Вы когда-нибудь задумывались, как профессионалы создают точные разрезы в толстом металле, не прибегая к традиционным методам? Углеродно-дуговая строжка может стать тем самым ответом, который вы ищете. Этот процесс, использующий электрическую дугу и сжатый воздух, эффективно удаляет металл, позволяя производить точный ремонт и модификацию. В этой статье вы узнаете о принципах работы углеродно-дуговой строжки, ее применении, необходимом оборудовании и советах по технике безопасности для успешного выполнения работ. Погрузитесь в нее, чтобы узнать, как эта техника может улучшить ваши проекты по металлообработке.
I. Принцип и применение углекислотной дуговой строжки
1. Основной принцип углекислотной дуговой строжки
Углеродно-дуговая строжка - это универсальный процесс удаления металла, в котором используется интенсивное тепло, генерируемое электрической дугой между угольным электродом и металлической заготовкой, для локального расплавления основного материала. Этот процесс сочетает в себе тепловую и механическую энергию для создания контролируемых выемок или канавок в заготовке. Как показано на рис. 8-1, высокоамперный источник постоянного тока создает дугу между угольным электродом (обычно графитовым или углеграфитовым композитом) и заготовкой. Температура дуги может достигать 5 000°C (9 032°F), быстро расплавляя металл в локализованной области.
Одновременно струя сжатого воздуха, обычно под давлением 80-100 фунтов на квадратный дюйм (5,5-6,9 бар), направляется вдоль угольного электрода к бассейну с расплавленным металлом. Эта высокоскоростная воздушная струя служит нескольким целям:
Он принудительно выводит расплавленный металл из зоны выдавливания, создавая чистую полость.
Он охлаждает окружающий металл, предотвращая чрезмерное плавление за пределами намеченной области.
Он помогает окислить расплавленный металл, облегчая его удаление.
Сочетание нагрева дуги и потока сжатого воздуха позволяет точно контролировать глубину, ширину и профиль строжки. Это делает строжку углеродной дугой особенно эффективной для различных применений при изготовлении металла, подготовке к сварке и ремонтных работах.
1) Углекислотная дуговая строжка обеспечивает исключительную универсальность, требуя минимального рабочего пространства. Эта особенность позволяет сварщикам эффективно работать в ограниченных пространствах и сложных положениях, в том числе над головой и в вертикальной ориентации. Адаптируемость делает ее особенно ценной для ремонта и обслуживания на месте в сложных промышленных условиях.
2) Процесс обеспечивает превосходную видимость морфологии и глубины дефекта. Такая улучшенная визуализация позволяет сварщикам точно оценивать и устранять дефекты, значительно повышая качество и успешность ремонтных операций. Четкий обзор также способствует точному контролю над процессом строжки, обеспечивая оптимальное удаление материала без чрезмерного повреждения окружающих участков.
3) Углеродно-дуговая строжка характеризуется относительно низким уровнем шума, высокой скоростью съема материала и меньшей утомляемостью оператора. Установка оборудования проста и обычно состоит из источника постоянного тока, строгального резака и угольных электродов. Такая простота способствует ее широкому распространению в различных отраслях металлообработки.
4) Этот метод отлично подходит для удаления металла из материалов, которые не поддаются обычной оксиацетиленовой резке, например высокопрочных сталей, нержавеющих сталей и цветных сплавов. Ее эффективность в этих случаях обусловлена интенсивным локальным теплом, генерируемым электрической дугой, которая быстро расплавляет металл, не прибегая к реакциям окисления.
5) Несмотря на свои преимущества, углекислотно-дуговая строжка имеет существенные недостатки. В процессе образуется значительное количество дыма и металлической пыли, что требует наличия надежных систем вентиляции и средств индивидуальной защиты (СИЗ) для обеспечения безопасности оператора и соблюдения экологических норм. Интенсивное ультрафиолетовое и инфракрасное излучение, испускаемое дугой, требует надлежащей защиты глаз и кожи. Кроме того, для этой технологии требуются высокоамперные источники постоянного тока, которые могут потребовать значительных капиталовложений. Для квалифицированной работы требуются значительные навыки и обучение, особенно для достижения постоянного профиля канавки и минимизации риска появления новых дефектов в процессе строжки.
3. Области применения углекислотной дуговой строжки
1) Углеродная дуговая строжка широко используется для подготовки к двусторонней сварке материалов из низкоуглеродистой, низколегированной и нержавеющей стали. Ее основная функция - удаление корней, что имеет решающее значение для получения сварных швов с полным проплавлением и обеспечения целостности конструкции.
2) В ответственных металлических конструкциях, атмосферных сосудах и сосудах под давлением, где дефекты сварного шва превышают допустимые нормы, строжка угольной дугой служит незаменимым методом устранения дефектов. Она эффективно удаляет некачественный материал сварного шва, позволяя выполнять последующую ремонтную сварку в соответствии с жесткими требованиями к качеству.
3) Ручная углеродистая дуговая строжка отлично подходит для подготовки скосов небольших компонентов, отдельных деталей или сварных швов с неправильной геометрией. Ее универсальность особенно очевидна при создании U-образных скосов, где точный контроль и адаптация к сложным контурам имеют первостепенное значение. Это применение подчеркивает уникальные преимущества процесса при специализированной подготовке к сварке.
4) Процесс высокоэффективен для операций после литья, включая удаление литейной вспышки, заусенцев, литниковых систем и стояков. Он также оказывает неоценимую помощь в устранении поверхностных дефектов на отливках, способствуя улучшению качества поверхности и точности размеров литых деталей.
5) Углеродная дуговая строжка демонстрирует удивительную универсальность при резке высоколегированных сталей, меди, алюминия и их сплавов. Эта возможность особенно полезна при работе с материалами, которые могут быть трудно поддающимися резке обычными методами термической резки из-за их тепловых свойств или склонности к окислению.
II. Оборудование, инструменты и материалы для углекислотной дуговой строжки
1. Оборудование для углекислотной дуговой строжки
Основное оборудование для углекислотной дуговой строжки включает в себя источник питания и источник сжатого воздуха.
2. Инструменты для углеродистой дуговой строжки
1. Требования к плоскогубцам для строжки углеродистой дуги
Плоскогубцы для строжки дуги из углеродистой стали должны отвечать следующим трем основным требованиям.
(1) Угольный стержень должен быть надежно закреплен, и его должно быть легко заменить.
(2) Клещи должны обладать хорошей электропроводностью и точно подавать сжатый воздух.
(3) Конструкция должна быть компактной и простой в эксплуатации.
2. Типы углепластиковых строгальных резаков, их преимущества и недостатки
Недостатки: Он может летать только в одном направлении - влево или вправо.
Преимущество струбцины для строгания с циркулярной подачей воздуха: Сопло изолировано от заготовки, сжатый воздух распыляется вокруг углеродистого стержня, обеспечивая равномерное охлаждение, и подходит для работы во всех направлениях.
Недостаток: имеет сложную конструкцию, и винт, крепящий угольный стержень, может легко замкнуться с заготовкой.
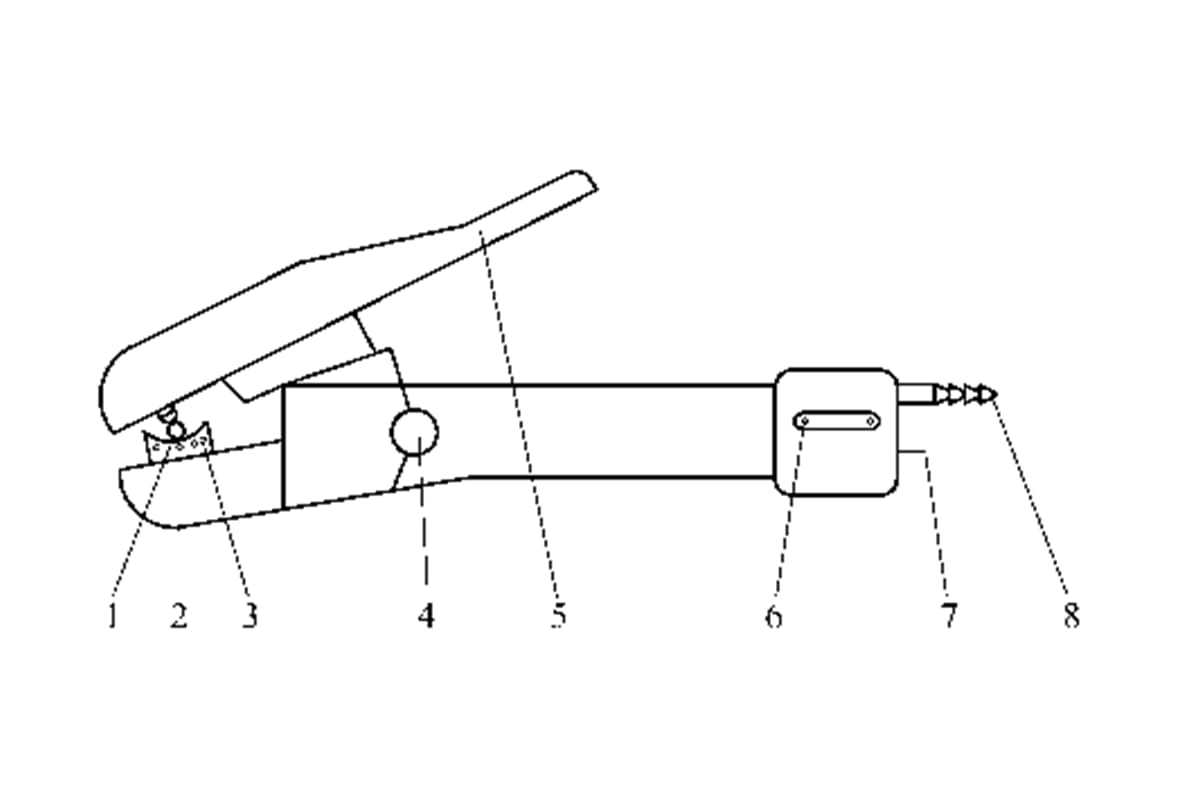
Новый боковой зажим для подачи воздуха для строгания угольной дугой показан на рисунке 8-3.
Рисунок 8-3 Схема новых плоскогубцев для воздушной строжки с угольной дугой
1 - Угольный стержень 2 - Воздушное отверстие 3 - Плоскогубцы с регулируемым углом наклона (проводящая насадка) 4 - Переключатель воздуха 5 - Ручка зажима 6 - Винт крепления кабеля 7 - Кабельный интерфейс 8 - Разъем для сжатого воздуха
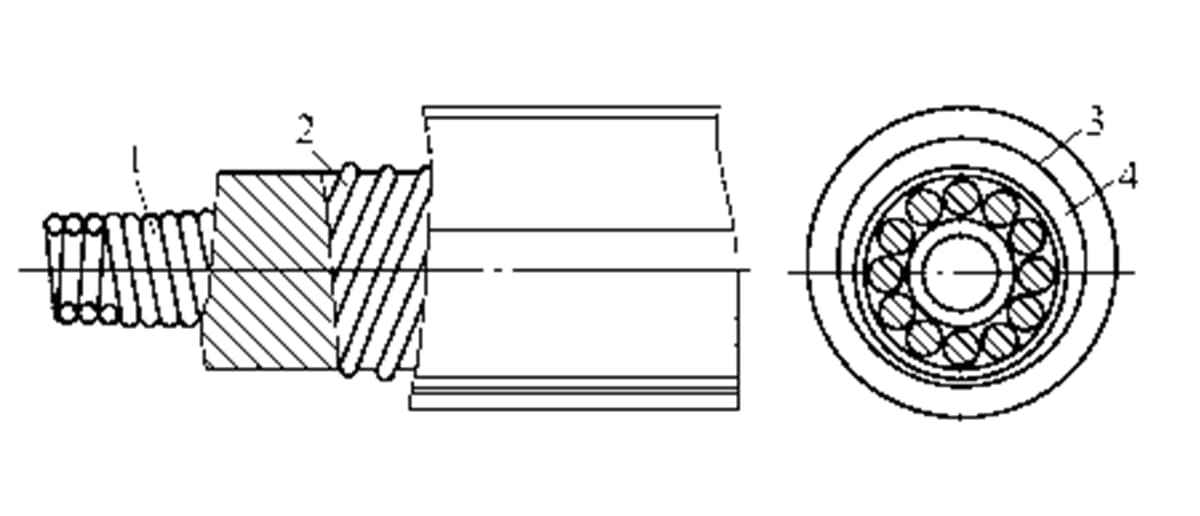
3. Комбинированный воздушно-электрический шланг
Новый комбинированный электровоздушный шланг показан на рисунке 8-4.
Угольные электроды являются основным расходным материалом при углекислотной дуговой строжке, служащим как проводником электрического тока, так и инициатором дуги. Их состав и свойства существенно влияют на эффективность и качество процесса строжки.
Наиболее распространенным типом является электрод из твердого угля с медным покрытием. Медное покрытие повышает токопроводящую способность, уменьшает окисление и улучшает стабильность дуги. Сердечник обычно состоит из высокочистого графитированного углерода, что обеспечивает стабильную работу и минимальное загрязнение.
Угольные электроды выпускаются в двух основных геометриях:
Круглые электроды: В основном используются для точных работ, таких как зачистка корней шва с обратной стороны сварных швов, удаление дефектов при ремонте швов и создание узких и глубоких канавок. Их круглое сечение позволяет лучше маневрировать в ограниченном пространстве.
Плоские электроды: Разработанные для более широкой строжки, эти электроды идеально подходят для снятия фасок, обратной строжки толстых листов и операций резки различных материалов, включая чугун, легированные стали и цветные металлы. Плоский профиль позволяет получить более широкую и неглубокую канавку, подходящую для крупномасштабного удаления материала.
Выбор геометрии электрода зависит от конкретной области применения, толщины материала и желаемого профиля строжки.
Важнейшие требования к электродам для строжки угольной дугой включают:
Отличная электропроводность: Обеспечивает эффективную передачу тока и стабильность дуги.
Высокотемпературная стойкость: Способность выдерживать сильное нагревание в процессе строжки без чрезмерной эрозии или деформации.
Достаточная механическая прочность: Сохранение целостности под воздействием высоких нагрузок при строжке и сопротивление разрушению.
Постоянный состав: Для обеспечения предсказуемых характеристик и минимизации попадания примесей в заготовку.
Правильная адгезия покрытия: Для электродов с медным покрытием покрытие должно хорошо держаться, чтобы не отслаиваться и сохранять свои защитные функции в течение всего процесса строжки.
III. Процесс строжки углеродистой дугой
1. Параметры технологического процесса углекислотной дуговой строжки
Параметры процесса строжки углеродистой дугой включают полярность источника питания, диаметр угольного стержня и силу тока, диаметр угольного стержня и толщину пластины, длину выступания угольного стержня, угол наклона угольного стержня, давление сжатого воздуха, длину дуги и скорость строжки.
1. Полярность источника питания
Для строжки углеродистой дугой низкоуглеродистой, низколегированной и нержавеющей стали используется постоянный ток обратной полярности.
2. Диаметр угольного стержня и ток
3. Диаметр углеродистого стержня и толщина пластины
Соотношение между диаметром углеродистого стержня и толщиной пластины показано в таблице 8-3.
Зависимость между диаметром углеродистого стержня и толщиной листа (единицы измерения: мм)
В идеале диаметр углеродистого стержня должен быть на 2-4 мм меньше требуемой ширины паза.
4. Длина удлинителя карбонового стержня
Длина удлинения угольного стержня - это расстояние от проводящего сопла до конечной точки угольного стержня, как показано на рис. 8-6. Типичная длина удлинителя составляет от 80 до 100 мм.
Рисунок 8-6 Схема удлинения углеродного стержня
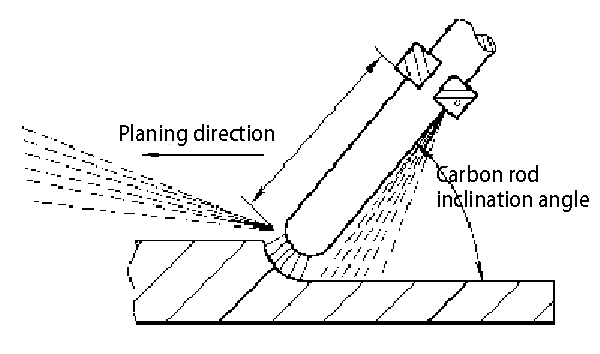
5. Угол наклона угольного стержня
Угол между угольным стержнем и заготовкой вдоль направления воздушной строжки называется углом наклона угольного стержня. Как правило, при ручной воздушно-дуговой строжке угол наклона угольного стержня составляет примерно 25-45°. Угол наклона угольного стержня показан на рисунке 8-7.
Рисунок 8-7 Угол наклона угольного стержня
6. Давление сжатого воздуха
Необходимое давление сжатого воздуха обычно составляет от 0,4 до 0,6 МПа.
7. Длина дуги
Во время работы рекомендуется использовать короткую дугу с типичной длиной около 1-2 мм.
8. Скорость строгания
Обычно считается, что скорость строгания составляет примерно 0,5-1,2 м/мин.
2. Работа углекислотной дуговой строжки
1. Основные операции
(1) Подготовка к строжке
(2) Удар по дуге
(3) Строгание
2. Фаска
Во-первых, ширину U-образного паза следует выбирать исходя из толщины листа, затем определить диаметр угольного стержня и ток строжки.
Обратите внимание, что центральная линия угольного стержня должна совпадать с центральной линией фаски. Если эти две осевые линии не совпадают, форма выточенной фаски будет несимметричной.
3. Удаление корня сварного шва
Сварщики должны выбрать подходящие параметры процесса в соответствии с различными материалами и толщинами. Следует отметить, что внутренняя сварной шов обычно следует сваривать в первую очередь, чтобы избежать необходимости использования углекислотной дуговой строжки для удаления внутреннего корня шва.
При удалении внешнего корня шва расплавленный металл всегда выдувается вниз. При удалении корня шва на более толстых пластинах может потребоваться несколько проходов строжки, чтобы удовлетворить требованиям.
4. Дефекты сварного шва при строжке
При строжке дефектов сварного шва ток строжки должен быть немного меньше. В процессе строжки, когда дефект становится видимым, его следует снова слегка строгать, пока все дефекты не будут полностью удалены.
3. Распространенные дефекты при углекислотной дуговой строжке
1. Включение углерода
2. Включение шлака
3. Медные пятна
4. Неправильный размер и форма выколотки
IV. Углеродная дуговая строжка распространенных материалов
Углеродная дуговая строжка низкоуглеродистой стали
Углеродная дуговая строжка низкоуглеродистой стали - это универсальный и эффективный процесс, который не нарушает свариваемость материала. Контролируемый ввод тепла и быстрое охлаждение во время строжки обычно приводят к минимальным изменениям микроструктуры стали, сохраняя ее механические свойства и последующую целостность сварного шва.
Углеродная дуговая строжка низколегированной конструкционной стали
Для высокопрочных низколегированных сталей (HSLA) с пределом текучести от 450 до 600 МПа, а также для деталей значительной толщины или жесткости конструкции, необходим предварительный подогрев перед строжкой углеродной дугой. Температура предварительного нагрева должна соответствовать или немного превышать температуру предварительного нагрева, используемую во время сварки. Такая практика снижает риск образования трещин, вызванных водородом, и уменьшает термические напряжения, обеспечивая структурную целостность материала после строжки.
Углеродная дуговая строжка нержавеющей стали
Углекислотная дуговая строжка нержавеющей стали требует особого подхода из-за уникальных свойств материала:
a) Контроль брызг: Примите строгие меры для предотвращения загрязнения контактных поверхностей углеродной дугой. Это может включать использование защитных экранов или маскировку прилегающих зон.
b) Размещение канавки: Соблюдайте безопасное расстояние между канавкой для строжки углеродистой дугой и любой поверхностью контакта со средой, чтобы сохранить антикоррозийные свойства нержавеющей стали.
c) Предотвращение межкристаллитной коррозии: Для ультранизкоуглеродистых нержавеющих сталей, подвергающихся воздействию высокоагрессивных сред, избегайте использования углеродистой дуговой строжки для удаления корней. Вместо этого используйте прецизионные методы углового шлифования, чтобы сохранить стойкость материала к межкристаллитной коррозии. Такой подход минимизирует выпадение карбидов на границах зерен, что может привести к сенсибилизации и снижению коррозионной стойкости.
d) Управление подачей тепла: Контролируйте и управляйте подачей тепла во время строжки, чтобы предотвратить чрезмерный рост зерна или образование вредных фаз в зоне термического воздействия (ЗТВ).
д) Обработка после строжки: Рассмотрите возможность термической обработки после строжки или пассивации поверхности для восстановления защитного оксидного слоя и оптимизации коррозионной стойкости.
V. Техника безопасности при работе с углекислотной дугой
1. Опасности, связанные с выжиганием угольной дугой
2. Безопасные методы работы при углекислотной дуговой строжке
1) Операторы должны использовать соответствующие средства индивидуальной защиты (СИЗ), разработанные с учетом специфических характеристик и опасностей, связанных с выжиганием угольной дугой. К ним относятся огнестойкая одежда, изолированные перчатки, защитные очки с боковыми щитками и сварочный шлем с линзами соответствующего оттенка (обычно оттенок 10-14).
2) Перед началом работы тщательно проверьте целостность заземления и изоляции сварочного аппарата, особенно в местах соединений. Проверьте систему подачи сжатого воздуха на надежность соединений и правильность настройки давления (обычно 80-100 фунтов на квадратный дюйм для большинства применений).
3) Проведите комплексную оценку безопасности обрабатываемой детали. Никогда не выполняйте строжку на закрытых трубах, сосудах под давлением или контейнерах, в которых хранились легковоспламеняющиеся материалы, без надлежащей очистки и удаления газа. Неопознанные объекты требуют тщательного осмотра и оценки опасности перед строжкой. Установите строгую зону отчуждения радиусом 10 метров для всех легковоспламеняющихся и горючих материалов, чтобы снизить риск пожара.
4) Во время работы направляйте поток воздуха в сторону от персонала и других чувствительных зон. При работе на открытом воздухе располагайтесь с наветренной стороны от процесса строжки, чтобы минимизировать воздействие паров и частиц. Прекратите работу в условиях повышенной влажности (дождь или снег), чтобы избежать электрической опасности и потенциальной дуговой нестабильности.
5) Внедрите надежные стратегии вентиляции для борьбы со значительным образованием пыли и дыма, присущим строжке углеродной дугой. При работе на открытом воздухе эффективно используйте естественные потоки воздуха. В замкнутых пространствах или контейнерах используйте механические системы вентиляции с производительностью не менее 2000 куб. м на оператора. Назначьте специального наблюдателя по технике безопасности для контроля качества воздуха и самочувствия оператора, оснащенного соответствующим оборудованием для обнаружения газов, чтобы предотвратить риск удушья или токсического воздействия.
6) По завершении работы строго соблюдайте процедуру отключения: обесточьте источник питания, закройте клапаны подачи воздуха, проведите тщательную очистку рабочего пространства, обращая особое внимание на остатки горячего металла, и проведите заключительное наблюдение за пожаром в течение как минимум 30 минут после окончания работы, чтобы убедиться в отсутствии скрытых источников воспламенения.
7) Соблюдайте все стандартные протоколы безопасности, связанные с палочной сваркой (SMAW), включая надлежащие методы электробезопасности, меры по предотвращению пожара и эргономические соображения для минимизации усталости оператора во время длительных сеансов строжки.
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Как сварка углеродистой стали может быть одновременно обычной практикой и сложной задачей? Это руководство исследует запутанный мир сварки углеродистой стали, рассказывая о типах углеродистой стали, их...
Почему сварка высокоуглеродистой стали представляет собой такую проблему? В этой статье рассматриваются уникальные трудности, связанные с этим материалом, такие как его склонность к образованию хрупкого мартенсита, что приводит к...
Почему сварка углеродистой стали - это и искусство, и наука? Понимание свариваемости различных углеродистых сталей - от низкоуглеродистых до высокоуглеродистых - имеет решающее значение для обеспечения прочных и долговечных соединений. Это...
Почему при аргонодуговой сварке иногда образуются поры и как их устранить? Пористость при сварке, часто вызванная примесями, неправильным потоком газа или неправильной техникой, может ослабить сварные швы и...
Что делает сварку низкоуглеродистой закаленной и отпущенной стали такой сложной? В этой статье рассматриваются все тонкости, начиная с управления холодными трещинами и заканчивая предотвращением охрупчивания в зоне термического влияния. Вы узнаете ключевые...
Вы когда-нибудь задумывались, что делает ручную дуговую сварку вольфрамовым электродом (TIG) такой уникальной? В этой статье мы рассмотрим принципы и преимущества сварки TIG, подчеркнем ее превосходное качество, минимальные...
Задумывались ли вы когда-нибудь о скрытых опасностях, скрывающихся за яркими искрами сварки? В этой статье мы рассмотрим вредное воздействие аргонодуговой сварки на организм человека.....
Почему нержавеющую сталь нельзя сваривать электродом из углеродистой стали? Этот интригующий вопрос раскрывает важнейший аспект технологии сварки. Когда нержавеющая сталь сваривается электродами из углеродистой стали,...
Как звучит процесс сварки, сочетающий в себе экстремальное тепло, точность и эффективность? Плазменно-дуговая сварка, передовая технология, делает именно это. Этот метод использует плазменную дугу для создания...