
Расчеты гибки листового проката: Формула преобразования
Вы когда-нибудь задумывались, как эти массивные стальные конструкции формируются в идеальные кривые? Секрет этого - гибка валков. В этой статье мы погрузимся в увлекательный мир...
Вы когда-нибудь задумывались, как четырехвалковая листогибочная машина добивается таких точных изгибов? В этой статье под руководством опытного инженера-механика рассматривается расчет смещения положения боковых валков. Узнайте о ключевых принципах и методах, которые делают возможным это чудо техники.

Листогибочные машины, работающие по принципу трехточечной гибки, используют вращательное движение и относительное изменение положения рабочих валков для достижения непрерывной упруго-пластической деформации. Этот процесс позволяет формировать металлические листы в заданные формы, такие как цилиндры, дуги и точные заготовки.
Листогибочные станки находят широкое применение в различных отраслях промышленности, включая производство котлов, судостроение, нефтехимию, производство металлоконструкций и листогибочное оборудование.
По конфигурации валков листогибочные станки делятся на двухвалковые, трехвалковые и четырехвалковые, каждый из которых обладает различными эксплуатационными характеристиками и возможностями.
По сравнению с традиционными двухвалковыми конструкциями четырехвалковые листогибочные станки обладают рядом преимуществ, включая улучшенное центрирование заготовок, уменьшение остаточных прямых кромок, повышенную точность кругового профиля и увеличенную эффективность производства.
Кроме того, четырехвалковые листогибочные машины могут выполнять предварительную гибку концов листа и непрерывную прокатку заготовок без необходимости переворачивания, что делает их все более ценными в современных операциях формовки листового металла.
Как правило, машина состоит из верхнего валка, нижнего валка и двух боковых валков (переднего и заднего). Верхний валок вращается в фиксированном положении, подавая стальной лист за счет трения. Процессы зажима, предварительной гибки и прокатки контролируются путем точной регулировки положения нижнего и двух боковых валков.
Для оптимизации точности прокатки очень важно определить точное положение нижнего валка и боковых валков. Традиционно операторы полагаются на опыт и итеративные корректировки для управления этими компонентами, контролируя точность прокатки путем постоянного сравнения и проверки моделей. Такой подход часто приводит к неоптимальной точности и эффективности.
В данной статье представлена новая формула расчета радиуса кривизны пружины, основанная на теории упругого восстановления, и исследованы требования к оптимальному расположению нижних и боковых валков в процессе прокатки стального листа. Создана комплексная математическая модель для расчета точного положения этих компонентов во время выравнивания, предварительной гибки и гибки.
Исследование точно определяет требуемые смещения нижнего валка, а также передних и задних боковых валков на протяжении всего процесса прокатки стального листа, предоставляя точные данные о подаче для цифровых систем управления. Производственные испытания подтвердили согласованность этого метода с практическим применением, продемонстрировав значительное повышение точности прокатки и эффективности работы.
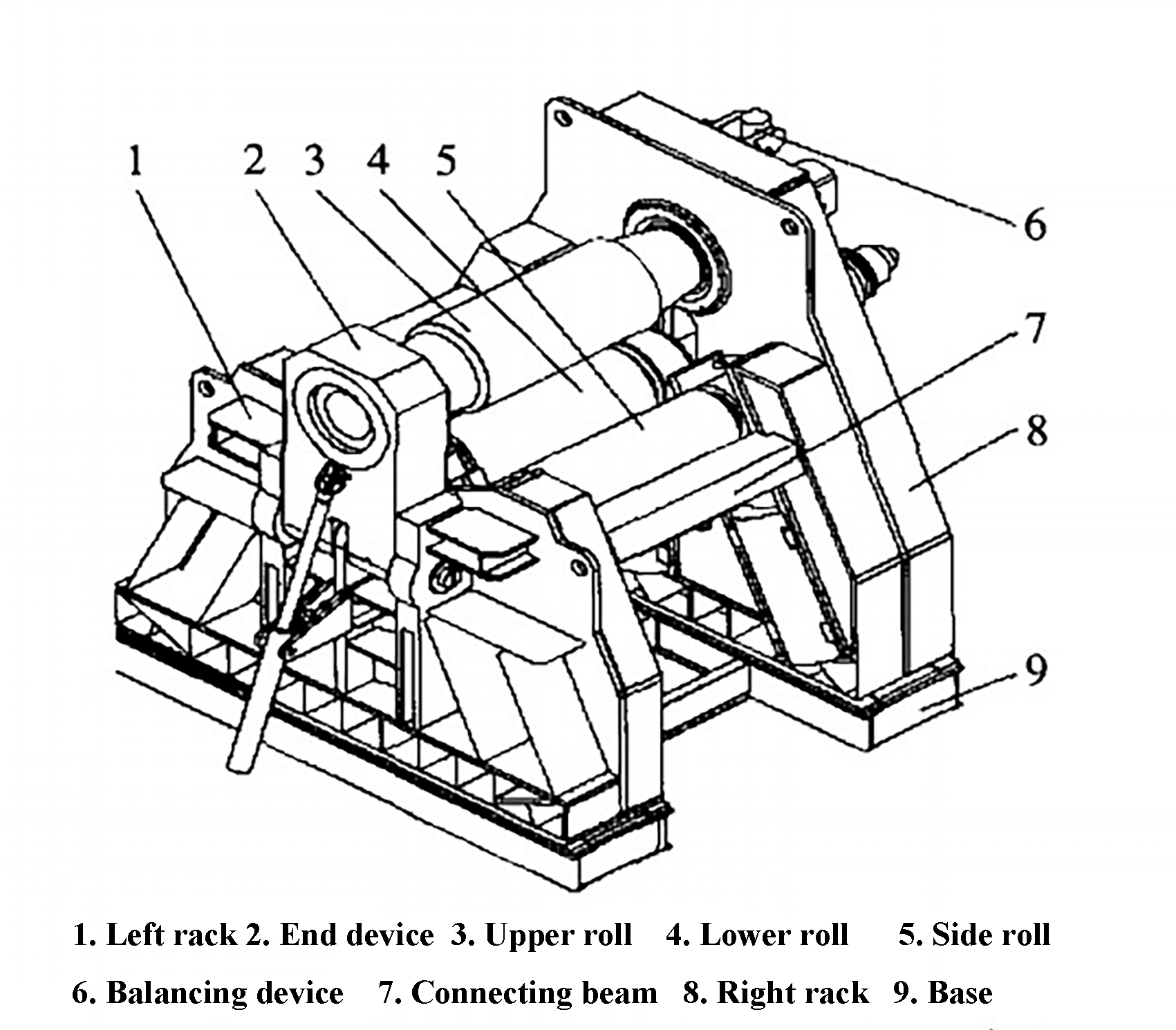
Четырехвалковая листогибочная машина состоит из нескольких важнейших компонентов, каждый из которых вносит свой вклад в ее точную и эффективную работу. К ним относятся верхний валок, нижний валок, механизмы боковых валков, система переворота, низкие и высокие стойки, конструкция основания и гидравлический силовой агрегат.
Верхний вал выступает в качестве основного движущего элемента, приводимого в движение высокоточным серводвигателем через оптимизированную систему передачи. Его положение остается фиксированным во время работы, что обеспечивает постоянное приложение усилия. Нижний и боковые валки выступают в качестве приводных элементов, их вращение облегчается за счет трения о стальной лист, который подвергается формовке.
Нижний валок установлен в специально разработанном подшипниковом гнезде, которое позволяет регулировать вертикальное положение в прецизионно обработанном пазу направляющей, встроенной в раму. Эта особенность позволяет машине работать с широким диапазоном толщины листов, что повышает ее универсальность в различных производственных сценариях.
Боковые валки установлены в специальных подшипниковых гнездах, что очень важно для обеспечения правильного выравнивания и распределения давления в процессе гибки. Для достижения требуемой цилиндрической кривизны с высокой точностью подшипниковые гнезда боковых валков сконструированы таким образом, чтобы перемещаться по наклонной траектории в соответствующих направляющих пазах. Это наклонное движение, установленное под определенным углом относительно вертикальной оси, позволяет точно настроить радиус гибки и обеспечить равномерную кривизну по всей длине заготовки.
Адаптивность станка еще больше повышается благодаря управляемым гидроцилиндрами механизмам переворота и сброса нижних, боковых и верхних валков. Эта функция облегчает загрузку, выгрузку и регулировку заготовок, значительно повышая эффективность работы и сокращая время цикла.
На рисунке 1 представлено полное визуальное представление общей структуры оборудования, иллюстрирующее сложное взаимодействие между различными компонентами и системами. Такой комплексный подход к проектированию обеспечивает оптимальную производительность, точность и надежность операций формовки металла.
Процесс прокатки стального листа обычно состоит из шести этапов, включая подготовку, подачу, предварительную гибку, предварительную гибку с другой стороны, формовку проката и исправление дуги. Этот процесс изображен на рисунке 2.

1.2.1 Подготовка и кормление
Нижний валок поднимается в положение, при котором расстояние между верхней образующей линией и нижней образующей линией верхнего валка немного больше толщины заготовки.
Задний боковой валик поднимается в положение, при котором верхняя генераторная матрица и верхняя генераторная матрица нижнего валика находятся в одной горизонтальной плоскости, а затем передний боковой валик поднимается в положение, при котором его центральная линия находится между верхним и нижним валиками (как показано на рис. 2a).
Заготовка подается горизонтально между верхним и нижним валками, при этом ее передний конец прижимается к переднему валку. Затем нижний валок поднимается, чтобы зажать стальной лист (как показано на рис. 2b).
После выполнения этих шагов процесс подготовки и кормления завершен.
1.2.2 Предварительная гибка
Передний боковой валок возвращается в исходное положение, а задний боковой валок поднимается на технологическую высоту для предварительного изгиба стального листа (как показано на рис. 2c).
Верхний валок вращается против часовой стрелки, двигая стальной лист вперед. Когда конец стального листа достигнет половины расстояния между двумя роликами, его следует измерить, чтобы убедиться, что он достиг необходимой кривизны.
Процесс загибания другого конца аналогичен описанному выше.
1.2.3 Гибка валков
Передний боковой вал поднимается на технологическую высоту, соответствующую требуемой кривизне, а задний боковой вал опускается, чтобы передний и задний боковые валы находились на одном уровне.
Верхний валок вращается против часовой стрелки, что приводит к движению стального листа вперед, вызывая его скручивание. В то же время кривизна выступающего стального листа измеряется с помощью шаблона, и высота процесса регулируется по мере необходимости для достижения желаемого радиуса (как показано на рис. 2d).
Процесс коррекции дуги аналогичен процессу коррекции вала процесс гибки.
В настоящее время большинство рулонов производится методом холодной прокатки. В этом процессе явление пружинения выражено достаточно сильно, поэтому для его компенсации требуется достаточное количество перемоток.
Как правило, радиус пружины должен быть меньше желаемого радиуса деталей (дорадиус изгиба).
На основе упруго-пластической механики пружинящий откат в обработка листового металла зависит от таких факторов, как модуль упругости, модуль усиленной упругости, предел текучести, радиус предварительной размотки и толщина листа.
Путем теоретических выкладок формула расчета радиуса кривизны до восстановления может быть определена следующим образом:

В формуле:
Анализ прокатка стального листа Процесс показывает, что положение верхнего валка остается неизменным во время прокатки и что прокатка осуществляется в основном за счет вертикального движения нижнего валка и подачи под углом двух боковых валков.
Поэтому точность прокатки стального листа достигается за счет точного управления положением каждого ролика во время процесса.
Ниже рассматривается математическое моделирование и расчет технологических положений нижнего и боковых валков во время ключевых процессов, таких как движение вперед, предварительная гибка и намотка.
При расчете учитываются такие факторы, как геометрические параметры прокатного станка, материал и толщина прокатываемого стального листа, а также радиус прокатки.
Для выведения формулы перемещения заднего валка и обеих сторон листогибочной машины обычно используются следующие символы:
В процессе выравнивания листогибочного станка, как показано на рисунке 2, нижний валок и оба боковых валка подвергаются соответствующему смещению. Технологическое положение каждого ролика во время выравнивания показано на рисунке 3.

Смещение двух боковых валов и нижнего вала может быть рассчитано на основе геометрической зависимости следующим образом:

В процессе предварительной гибки на гибочном станке, как показано на рис. 2, нижний валок, а также передний и задний валки испытывают соответствующее смещение.
Чтобы соответствовать требованиям процесса предварительной гибки, технологическое положение каждого валка при левой предварительной гибке показано на рисунке 4. При правой предварительной гибке положения переднего и заднего валков просто меняются местами, а положение нижнего валка остается неизменным.
Значение геометрического параметра B можно рассчитать по расчетной формуле для асимметричного трехвалкового листогибочного станка. В данной статье B принимается равным 2t.

Предположим, что "O" - это центр кривизны перед отгибом, "y" представляет собой угол между центром верхнего валка и центральной линией изгиба "OO1" и угол между центром нижнего вала и центральной линией сгиба "OO2.”
Угол "φ" представляет собой угол между линией "O1O2" между верхним центром крена и нижним центром крена, а также линия между верхним центром крена и центром изгиба.
Угол "θ" представляет собой угол между линией "AO3" между центром гибочной машины и центром бокового валка, а линия "OO3" между центром бокового валика и центром сгиба.
Исходя из этих геометрических соотношений, можно сделать следующий вывод:
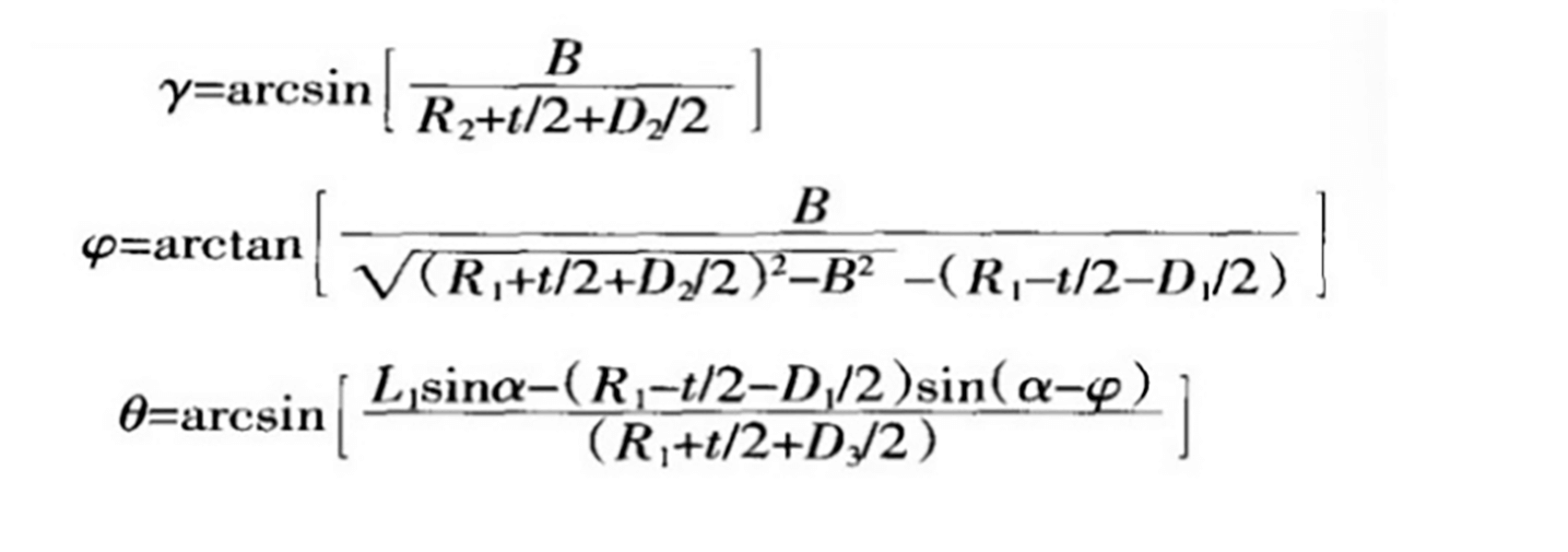
В формуле геометрический параметр B - это значение от центра нижнего валика O2 в OO1, который может быть рассчитан по формуле асимметричного трехвалкового листогибочного станка.
В этой статье B = 2t, а остальные параметры такие же, как и в предыдущей.
Предположим, что F это пересечение OO2 и AO3, а β - угол между F и средняя линия верхнего и нижнего валиков.

В △ AFO2по теореме синусов:

Таким образом:

Аналогично, в △ AFO2:

Таким образом:

В △ AFO2:

Таким образом:

Это:

Таким образом, смещение между двумя боковыми валами и нижним валом составляет:
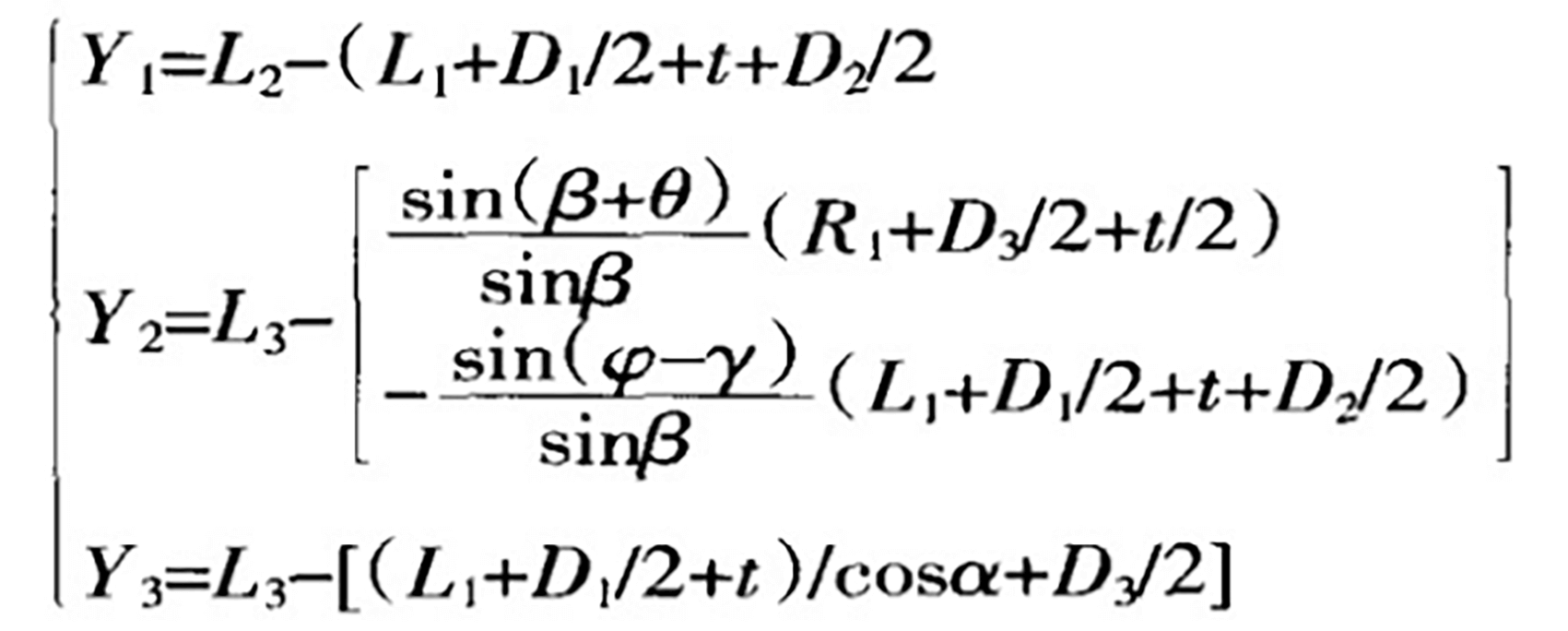
Когда правая сторона изгибается, Y1 остается неизменным, Y2 и Y3 могут быть взаимозаменяемы.
В процессе непрерывной гибки на листогибочной машине, изображенной на рис. 2, два боковых валка расположены симметрично, а нижний валок и передний и задний боковые валки имеют соответствующие смещения.
Чтобы соответствовать требованиям непрерывного процесса гибки, положение каждого ролика во время процесса показано на рисунке 5.

Согласно геометрическому соотношению, в △OAO3из теоремы синусов:

Таким образом:

Предположим, что O - это центр кривизны перед пружиной, λ - угол между OO2 и OO3Тогда:

В △OAO3:

Таким образом:

Если Y1 остается неизменным, Y2=Y3=L3-AO3Таким образом, смещение роликов с обеих сторон и нижнего ролика составляет:

Экспериментальное исследование проводилось с использованием пластины W1220 x 2500. прокатная машинаС листом толщиной 10 мм из материала Q235 и радиусом прокатки 700 мм.
Результаты эксперимента показали, что абсолютная погрешность между фактическим радиусом окружности и требуемым радиусом окружности составила 4,8 мм, а относительная погрешность - 0,68%. Исходя из этих результатов, было решено, что коррекция достаточна для удовлетворения требований к точности.
После анализа данных испытаний, полученных в результате многочисленных попыток отрегулировать радиус пружины, было обнаружено, что основной причиной ошибки было предположение, что при расчете радиуса пружины пластина подвергается чистому изгибу, и не учитывалось влияние силы выдавливания и трения.
Однако технический анализ показал, что расчет перемещения был точным и соответствовал требованиям процесса.
В данной статье представлен анализ процесса прокатки на четырехвалковом стане листопрокатный станок. Комбинируя формулу расчета радиуса пружинной спинки с математическими и механическими методами, в статье анализируется положение каждого ролика во время рабочего процесса машины.
Результаты расчетов были проверены на четырехвалковой листогибочной машине.
Результаты эксперимента показали, что этот метод позволяет значительно сократить количество испытаний и повысить точность и эффективность процесса прокатки.

Как основатель компании MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.




