Изготовление сборных шин: Методы эффективной сборки
Как превратить необработанную медь и алюминий в важнейшие компоненты электрических систем? Эта статья посвящена сложным процессам изготовления шин, в ней подробно описаны методы и инструменты, необходимые для эффективной сборки. Вы узнаете о точных методах резки, гибки и соединения шин, обеспечивающих безопасность и надежность в высоковольтных и низковольтных системах. Изучите основные рекомендации и передовые методы, которые помогут вам лучше понять и реализовать процесс изготовления шин.
Этот документ устанавливает методы и требования к изготовлению и сборке шин.
Данный документ применим к изготовлению и сборке сборных шин для распределительных устройств высокого и низкого напряжения, сборных подстанций высокого/низкого напряжения, распределительных коробок и другого комплектного оборудования.
Ассоциация электроэнергетической промышленности Сборник правил по электроснабжению в районе Пекина
GB 5585.1-2005 Шины для электрических целей Часть 1: Общие положения
GB 5585.2-2005 Шины для электрических целей Часть 2: Медные шины
GB2681-81 Цвета проводов в электрических комплектных устройствах
3. Материалы
Медные шины (прямоугольные, I-образные, D-образные, двойные T-образные, тройные T-образные и т.д.), алюминиевые шины, изоляторы, термоусаживаемые трубки, оцинкованные болты, гайки, плоские шайбы, пружинные шайбыТокопроводящая смазка для электрических контактов, (желтый, зеленый, красный), (L1, L2, L3) и различные фазовые наклейки.
4. Оборудование и инструменты
Станок для правки шин, станок для резки шин, станок для гибки шин, полировальный станок, пробивной станок, вертикально-сверлильный станок, электропечь, жестяной горшок, ручная пила, напильник, отвертка, ручной молоток, деревянный молоток, рулетка, стальное правило, квадрат, писчая игла, проволочный круг, ножницы, краскопульт, гаечный ключ, динамометрический ключ и т.д.
5. Принципы изготовления сборных шин
5.1 Спецификация шин выбирается в соответствии с техническими требованиями чертежа.
Схема прокладки шин обычно определяется изготовителем, но она должна учитывать расположение компонентов и фактические условия монтажа.
При соблюдении соответствующих технических требований он должен придерживаться принципов разумной планировки, экономии материалов, аккуратности и эстетичности.
Установка должна быть безопасной, надежной, простой в обслуживании и демонтаже. Проводка одного и того же контрактного изделия должна быть как можно более однородной.
5.2 В соответствии с настоящим документом в первичной цепи должны использоваться, как правило, медные шины. В особых случаях, с согласия начальника технического отдела или главного инженера, могут использоваться изолированные провода. При длительных токах свыше 100 А следует использовать медные шины.
5.3 Спецификация первичной линии определяется в соответствии с требованиями чертежа пользователя, но она не должна быть ниже, чем в настоящих правилах. Если в чертеже не указана спецификация, то соответствующая спецификация должна быть найдена в зависимости от пропускной способности провода. См. таблицу "Пропускная способность провода по току" в данном руководстве по процессу.
a) Выбор токопроводящей способности медных шин TMY см. в Приложении A.
b) Токопроводящая способность провода с ПВХ изоляцией BVR, BV приведена в Приложении B.
5.4 Исходя из вышеуказанных требований, количество изгибов шин должно быть сведено к минимуму, чтобы избежать пересечения шин.
6. Технология обработки сборных шин
6.1 Обработка шин обычно включает в себя следующие технологические процессы:
a) Выберите спецификацию шин в соответствии с техническими требованиями чертежа, определите схему подключения и измерьте производственные размеры шин;
b) Выпрямите медную шину с помощью станка для правки шин;
c) Вырежьте в соответствии с развернутыми размерами, поперечное сечение должно быть плоским, без заусенцев;
d) Просверлите или пробейте отверстия, зачистите отмеченные отверстия;
e) Гнуть плоские, вертикальные и изгибы в соответствии с планом; (Поверхность шин должна быть чистой и ровной, без трещин, морщин, загрязнений, деформаций и изгибов).
f) Проведите антиокислительную обработку поверхности нахлеста шин (оловянное или серебряное покрытие).
6.2 После резки шины ее следует выпрямить, а поверхность среза загладить напильником.
6.3 Заусенцы после сверления или штамповки шин должны быть обработаны ровно, а поверхность шин не должна иметь явных следов от молотка, царапин, ям, отслоений и других дефектов.
6.4 Между двойными шинами или несколькими прямоугольными шинами следует оставлять зазор не менее толщины шины; расстояние между краями соседних распорок должно быть более 5 мм.
6.5 Одинаковое расположение главной шины, шин ответвлений, отходящих линий и линии подключения оборудования должно быть симметричным, горизонтальным и вертикальным, аккуратным и красивым.
6.6 Расположение чередования фаз на шинах, если это не указано в проекте, должно соответствовать следующим правилам:
a) Для шин переменного тока, расположенных вверх и вниз, расположение сверху вниз: A, B, C, N фазы, положительный полюс шины постоянного тока - вверх, отрицательный полюс - вниз.
b) Для горизонтально расположенных шин переменного тока расположение от задней части поддона до поверхности поддона: A, B, C, N фаз, положительный полюс шины постоянного тока находится сзади, отрицательный - спереди.
в) На шинах переменного тока падающего провода слева направо расположены фазы A, B, C, N, на шинах постоянного тока положительный полюс находится слева, отрицательный - справа.
Примечание: Расположение фаз в порядке их следования основано на направлении фронтального обзора каждого помещения подстанции. В особых случаях, когда расположение фаз в такой последовательности определенно вызовет трудности при размещении сборных шин, нет необходимости следовать этому правилу, но каждая фаза должна иметь четкое указание.
6.7 Изгиб шин
6.7.1 Прямоугольные шины должны быть согнуты холодным способом, горячая гибка не допускается.
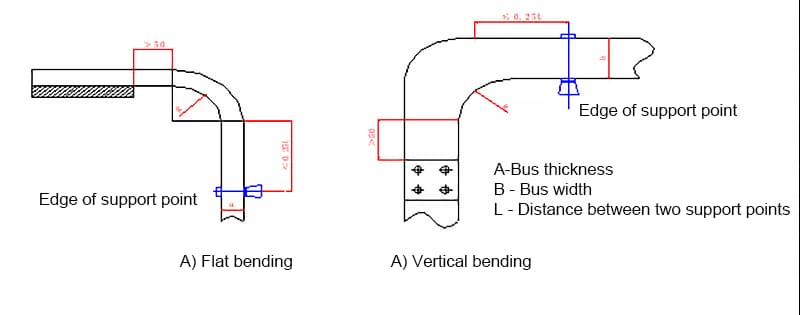
6.7.2 Изгиб шин должен соответствовать следующим правилам (рис. ниже):
a) Прямоугольные шины должны минимизировать изгибы под прямым углом, а угол изгиба не должен быть меньше 90 градусов. На изгибе не должно быть трещин или значительных морщин, а минимальный радиус изгиба шина должна соответствовать предписаниям, см. рисунок ниже.
b) Расстояние от места начала изгиба шины до края опорного зажима ближайшего изолятора не должно превышать 0,25L, но не должно быть менее 50 мм.
c) Расстояние от места начала изгиба шины до места соединения шин должно быть не менее 50 мм.
Таблица 6.7.2: Минимальный радиус изгиба (r) для сборных шин
Тип сборных шин
Виды изгибов
Размер поперечного сечения сборных шин (мм)
Минимальный радиус изгиба (мм)
Медь
Алюминий
Сталь
Прямоугольная шина
Плоский изгиб
50×5 и ниже
2a
2a
2a
125×10 и ниже
2a
2.5a
2a
Вертикальный изгиб
50×5 и ниже
1b
1.5b
0.5b
125×10 и ниже
1.5b
2b
1b
Шина в форме стержня
Φ16 и ниже
50 мм
70 мм
50 мм
Φ30 и ниже
100 мм
150 мм
150 мм
Примечание: "a" - толщина шины, "b" - ширина шины.
d) При повороте шины на 90° длина повернутой части должна быть в 2,5-5 раз больше ширины шины (рис. 6.7.2.2).
e) Изгиб нескольких шин должен быть последовательным.
6.8 Соединения прямоугольных шин следует выполнять с помощью сварки, болтов или зажимов. Цилиндрические шины следует соединять с помощью сварки или проволочных зажимов. Соединения шин должны отвечать следующим требованиям:
6.8.1 При наложении прямоугольных шин с болтовым креплением расстояние от места соединения до края опорной плиты изолятора должно быть не менее 50 мм. Расстояние от верхнего конца шины до места, где нижняя шина начинает изгибаться, должно быть не менее 50 мм (рис. 6.8.1). (Примечание: Если позволяют условия, две шины могут быть наложены друг на друга без изгиба, но при этом необходимо убедиться, что шины не подвергаются внешнему напряжению).
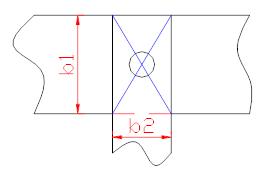
6.8.2 Методы перекрытия для прямоугольных шин: При подключении сборных шин к клеммам оборудования они должны соответствовать требованиям национального стандарта "Соединительные клеммы для трансформаторов, высоковольтных аппаратов и вводов". При необходимости следует использовать двойные или множественные переходные соединения шин. При отсутствии специальных требований они должны соответствовать правилам, приведенным в следующей таблице:
Вертикальное перекрытие
Серийный номер
Присоединительные размеры (мм)
Диаметр отверстия Φ
Технические характеристики болтов
b2
b1
a
1
15
<2 b2
7
M6
2
20
11
M10
3
25
11
M10
4
30
13
M12
5
15
≥2b2 и ≤3b2
7
M6
6
20
11
M10
7
25
11
M10
8
30
13
M16
9
15
≥3b2
40
7
M6
10
20
40
11
M10
11
25
50
11
M10
12
30
60
13
M16
13
40
≥40
11
M10
14
50
≥50
13
M12
15
60
≥60
11
M10
16
80
≥80
17
M16
17
100
≥100
17
M16
18
120
≥120
17
M16
1
15
15
30
7
M6
2
20
20
40
11
M10
3
25
25
50
11
M10
4
30
30
60
13
M12
5
40
40
80
11
M10
6
50
50
80
13
M12
7
60
60
60
11
M10
8
80
80
80
17
M16
9
100
100
100
17
M16
10
120
120
120
17
M16
6.8.3 Диаметр отверстия под болт для соединения шин должен быть больше диаметра болта на 1 мм; сверление должно быть вертикальным, без перекоса, а погрешность в центральное расстояние между отверстиями для винтов должно составлять ±0,5 мм.
6.8.4 Контактная поверхность шины должна быть ровной и свободной от оксидных пленок (полируется проволочным щеточным кругом). После обработки уменьшение сечения: медной шины не должно превышать 3% от первоначального сечения;. алюминиевая шина не должно превышать 5% от первоначального сечения.
6.8.5 Для поверхностей перекрытия шин с серебряным покрытием не допускается произвольное опиливание. Для контактных поверхностей с серебряным покрытием без почернения просто протрите их безводным спиртом, ацетоном или бензином до тех пор, пока оно не исчезнет. Если серебряный слой почернел, можно слегка отполировать его металлографической наждачной бумагой, а затем протереть безводным спиртом.
6.8.6 Поверхности перекрытия шин и шинопроводов или шин и болтов электрических клемм должны отвечать следующим требованиям:
a) Контактная поверхность шин после обработки должна быть чистой.
b) Если шина расположена плашмя, сквозной болт должен быть нарезан снизу вверх, в других случаях гайка должна быть со стороны обслуживания, а длина болта должна выступать за гайку на 2-5 витков.
c) На обеих внешних сторонах шин, соединенных сквозным болтом, должны быть плоские шайбы, расстояние между соседними шайбами должно быть более 3 мм нетто, и должно быть пружинная шайба или контргайку со стороны гайки.
d) Болты должны быть равномерно натянуты и не должны подвергать электрическую клемму дополнительной нагрузке.
e) Контактные поверхности шин должны быть плотно соединены, соединительные болты должны быть затянуты динамометрическим ключом, а величина момента затяжки должна соответствовать положениям таблицы 6.8.6:
Таблица 6.8.6 Значение момента затяжки стальных болтов
Технические характеристики болтов (мм)
Значение крутящего момента (Н-м)
M8
8.8~10.8
M10
17.7~22.6
M12
31.4~39.2
M14
51.0~60.8
M16
78.5~98.1
M18
98.0~127.4
M20
156.9~196.2
M24
274.6~343.2
f) При подключении шины к винтообразной клемме отверстие шины не должно превышать диаметр винтообразной клеммы на 1 мм. Оксидная пленка на резьбе должна быть очищена щеткой. Контактная поверхность гайки должна быть плоской. Между гайкой и шиной следует установить медную луженую плоскую шайбу, а также контргайку, но пружинную шайбу добавлять не следует.
g) После установки шин не должно быть внутреннее напряжениеПри этом не должно быть значительного провисания. Отклонение в пределах двух точек опоры не должно превышать 4 мм. Все контактные части соединений шин должны быть плотно совмещены. После затяжки болтов для проверки следует использовать щуп диаметром 0,05 мм. Глубина щупа не должна превышать 6 мм для шин шириной более 60 мм и не должна превышать 4 мм для шин шириной менее 60 мм.
6.8.7 При закреплении на опорном изоляторе шина должна отвечать следующим требованиям:
6.8.7.1 Крепление шинной арматуры и опорного изолятора должно быть плоским и прочным и не должно подвергать поддерживаемую шину дополнительной нагрузке. Если длина шинопровода превышает положения таблицы 6.8.7.1, в середине следует добавить неподвижную опору.
Таблица 6.8.7.1 Интервалы для добавления неподвижных опор к шинам (мм).
Ширина сборных шин
Расстояние
Ширина сборных шин
Расстояние
Ширина сборных шин
Расстояние
≤30
300
≤50
600
≥60
900
6.8.7.2 Крепежная арматура или другая опорная арматура шин переменного тока не должна образовывать замкнутый магнитный контур.
6.8.7.3 Когда шина уложена плашмя, верхняя прижимная пластина зажима опоры шин должна иметь зазор с шиной 1 мм ~ 1,5 мм. Когда шина установлена, верхняя прижимная пластина должна иметь зазор с шиной 1,5 мм ~ 2 мм.
6.8.7.4 Для каждой секции шины, закрепленной на опорном изоляторе, следует установить мертвую точку, предпочтительно в средней точке всей длины или между двумя компенсаторами шины.
6.8.7.5 Все части устройства для крепления шин с краями и углами должны быть затуплены для предотвращения выброса наконечника.
6.9 Выбор сечения нейтральной линии N
6.9.1 В трехфазной четырехпроводной системе электроснабжения сечение нейтральной линии N должно быть таким же, как и сечение фазной линии.
6.9.2 Площадь поперечного сечения PEN-проводника следует определять так же, как и нейтрального проводника N. Однако минимальная площадь поперечного сечения не должна быть менее 10 мм2. Сечение защитного проводника выбирается в соответствии с таблицей 6.9.2.
Таблица 6.9.2 Справочная таблица для выбора площади поперечного сечения защитного проводника (мм)2).
Площадь поперечного сечения S фазового проводника устройства.
Минимальная площадь поперечного сечения защитного проводника Sp
S≤16
S
16<S≤35
16
35<S≤400
S / 2
400<S≤800
200
S>800
S/4
6.10 После изготовления шинопровода его следует изолировать и защитить термоусадочной трубкой. Особые требования следующие:
6.10.1 Резка: Выберите термоусадочную трубку, соответствующую сечению шины. Отрежьте трубку так, чтобы ее длина соответствовала длине шины, и не должно быть косых устьев. Не должно быть стыков посередине. (Длина трубки сокращается примерно от 3% до 5%)
6.10.2 Вставка: Вставьте шину. Если вставка затруднена, можно распылить на шину смазку, например силиконовое масло, чтобы предотвратить образование складок и облегчить вставку.
6.10.3 Начните усадку: Для усадки используйте средний нагрев. Для Z-образных шин начинайте усадку с середины шины. Одновременно поддерживайте пламя в движении, чтобы не обжечь трубу.
6.10.4 Усадка детали с прямым углом: Когда часть с прямым углом сжимается, затяните трубку, чтобы предотвратить образование складок, вызванных небольшим огнем.
6.10.5 Усадка второй части прямого угла: Аналогичным образом затяните трубку и поддерживайте движение пламени.
6.10.6 Усадка прямой части: Следите за движением пламени и используйте средний огонь для равномерного нагрева.
6.10.7 Проблема с пузырьками: Если на пробирке появились пузырьки, тщательно нагрейте ее на среднем огне до исчезновения пузырьков.
6.10.8 Корректировка: Если на поверхности трубы имеются морщины или чрезмерное растяжение, исправьте их перед охлаждением для установки на шину.
6.10.9 Охлаждение: Охладите шину, чтобы завершить процесс усадки.
6.10.10 После термоусадки шину следует проверить на плоскостность, отсутствие ожогов, разрывов и царапин, а также нанести на нее аккуратную маркировку.
6.11 Поверхность перекрытия шины и положение термоусадочной трубки показаны на рисунке:
6.12 Прямоугольные шины должны избегать зоны дуги. Когда главная цепь переменного тока проходит через металлическую раму, образующую замкнутый магнитный контур, трехфазные шины должны проходить через одно и то же отверстие рамы. При подключении вторичной линии к первичной шине необходимо отдельно просверлить отверстия на шине и закрепить ее болтами.
6.13 Изолирующие провода в устройстве обычно черного цвета, если только пользователь не предъявляет особых требований. Провод заземления имеет желтый и зеленый цвет. Концы проводов отличаются цветом изоляции или пластиковыми гильзами разного цвета. Медь и алюминий Шины имеют цветную маркировку для определения последовательности фаз.
a. Цепь переменного тока: Фаза A - желтый, фаза B - зеленый, фаза C - красный, нейтраль - светло-голубой, заземление - желтый и зеленый.
b. Цепь постоянного тока: Положительный - коричневый, отрицательный - синий.
6.14 Перекрытие шин не должно окрашиваться распылителем; можно использовать клейкие цветные этикетки в заметных местах на смотровой поверхности шин.
6.15 Цвет и последовательность фаз шин приведены в Приложении C.
6.16 Требования к зазору между изоляцией шин должны соответствовать следующим требованиям:
6.16.1 Электрический зазор на стороне низкого напряжения должен быть не менее 20 мм.
6.16.2 Зазор между оголенными токоведущими частями разных фаз на стороне высокого напряжения и между оголенными токоведущими частями и заземленным каркасом должен быть не менее 125 мм; зазор между оголенными токоведущими частями и передней металлической крышкой, металлической дверью или передаточной штангой должен быть не менее 155 мм; зазор между оголенными токоведущими частями и передней крышкой сетки или дверью сетки должен быть не менее 225 мм.
6.16.3 После монтажа шина должна соответствовать проектным нормам, соединения должны быть правильными, болты должны быть закреплены, контакт должен быть надежным, маркировка цвета фазы должна быть заметной, не должна легко отваливаться, а конец должен быть аккуратным и привлекательным.
Примечание: Приведенные выше размеры не могут использоваться в качестве основы для определения прочности электрической изоляции. На электрический зазор самих электрических компонентов вышеуказанные ограничения по размерам не распространяются.
7. Меры предосторожности
7.1 При изготовлении шин обратите внимание на личную безопасность, чтобы избежать ударов, царапин и ожогов;
7.2 На изготовленную шину нельзя залезать, наступать на нее или тянуть;
7.3 Используемый материал шин должен быть аккуратно уложен во избежание загрязнения и деформации;
7.4 Следите за гигиеной рабочей площадки.
8. Сопутствующие документы для справки
2904-1 Общие технические правила для подключения вспомогательных цепей
2905-1 Технические правила по обработке и креплению маркировочных и символьных табличек.
Приложение A
(Предложное приложение)
Таблица токопроводящих способностей шин TMY
Номинальный ток (A)
Технические характеристики медных шин (в мм)
Ниже 185
16×1.6、15×3、10×4
242
20×3
300
25×3、16×5
355
30×3、20×4
420
30×4、20×6
550
40×4、30×5、20×10
615
50×3、40×5、30×6、25×8
755
60×3、50×5、40×6、30×10
840
60×4、50×6、40×8、25×16
900
80×3、60×5
990
60×6、50×8、40×10、30×16
1160
80×4、60×8、50×10、40×16
1300
100×4、80×6、60×10、50×12
1490
100×5、80×8、60×12、50×16
1590
100×6
1670
80×10、60×16
1830
120×6、100×8、80×12
2030
100×10
2110
120×8、100×12、80×16
2330
160×6、120×10、100×16
Номинальный ток (A)
Технические характеристики медной шины (двойной кусок в мм)
1530
60×6
2300
80×8
2730
80×10
2690
100×8
3180
100×10
3610
120×10
Примечание: Температура окружающей среды составляет 35°C, а максимальная рабочая температура - 70°C.
Приложение B
(Информационное приложение)
Пропускная способность по току медных проводов с ПВХ изоляцией BVR, BV
Сечение провода (мм2)
Прокладка проводов (A)
1
6
1.5
8
2.5
12
4
16
4
25
6
32
10
40
10
63
16
80
25
100
35
125
50
160
70
200
95
250
120
300
150
315
185
400
Примечание: Пропускная способность по току - это эмпирическое значение тока при температуре окружающей среды 35℃ и открытом проводе. В особых случаях выбирайте в соответствии с техническими требованиями.
Приложение C
(Предложное приложение)
Цвет шин и последовательность фаз (место установки - в соответствии с видом на экран/шкаф спереди)
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
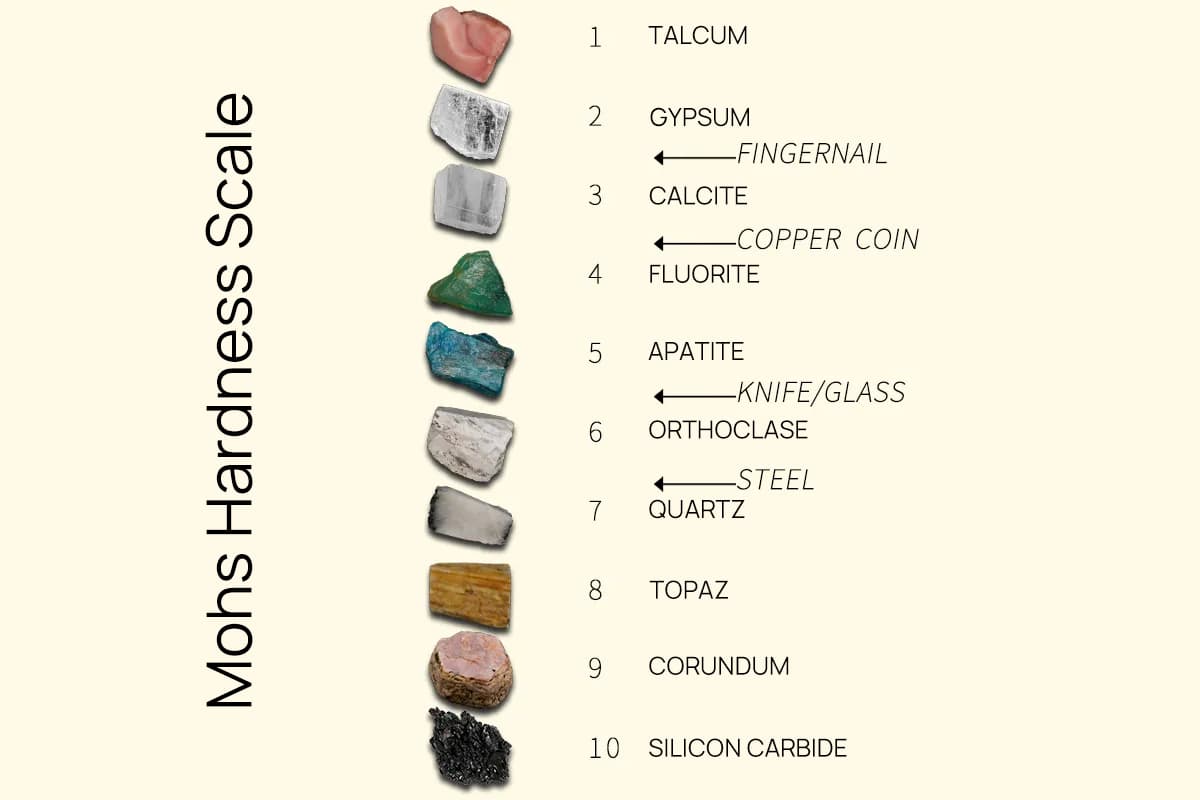
Вы когда-нибудь задумывались о твердости окружающих вас материалов? От мягкости талька до непревзойденной твердости алмазов - шкала Мооса предлагает увлекательное путешествие по...
Почему выбор правильного материала для зубчатых колес так важен в машиностроении? Выбор подходящих материалов обеспечивает соответствие зубчатых передач таким требованиям, как износостойкость, долговечность и эффективность. В этой статье рассматриваются различные материалы для зубчатых колес,...
Представьте, что критически важный компонент неожиданно выходит из строя, что приводит к катастрофическим последствиям. Именно здесь на помощь приходит механика разрушения. В этой статье рассматриваются основы механики разрушения, подчеркивается, как понимание трещин...
Представьте себе мир без смазочных материалов. Машины останавливаются, двигатели выходят из строя, а прогресс останавливается. В этой статье мы погрузимся в сложный мир классификации и выбора смазочных материалов,...
Как скорость охлаждения влияет на микроструктуру стали? С-образная кривая при термообработке показывает удивительную трансформацию микроструктуры углеродистой стали в процессе охлаждения. Эта статья посвящена...
Какие вопросы помогут вам добиться успеха на собеседовании по машиностроению? В этой статье мы рассмотрим 20 лучших вопросов, которые проверяют различные аспекты машиностроения, от систем передачи...
Вы когда-нибудь задумывались, как передается энергия между машинами? Ременные передачи - это простое, но гениальное решение, которое произвело революцию в машиностроении. В этой статье мы рассмотрим...
Разница в природе 1. Чугун Чугун - это первичный промежуточный продукт в черной металлургии, обычно с высоким содержанием углерода от 2% до 6,69% по...
Вы когда-нибудь удивлялись универсальности пружин в машиностроении? От автомобильных подвесок до точных приборов - эти невоспетые герои играют важнейшую роль. В этой статье блога мы...