннаж выбрать для вашего листогибочного пресса? Не останавливайтесь на достигнутом! В этой статье мы погрузимся в мир прессов...