Обработка и установка шин: Ваше полное руководство
Вы когда-нибудь задумывались, как обрабатываются и устанавливаются шины - невоспетые герои электрораспределения? Эта статья посвящена сложным этапам выбора, подготовки и установки шин, обеспечивающим эффективное и безопасное распределение электроэнергии. Вы узнаете о важнейших инструментах и методах, необходимых для работы с этими важнейшими компонентами, а также получите более полное представление об их роли в низковольтных и высоковольтных системах. К концу курса вы будете хорошо разбираться в тонкостях обработки шин, от проверки материалов до окончательного монтажа, обеспечивая оптимальную производительность и безопасность в электрических системах. Погрузитесь в курс, чтобы пополнить свои знания!
Настоящее руководство регламентирует процедуры обработки и монтажа шин для всех низковольтных распределительных устройств и шкафов распределения электроэнергии, производимых на нашем предприятии. Принципы, изложенные в настоящем документе, охватывают весь спектр технологий изготовления шин, включая, в частности, резку, гибку, сверление и обработку поверхности. Несмотря на то, что основное внимание уделяется низковольтному оборудованию, многие из этих рекомендаций, за исключением особых требований к электрическим зазорам и расстоянию ползучести, могут быть адаптированы к процессам производства высоковольтных шкафов.
Область применения включает:
Низковольтные распределительные устройства (до 1000 В переменного тока или 1500 В постоянного тока)
Распределительные коробки и панели питания
Центры управления двигателями (ЦУД)
Системы сборных шин для промышленного и коммерческого применения
Эти рекомендации направлены на обеспечение постоянного качества, оптимальной производительности и соблюдения соответствующих международных стандартов, таких как IEC 61439 для низковольтных распределительных устройств и устройств управления. Следуя этим процедурам, мы поддерживаем высочайший уровень безопасности, надежности и эффективности при обработке и монтаже шин.
II. Выбор сборных шин
Выбор сборных шин должен осуществляться с учетом множества критических факторов, включая ток в цепи, условия допустимого повышения температуры в течение длительного времени и требования к динамической термостойкости. Основными материалами для изготовления шин являются алюминий и медь, а пластиковые провода с медным сердечником также являются приемлемым вариантом для определенных применений.
В процессе выбора необходимо придерживаться соответствующих отраслевых стандартов, в частности GB5584-85 "Алюминиевые шины" и GB55852-85 "Медные шины" для китайских приложений. Для глобальных проектов следует рассматривать международные стандарты, такие как IEC 60439-1 или ANSI C37.20.1. Эти стандарты содержат рекомендации по свойствам материалов, допускам на размеры и эксплуатационным требованиям.
При выборе подходящей шины следует учитывать несколько ключевых моментов:
Пропускная способность по току: На это влияет площадь поперечного сечения шины и электропроводность материала. Медь обычно обладает более высокой электропроводностью, чем алюминий, что позволяет использовать шины меньшего сечения при той же номинальной силе тока.
Повышение температуры: Шина должна сохранять свою целостность и работоспособность при максимальной ожидаемой рабочей температуре. Сюда входят как стационарные условия, так и условия короткого замыкания.
Ориентация установки: Расположение сборных шин существенно влияет на их теплоотдачу. Вертикальное размещение обычно обеспечивает лучший отвод тепла за счет естественной конвекции, что потенциально может увеличить нагрузочную способность на 10-15% по сравнению с горизонтальным размещением. Этот фактор должен быть учтен при окончательном выборе и расчете размеров.
Механическая прочность: Шины должны выдерживать электромагнитные силы в условиях неисправности без деформации или разрушения.
Устойчивость к коррозии: Необходимо учитывать факторы окружающей среды, особенно при установке в суровых условиях или на открытом воздухе. Алюминий образует естественный защитный оксидный слой, в то время как медь может потребовать дополнительной защиты в коррозионных средах.
Экономичность: Хотя медь обеспечивает лучшую проводимость, алюминий часто оказывается более экономичным для крупных установок, особенно если учесть общий вес системы.
Требования к соединениям и заделкам: В процессе выбора следует учитывать простоту выполнения соединений и надежность соединений с течением времени.
Подробные технические характеристики и токопроводящие способности шин распространенных типоразмеров приведены в Приложении A1. Информация о пластиковых проводах с медными жилами, которые могут быть пригодны для применения в системах с меньшим током или в качестве гибких соединителей, приведена в Приложении A2.
Важно отметить, что хотя эти рекомендации обеспечивают прочную основу для выбора шинопровода, специфические требования проекта, такие как уникальные условия окружающей среды, ограниченное пространство или предпочтения заказчика, могут потребовать индивидуальных решений. В таких случаях необходимо провести подробные расчеты и, возможно, анализ методом конечных элементов (FEA), чтобы убедиться, что выбранный шинопровод соответствует всем критериям производительности и безопасности.
III. Материалы, оборудование и инструменты
1. Крепеж и электрические компоненты:
Болты: Различные размеры и марки (например, Grade 5, 8 или нержавеющая сталь)
Гайки: Соответствуют спецификациям болтов, включая контргайки и фланцевые гайки
Шайбы: Плоские, разрезные и стопорные шайбы соответствующих размеров
Медные и алюминиевые соединения: Наконечники, соединители и разъемы, рассчитанные на определенную силу тока
2. Машины и ручные инструменты:
Металлообрабатывающее оборудование: - Листогибочный станок: Для точной резки и гибки листового металла - Пробивной пресс: Для создания отверстий и форм в металлических листах - Ручной гибочный станок: Для небольших гибочных работ
Буровое оборудование: - Сверлильный пресс: Для точного и стабильного сверления - Сверла: Сверла из быстрорежущей стали (HSS) или кобальта различных размеров
Зажимные и сборочные инструменты: - Настольные тиски: Для надежной фиксации заготовок - Набор торцевых ключей: Для эффективного затягивания крепежа - Ременной ключ: Для захвата круглых или неправильных форм без повреждений - Гаечный ключ: Для специальных конфигураций гаек и болтов
Инструменты для отделки и измерения: - Напильники: Плоские, круглые и треугольные для снятия заусенцев и сглаживания краев - Пила: Для точной маркировки на металлических поверхностях - Стальная рулетка (минимум 5 м/16 футов): Для более длинных измерений - Квадратная линейка: Для проверки и разметки прямых углов - Стальная линейка: Для точных измерений на коротких расстояниях
Инструменты для электромонтажных работ: - Нож электрика: Для зачистки кабеля и общей резки - Изолированные отвертки: Плоская и крестовая отвертки разных размеров - Плоскогубцы для проводов: Для резки, зачистки и обжима электрических проводов
Дополнительные инструменты: - Ручная дрель: Для сверления на месте или в мобильных условиях - Защитное оборудование: Защитные очки, перчатки и средства защиты органов слуха
IV. Этапы обработки и технические требования
1. Перед обработкой материала шины следует подвергнуть внешнему осмотру. При обнаружении поверхностных трещин, дефектов, ям или различных отложений, а также при наличии крупных пор на поверхности (диаметр алюминиевой шины более 5 мм, глубина более 0,55 мм, медная шина диаметр более 5 мм, глубина более 0,15 мм), этот участок следует отрезать.
2. Перед резкой вся шина должна быть в основном прямой. Если имеются явные неровности или прямолинейность, его следует исправить.
3. Вырежьте в соответствии с рисунком или размером шаблона (например, вырежьте на резальной машине или вырубном прессе) и удаление заусенцев во время обработки.
После резки, если обнаружится, что шина неровная, не прямая или скрученная, ее следует выправить с помощью деревянного молотка или аналогичного инструмента. После исправления на шине не должно оставаться явных следов от молотка.
4. Согните шину в соответствии с собственными требованиями или специфическими требованиями распределительного шкафа. При сгибании шины не следует применять слишком большое усилие или скорость во избежание образования трещин. Степень изгиба двух параллельных шин одной фазы должна быть одинаковой.
(1) Минимально допустимый радиус изгиба шин указан в Приложении A3.
(2) После сгибания шины трещины не допускаются.
(3) Точки изгиба одной и той же группы шин должны быть в основном одинаковыми после установки.
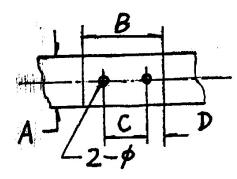
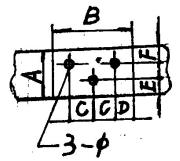
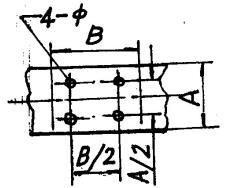
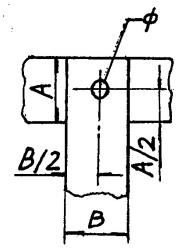
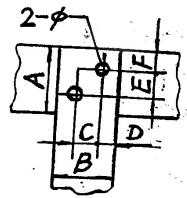
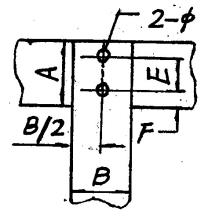
(1) Сопряжение отверстий в шинах и спецификаций болтов выбирается в соответствии с Приложением A4.
(2) После определения размера отверстия в соответствии с техническими характеристиками используемой шины, формой перекрытия и формой головки электрической сваи, просверлите или пробейте отверстия на сверлильном станке или вырубной пресс.
(3) После обработки шин необходимо снять заусенцы и фаски с кромок отверстий.
6. Места соединения между шинами и между шинами и головками электрических свай должны быть лужеными и обжатыми, а на луженые места соединений должен быть нанесен нейтральный вазелин. В зависимости от технических условий предприятия вместо лужения можно использовать токопроводящую пасту.
(1) Подробные процедуры лужения шин см. в "Руководстве по процессу лужения". Для нанесения токопроводящей пасты см. "Руководство по нанесению токопроводящей пасты".
(2) Обжим шин должен производиться с помощью специальной обжимной формы на вырубном прессе.
(3) Перед обжимом следует отметить границу обжима (обычно 20 мм от края соединения).
7. Все шины должны быть окрашены в черный цвет. Окрашенные края должны быть в основном на одной линии, без пропусков краски, следов капель, посторонних предметов или других следов. Перекрывающая поверхность не должна быть окрашена, а расстояние между окрашенным краем и перекрывающим краем должно составлять 5-10 мм.
V. Сборная шина с пластиковыми проводами с медными жилами
Шины, рассчитанные на токи менее 200 А, могут быть эффективно заменены проводами с медным сердечником в пластиковой изоляции, что является гибкой и экономически эффективной альтернативой. Такая замена требует точной заделки с помощью медных или алюминиевых соединителей, обжимаемых на обоих концах провода.
Критические параметры для правильного монтажа, включая длину зачистки и выбор подходящего разъема, подробно описаны в Приложении A5. Соблюдение этих параметров необходимо для обеспечения оптимальной электропроводности и механической прочности соединения.
После обжима оголенный проводящий участок в месте заделки необходимо тщательно обмотать высококачественной электроизоляционной лентой. Этот шаг имеет решающее значение для сохранения целостности изоляционной системы, предотвращения короткого замыкания и обеспечения соответствия стандартам электробезопасности. Изоляционная лента должна накладываться с нахлестом 50% и выходить за пределы обжимаемого участка не менее чем на 10 мм с каждой стороны, чтобы гарантировать полное покрытие и защиту от воздействия факторов окружающей среды.
При использовании этой альтернативы шин необходимо учитывать амплитуду выбранного провода, чтобы она соответствовала или превышала токопроводящую способность оригинальной шины, а также учитывать такие факторы, как температура окружающей среды, способ монтажа и требования к падению напряжения.
VI. Установка шин
1. Перед установкой шинопровода проверьте качество шинопровода и его принадлежностей. Установка некачественных изделий не допускается.
2. Если шина длинная (как правило, низковольтный шкаф >0,8M, GCK >0,4M), для фиксации посередине следует использовать подходящий шинный зажим и изолятор.
3. Если главная шина перекрывается, три фазы должны располагаться послойно и не пересекаться. Если две или более шины используются параллельно для одной фазы, между ними должно быть пространство толщиной в один ряд (для увеличения площади рассеивания тепла).
4. При монтаже перекрывающиеся поверхности шин с шинопроводом и шинопровода с головкой электрической сваи должны быть естественно плоскими. Не следует прикладывать внешние усилия, чтобы прижать их, что может привести к нагрузке на шину, повлиять на компоненты выключателя и динамическую термостабильность шины.
5. После затяжки болтов необходимо обеспечить достаточное контактное давление между перекрывающимися поверхностями. Плотность контакта можно проверить с помощью щупа 0,05х10 мм.
Для шин шириной более 63 мм глубина вставки в любом направлении не должна превышать 6 мм. Для шин менее 56 мм глубина вставки не должна превышать 4 мм. Головка болта должна выступать из гайки на 2-5 витков (после затяжки). Она не должна быть слишком короткой или слишком длинной.
6. При плоском расположении шины болт следует вставлять сверху вниз. В вертикальном положении болт следует вставлять спереди назад, то есть гайка должна располагаться сзади.
7. Если возникают сложности с контактной зоной или расположением, при необходимости можно добавить соединение переходной планки.
8. Главная шина должна быть прочно зажата шинным зажимом.
9. За исключением особых обстоятельств, монтаж шин должен производиться в соответствии с требованиями чертежей. Их расположение и установка должны обеспечивать электрический зазор (≥12 мм) и расстояние ползучести (≥14 мм) между шиной и другими компонентами и элементами, вспомогательными частями.
Минимальные требования к электрическому зазору и расстоянию ползучести также соответствуют значениям, указанным в таблице A8. Он также соответствует требованиям к расстоянию до дугового разбрызгивания (см. "Электрический компонент, вспомогательный монтаж, правила процесса настройки").
10. Для всех горизонтальных шин, вертикальных шин, шин ответвлений и токоведущих частей между разъемами главной цепи в выдвижных шкафах, их электрический зазор и расстояние ползучести от заземленных металлических частей, номинальное напряжение должно быть между 380В-660В и должно быть не менее 20 мм.
Допускается использование изоляционной обмотки, изоляционных рукавов, эпоксидного порошкового напыления или других изоляционных материалов в качестве изоляционного слоя шин для снижения требований к зазору между шинами, но при этом они должны соответствовать положениям таблицы A8.
11. Для других видов низковольтных распределительных устройств электрический зазор и расстояние между шинами главной цепи также должны соответствовать положениям статьи 10, если через них проходит ток динамической термостабильности, который может вызвать уменьшение электрического зазора.
12. Типовые формы соединений и требования к перекрытиям шин см. в Приложении A6.
VII. Применение маркеров последовательности
После установки шинопровода на видном месте на нем должны быть прикреплены знаки чередования фаз или нанесены трехцветной краской блоки, обозначающие чередование фаз (фаза A: желтый; фаза B: зеленый; фаза C: красный).
(1) Расположение шин в шкафу в порядке чередования фаз см. в Приложении A7.
VIII. Проверка качества
(1) Проверьте, нет ли трещин на изгибе шины и гладкая ли ее поверхность.
(2) Проверьте, является ли место лужения шины гладким, ярким и равномерным, и с помощью щупа проверьте, соответствует ли требованиям зазор между перекрывающимися поверхностями шины.
(3) Проверьте, надежно ли установлена и перекрыта шина, красиво ли она расположена и соответствует ли требованиям к электрическому зазору, расстоянию между ползунками и расстоянию разлета дуги.
(4) Правильно ли указан знак чередования фаз.
Приложение A1 Технические характеристики и токопроводящая способность одиночной прямоугольной шины.
Медная шина TMY
Поперечное сечение шин(㎜2)
Максимально допустимый ток (A)
Горизонтальное размещение
Вертикальное размещение
Технические характеристики
Область
25℃
40℃
25℃
40℃
15×3
45
200
167
210
171
20×3
60
261
212
275
224
25×3
75
323
263
340
277
30×4
120
451
368
475
387
40×4
160
593
483
625
509
40×5
200
665
541
700
570
50×5
250
816
665
860
700
50×6
300
905
738
955
778
60×6
360
1069
893
1125
916
60×8
480
1251
1019
1320
1075
60×10
600
1395
1136
1475
1202
80×6
480
1360
1108
1480
1206
80×8
640
553
1265
1690
1377
80×10
800
17847
1423
1900
1548
100×6
600
1665
1356
1810
1475
100×8
800
1911
1557
2080
1695
100×10
1000
2121
1728
2310
1882
120×8
960
2210
1810
2400
1956
120×10
1200
2435
1984
2650
2159
Приложение A3: Минимальный радиус (R) для изгиба шин (плоский изгиб) (толщина шин b)
МАТЕРИАЛ/Спецификации
TML
LMY
≤5×50
R=2b
R=2b
>5×50
R=2b
R=2.5b
Приложение A4: Шина, отверстие под болт и диаметр фитинга
Диаметр болта
Отверстие в шине
Диаметр болта
Диаметр отверстия в шине
M6
¢6.5
M12
¢13
M8
¢9
M16
¢18
M10
¢11
Приложение A5
Клемма (мм)
Длина зачистки проводов (мм)
10
10
16
12
25
14
35
16
16
Примечание: Одножильные провода толщиной менее 10 мм можно прокладывать непосредственно методом кругового изгиба.
Приложение A7 Расположение последовательности фаз проводов
Метод расстановки/последовательность фаз
Вертикальный
Горизонтальный
Спереди и сзади
Цвет знака
A
Топ
Слева
Далеко
Желтый
B
Средняя
Средняя
Средний
Зеленый
C
Дно
Справа
Рядом с
Красный
Нейтральная линия
Очень низкий
Наконец-то
Ближайший
Примечание: Вышеуказанные данные приведены с передней части шкафа. (Особые случаи могут не соответствовать этой таблице, но должны быть отмечены)
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Как превратить необработанную медь и алюминий в важнейшие компоненты электрических систем? Эта статья посвящена сложным процессам изготовления шин, в ней подробно описаны методы и инструменты, необходимые...
Вы когда-нибудь задумывались, что нужно сделать, чтобы обеспечить безупречный монтаж шинопровода? Это исчерпывающее руководство проведет вас по каждому шагу, начиная с технической подготовки и заканчивая окончательной настройкой, гарантируя, что ваш проект...
Знаете ли вы, что неправильная установка сборных шин может привести к дорогостоящим и опасным сбоям в работе электрооборудования? В этой статье подробно описаны комплексные стандарты по установке и проверке шин, включая опорные кронштейны,...
Вы когда-нибудь задумывались о том, как правильно выбрать медную шину для своих электрических систем? В этой статье мы расскажем об основных принципах выбора и изготовления медных шин, которые обеспечат...
Почему спор между алюминиевым сплавом и медными проводниками так важен в электротехнической промышленности? Как материалы для проводников, оба имеют уникальные преимущества и недостатки. В этой статье рассматривается...
Как обеспечить безопасный и эффективный монтаж шинопроводов на вашем предприятии? В этом руководстве рассматривается все, начиная с подготовки материалов и оборудования и заканчивая подробными шагами по установке закрытых...