Советы экспертов по выбору фокуса лазерной резки
Что, если настройка фокуса лазерного резака может означать разницу между чистым резом и неудачным проектом? В лазерной резке положение фокусной точки имеет решающее значение...
Выбор подходящего мощного волоконного лазера для ваших промышленных нужд может оказаться непростой задачей. Всегда ли большая мощность означает лучшую эффективность? Не обязательно. В этом руководстве рассматриваются распространенные заблуждения и ключевые факторы, которые необходимо учитывать, такие как компоненты лазерного сердечника, толщина листового металла и типы применения. Вы узнаете, как принять взвешенное решение, чтобы добиться максимальной эффективности обработки и рентабельности. Читайте дальше, чтобы узнать о лучших вариантах лазеров для ваших конкретных требований.

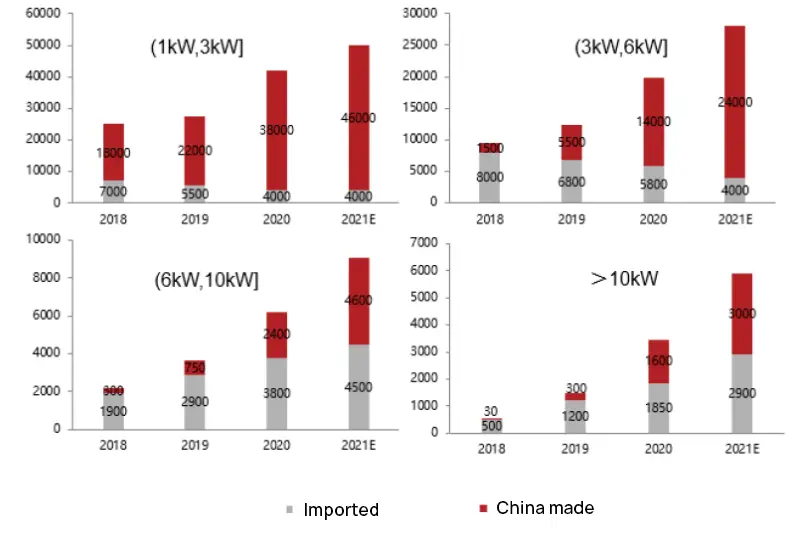
Согласно отчету о развитии лазерной промышленности Китая, на внутреннем рынке волоконных лазеров наблюдается устойчивый рост мощности и производительности волоконных лазеров местного производства. По объему поставок отечественные стандартные волоконные лазеры средней и малой мощности превзошли свои зарубежные аналоги, эффективно заменив импорт.
Отечественные стандартные волоконные лазеры со сверхвысокой мощностью свыше 10 кВт также приближаются к объему поставок зарубежной продукции того же диапазона мощности. Это говорит о том, что волоконные лазеры отечественного производства постепенно завоевывают внутренний рынок, поскольку их независимые исследования и разработки продолжают укрепляться.
Поскольку требования промышленного рынка к обработке лазерной продукции становятся все более жесткими, спрос на мощные лазеры растет. Однако при наличии множества вариантов киловаттных лазеров на отечественном рынке заказчики часто оказываются в замешательстве относительно того, какое оборудование лучше всего подходит для их нужд.
В последние годы высокая мощность действительно становится все более популярной в лазерная обработка промышленность. Raycus В качестве примера можно привести лазеры. В прошлом году объем продаж лазеров мощностью свыше 10 кВт превысил 2380 единиц (а в историческом плане достиг 3200 единиц), что на 243% больше, чем в 2020 году, и значительно превосходит других отечественных конкурентов. Что касается мощности, то непрерывные волоконные лазеры Raycus Laser достигли 100 кВт, что является первым показателем в стране.
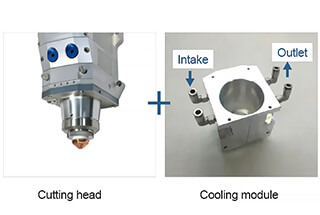
Но обязательно ли более высокая мощность означает более высокую эффективность обработки лазерных изделий? Ответ: не обязательно. Это зависит от конфигурации основных компонентов лазера (активное волокно, источник накачки, мощный сумматор и т. д.), а также от типа и толщины материала. листовой металл обработки. Во-первых, конфигурация основных компонентов лазера значительно влияет на эффективность обработки.
Более совершенные основные компоненты и их согласование могут привести к более высокой эффективности обработки, чем у лазеров других марок той же мощности.
Во-вторых, необходимо учитывать тип и толщину листового металла, обрабатываемого клиентом, а также различные виды применения, такие как сварка и наплавка, которые могут еще больше повлиять на эффективность обработки. Поэтому простое сравнение мощности не дает представления об эффективности обработки.
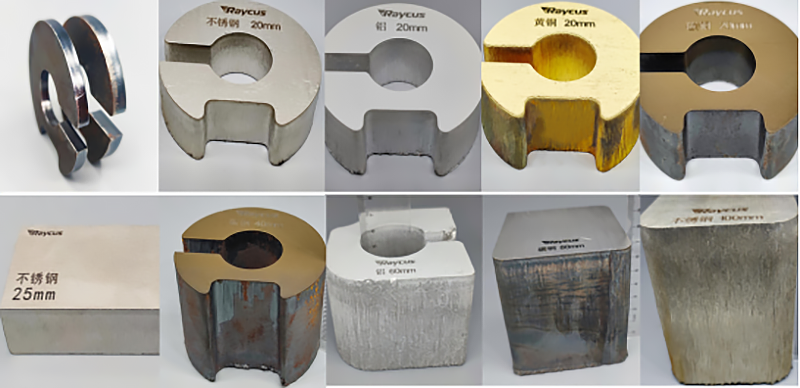
Давайте рассмотрим, как лазеры Raycus мощностью 12 кВт, 20 кВт и 30 кВт сравниваются при резке углеродистой стали различной толщины.
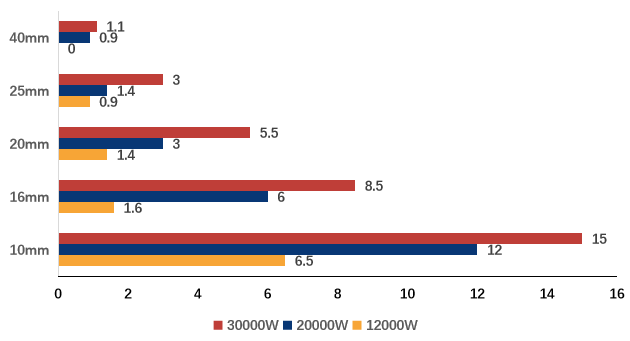

Из таблицы видно, что лазер мощностью 30 кВт, режущий углеродистую сталь толщиной 10 мм при помощи воздуха, на 25% эффективнее, чем лазер мощностью 20 кВт. Несмотря на увеличение эффективности, преимущество не очень значительное. Однако при резке углеродистой стали толщиной 25 мм преимущество очевидно: лазер мощностью 30 кВт на 114,3% эффективнее, чем лазер мощностью 20 кВт (с помощью кислорода).

Поэтому в практическом применении заказчики должны выбирать изделие высокой мощности, наиболее подходящее для типа и толщины обрабатываемого листового металла. Если клиент в основном обрабатывает тонкие листы, ему следует выбрать изделие мощностью в киловатт, которое наилучшим образом отвечает его потребностям в эффективности обработки.
Если они обрабатывают много толстых листов или выполняют большой объем работ, им следует выбрать более мощный киловаттный лазер.
Многие клиенты предпочитают оснащать свои станки лазером Raycus мощностью 30 кВт в связи с большой загруженностью. Они ценят его способность работать с тонкими, средними и толстыми листами, скорость резки, качество поперечного сечения и другие комплексные требования.
Особенно при воздушной резке средних и толстых листов преимущества очевидны: значительно повышается эффективность обработки, снижаются общие эксплуатационные расходы и быстрее окупаются инвестиции.
Хорошо известно, что более высокая мощность и яркость - это нынешний прорыв в лазерной технологии. Некоторые производители лазеров распространяют мнение, что меньшая сердцевина волокна означает большую яркость, что заставляет покупателей ошибочно полагать, что чем меньше сердцевина волокна, тем мощнее лазер. Однако это заблуждение.
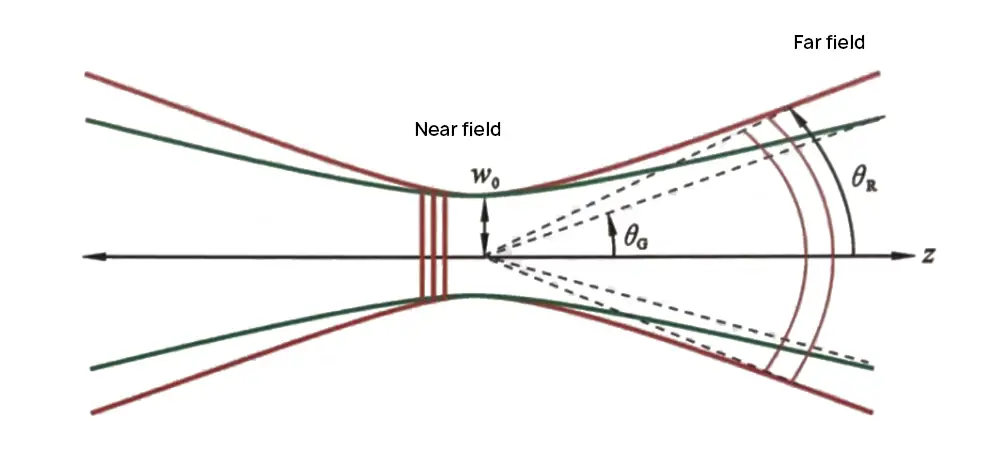
Яркость в лазерах тесно связана с произведением параметров луча (BPP), которое рассчитывается как BPP=ω₀θʀ, где ω₀ - радиус талии луча, а θʀ - угол расхождения лазерного луча в дальней зоне. Более низкое значение BPP указывает на лучшее качество луча. Яркость определяется как мощность на единицу площади и на единицу телесного угла, при этом яркость Br=P/(πBPP)².
Двумя предпосылками для достижения высокой яркости являются повышение мощности лазера и улучшение качества луча. Как отдельное, так и комбинированное улучшение этих двух аспектов может увеличить яркость лазера. Хотя существует довольно много способов увеличить мощность, улучшение качества луча не обязательно означает использование волокна с меньшим диаметром сердцевины.
Это связано с тем, что диаметр сердцевины волокна не может быть приравнен к диаметру талии луча. Чтобы уменьшить значение BPP и добиться лучшего качества луча, важно минимизировать сердцевину волокна без увеличения угла расходимости дальнего поля.
В сценариях, связанных с волоконными лазерами сверхвысокой мощности, заказчики стремятся к повышению эффективности. Этого можно добиться двумя способами: во-первых, повышением эффективности электрооптического преобразования волоконного лазера, что приводит к экономии энергии и затрат; во-вторых, повышением общей эффективности обработки, что увеличивает рентабельность. Лазерная обработка - это задача системной инженерии.
Только при достижении многомерного соответствия и взаимного улучшения между станком, системой, газовым трактом, обрабатывающей головкой, источником лазера, листовым металлом и технологией обработки можно действительно повысить эффективность использования системы и получить оптимальную прибыль.
Киловаттная серия волоконных лазеров Raycus Laser может похвастаться эффективностью электрооптического преобразования более 40% и оптимизацией угла расхождения, что позволяет лучше сочетаться с режущими головками и системами различных оптических конфигураций от всех брендов, представленных на рынке. Это позволяет удовлетворить потребности клиентов в резке тонких, средних и толстых листов.
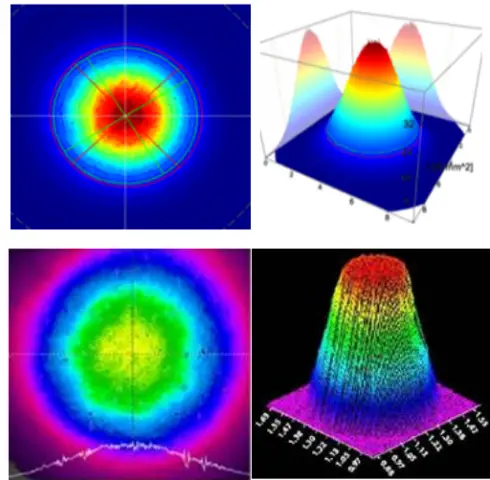
Модули волоконного лазера делятся на одномодульные и многомодульные. При резке сфокусированное световое пятно значительно влияет на качество реза. Одномодульный киловаттный лазер использует усиление по одному волокну для достижения киловаттных уровней, при этом луч имеет почти гауссово распределение, а энергия относительно сконцентрирована.
Обычно для достижения гомогенизации пучка используется преобразование мод, но эффект подвержен значительным колебаниям из-за несогласованности устройств.
Многомодульный киловаттный лазер обычно использует несколько световых модулей мощностью 2000~6000 Вт для формирования комбинированного луча, что позволяет добиться наложения нескольких лучей и естественным образом сформировать эффект гомогенизации с лучшей согласованностью.
Преимущество одномодульных киловаттных лазеров заключается в их скорости при резке пластин средней толщины. По сравнению с многомодульными лазерами 12000, одномодульный лазер 12000 имеет более высокую эффективность в резка нержавеющей стали различных толщин менее 20 мм с помощью азота или воздуха.
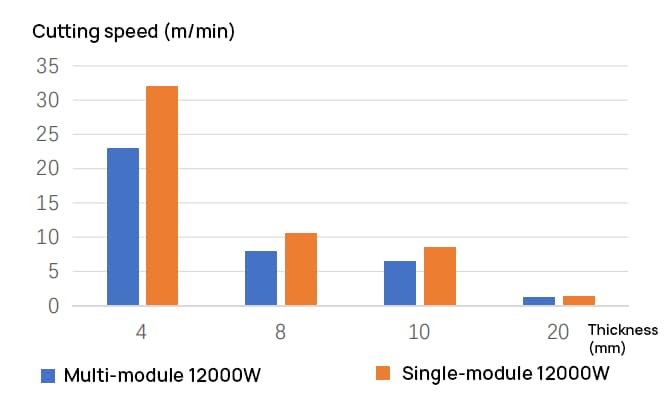

Многомодульные киловаттные лазеры лучше справляются с гомогенизацией луча, что делает их более выгодными с точки зрения качества резки толстых листов. Некоторые клиенты предъявляют очень высокие требования к участку обработки, поэтому они по-прежнему предпочитают многомодульные волоконные лазеры.
В заключение отметим, что простое сравнение между одномодульными и многомодульными лазерами невозможно. Они оба являются конфигурациями волоконных лазеров, как автомобиль, где седан подходит для дорог, а внедорожник - для гор. Но седан все же может пересекать горы, а внедорожник - ездить по дорогам.
Поэтому выбор между многомодовыми и одномодовыми волоконными лазерами зависит от реальных потребностей заказчика в обработке.


Выбор продукта должен основываться на потребностях рынка. Для большинства бизнес-пользователей первостепенное значение имеет выбор экономически эффективного лазера, основанного на требованиях конкретного сценария применения. Клиенты могут всесторонне взвесить свои потребности с точки зрения обработки, стоимости и обслуживания.
Во-первых, с точки зрения потребностей в обработке, разные пользователи предъявляют различные требования к толщине, скорости и эффективности обработки. резка пластин. Поэтому при выборе лазерной продукции необходимо учитывать реальные потребности в обработке ежедневной заводской резки листов и толщины.
Во-вторых, при максимальном удовлетворении текущих потребностей в обработке, стоимость использования продукта также является важным фактором, который необходимо учитывать. Стоимость использования лазера можно сравнить по нескольким аспектам, таким как эффективность электрооптического преобразования, стоимость простоя и цена покупки.
И наконец, лазеры - это дорогостоящий сыпучий товар с длительным сроком службы. Помимо эксплуатационных параметров изделия (качество луча, эффективность электрооптического преобразования, стабильность и т.д.) и резка пластин требования, пользователи также должны учитывать гарантию и послепродажное обслуживание продукта. С этой точки зрения выбор в пользу известного лазерного бренда представляется лучшим выбором.

Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.