Зажим или позиционирование: Что на первом месте при обработке деталей?
По сути, позиционирование и зажим имеют только одну цель: предотвратить деформацию. В процессе обработки деталей возникает вопрос: что должно стоять на первом месте - зажим или позиционирование? Специалисты в этой области делают выводы из проектирования приспособлений, но реальность далеко не так проста. Мы обнаружили, что предварительные проекты часто не справляются с управлением позиционированием [...].
По сути, позиционирование и зажим имеют только одну цель: предотвратить деформацию.
При обработке деталей возникает вопрос: что должно быть на первом месте - зажим или позиционирование?
Именно такое резюме сделали профессионалы в области проектирования приспособлений, но реальность далеко не так проста. Мы обнаружили, что предварительные проекты часто не справляются с управлением позиционированием и зажим.
В результате даже самые инновационные решения теряют свою практическую ценность. Понимание основ позиционирования и зажима может в значительной степени обеспечить целостность конструкции приспособления и планов обработки.
Знание локаторов
1. Основные принципы позиционирования с боковой стороны заготовки
При позиционировании со стороны заготовки, как и в случае с опорами, основным является принцип трех точек.
Этот принцип, известный как принцип трех точек, вытекает из концепции, согласно которой "три неколлинеарные точки определяют плоскость". В наборе из четырех точек три точки могут определять плоскость, таким образом, потенциально определяя четыре плоскости в целом.
Однако независимо от способа позиционирования, выравнивание четвертой точки в одной плоскости представляет собой серьезную проблему.
Принцип 3 пунктов
Например, при использовании четырех локаторов фиксированной высоты велика вероятность того, что только три точки будут соприкасаться с заготовкой, а четвертая точка не будет касаться заготовки.
Поэтому при настройке локаторов обычно используют три точки в качестве основы и максимально увеличивают расстояние между этими тремя точками.
Кроме того, перед установкой локаторов необходимо определить направление нагрузки при обработке. Направление нагрузки при обработке соответствует направлению перемещения держателя инструмента/инструмента.
Размещение локаторов в конце направления движения инструмента может напрямую влиять на общую точность заготовки.
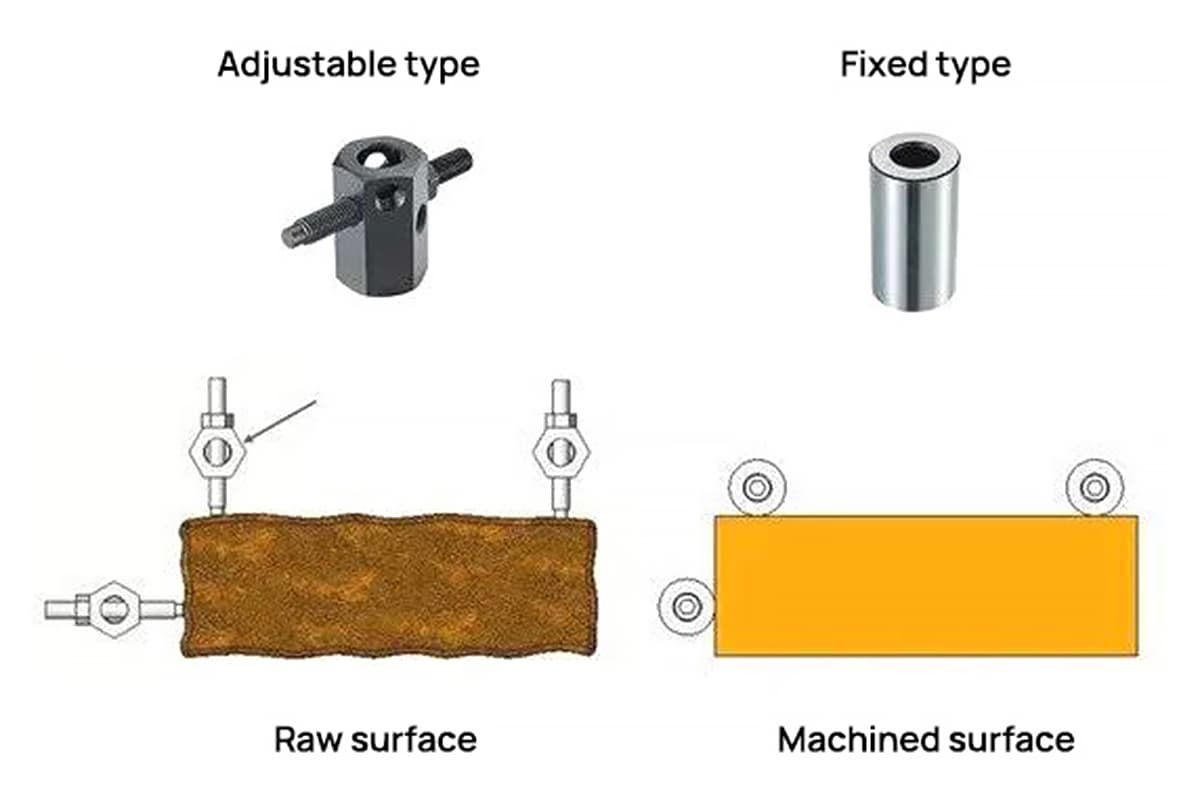
Как правило, регулируемые болтовые локаторы используются для позиционирования на шероховатой поверхности заготовки, а локаторы фиксированного типа (с отшлифованными контактными поверхностями заготовки) - для позиционирования на обработанной поверхности заготовки.
2. Основные принципы позиционирования отверстий в заготовках
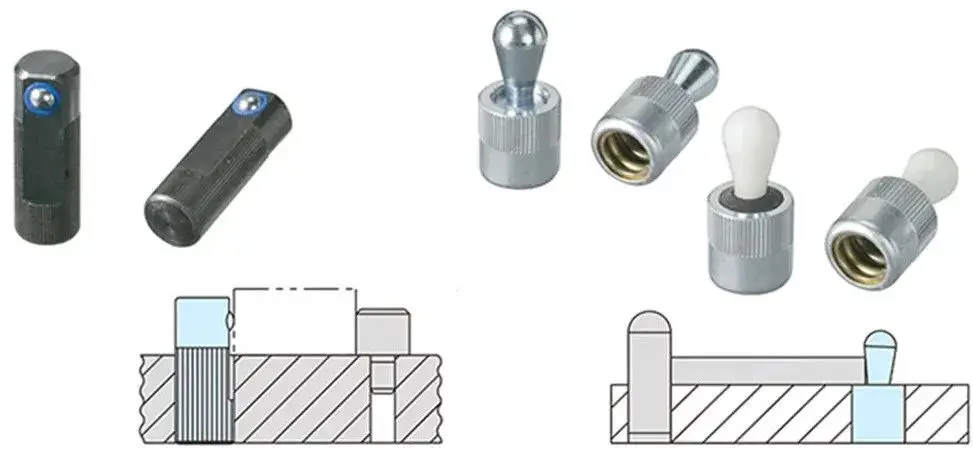
При использовании для позиционирования отверстий, обработанных на предыдущих операциях обработки заготовки, необходимо применять штифты с допуском.
Благодаря точному согласованию отверстия заготовки и внешней формы штифта, а также в соответствии с допуском на посадку, точность позиционирования может соответствовать реальным требованиям.
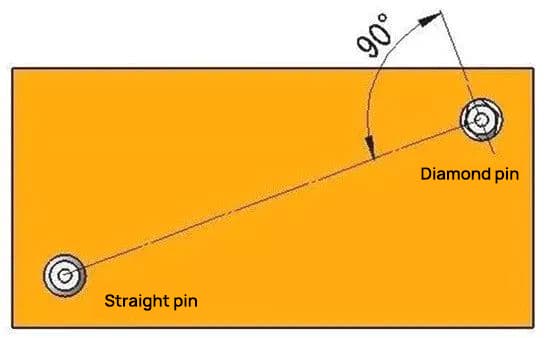
Кроме того, при использовании штифтов для позиционирования обычно применяют один прямой и один алмазный штифты.
Такая установка делает сборку и разборку заготовок более удобной и редко приводит к застреванию заготовки на штифтах.
Использование позиционирования штифтов
Конечно, можно использовать и два прямых штифта, отрегулировав допуск на установку. Однако для более точного позиционирования наиболее эффективным методом обычно является использование одного прямого штифта и одного алмазного штифта.
В случаях, когда используется один прямой штифт и один алмазный штифт, направление выравнивания алмазного штифта (в месте его контакта с заготовкой) обычно находится под углом 90° к линии, соединяющей прямой штифт и алмазный штифт.
Эта конфигурация предназначена для углового позиционирования (направление вращения заготовки).
Соответствующие знания о зажимах
1. Классификация зажимов
В зависимости от направления зажима они делятся на следующие категории:
Далее рассмотрим особенности различных зажимов.
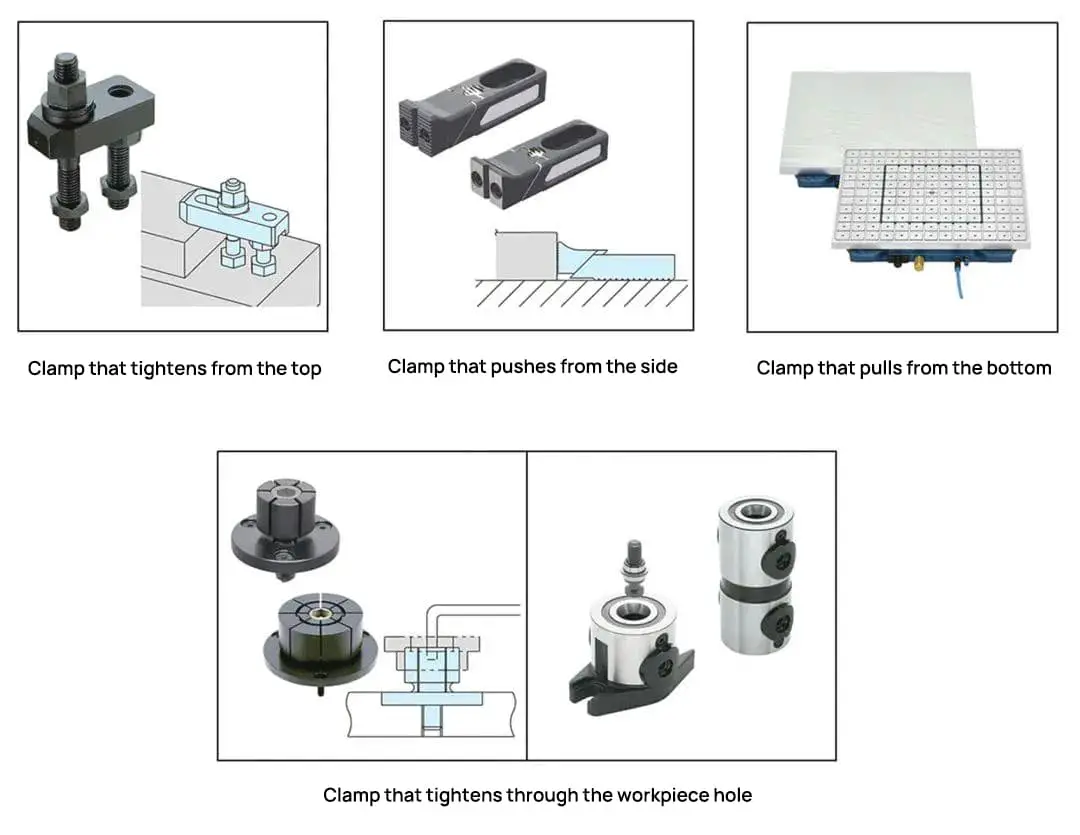
1. Зажимы сверху вниз
Зажимы "сверху вниз", прижимающие заготовку сверху, вызывают наименьшую деформацию при зажиме и обеспечивают максимальную стабильность в процессе обработки.
Поэтому в большинстве случаев в первую очередь необходимо зажимать заготовку сверху. Наиболее распространенным примером зажимных устройств, расположенных сверху вниз, являются ручные механические зажимы.
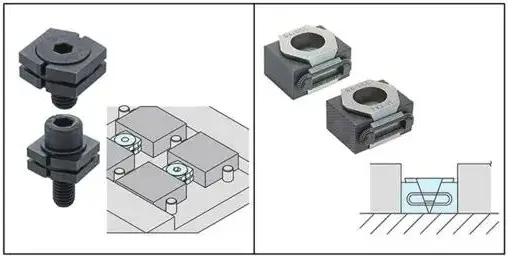
Например, зажим, изображенный ниже, известен как зажим "кленовый лист". Зажимы, состоящие из прижимной пластины, болтов с двойной головкой, бутылочного домкрата и гаек, называются зажимами "кленовый лист".
Кроме того, в зависимости от формы заготовки можно выбрать различные формы прессовых плит, которые будут соответствовать различным конфигурациям заготовок.
Зависимость между моментом зажима и силой зажатия хомута типа "сосновый лист" можно рассчитать по движущей силе болта.
Простая формула расчета силы зажима выглядит следующим образом:
F (кН) = T (Н×м) / 0,2d
(где d - номинальный диаметр болта).
T(N-m)
F(KN)
F1, F2(KN)
M6
15
12.5
6.3
M8
25
16.0
8.0
M10
50
25.0
12.5
M12
80
33.0
16.5
M16
150
47.0
23.5
M20
200
50.0
25.0
M24
300
62.5
31.3
Помимо листовых зажимов, существуют и другие подобные зажимы, которые фиксируют заготовку сверху.
Зажим, способный фиксировать две заготовки одновременно (идеально подходит для одновременной фиксации нескольких заготовок)
Крепление в форме крюка (идеально подходит при ограниченном пространстве для крепления)
Комбинированное приспособление (Подходит для производственных сценариев с различными небольшими партиями)
Приспособление без инструмента (Применяется для обработки средних партий заготовок)
2. Устройство бокового зажима
Традиционно зажим заготовок сверху является наиболее стабильным методом, обеспечивающим наименьшую нагрузку на заготовку.
Однако, когда необходимо работать с верхней частью заготовки или когда верхний зажим не подходит по различным причинам, альтернативой может стать боковой зажим.
Однако при боковом зажиме на заготовку может действовать сила, направленная вверх. Это усилие необходимо учитывать при проектировании зажимного устройства.
Зажимы, закрепляемые сбоку, как показано выше, создают боковую силу, а также диагональную силу, направленную вниз. Такой тип зажима эффективно предотвращает подъем заготовки.
Существуют и другие подобные зажимы, которые крепятся сбоку.
Зажим, который одновременно фиксирует 2 заготовки (подходит для одновременной фиксации нескольких заготовок)
Зажим, состоящий из эксцентрикового кулачка/эксцентрикового болта (очень удобен при ограниченном пространстве для размещения крепежа)
Приспособление, не требующее инструментов (применяется для обработки заготовок среднего объема)
Приспособление с фиксированной формой (подходит для обработки заготовок неправильной формы)
3. Использование выдвижного зажима для заготовок
При обработке поверхностей из листовой металл заготовки, то зажим сверху не только нецелесообразен, но и боковое давление также нецелесообразно. Единственный приемлемый метод - использовать подход с оттягиванием снизу.
При стягивании снизу, если заготовка изготовлена из железа, обычно используется магнитный зажим. Для заготовок из нежелезных металлов обычно используется вакуумная присоска.
В обоих случаях величина силы зажима прямо пропорциональна площади контакта между заготовкой и магнитом или вакуумной присоской.
Если при работе с мелкими деталями нагрузка на станок слишком высока, результаты обработки могут оказаться неудовлетворительными.
Кроме того, при использовании магнитов или вакуумных присосок поверхность контакта с магнитом и присоской должна достигать определенного уровня гладкости для безопасной и нормальной работы.
4. Использование устройств для зажима отверстий
При одновременной многолицевой обработке или обработке пресс-форм с помощью 5осевой станокЗажим отверстий часто выбирается для предотвращения помех от зажимов и инструментов.
По сравнению с зажимом сверху или сбоку заготовки, зажим с отверстиями создает меньшую нагрузку на заготовку, эффективно предотвращая ее деформацию.
Прямая обработка сквозных отверстий
Внедрение заклепочного зажима
2. Предварительная фиксация
Выше в основном рассматриваются заготовки зажимные приспособления и как повысить их работоспособность. Использование предварительного зажима также имеет решающее значение для улучшения операбельности.
При вертикальном расположении заготовки на основании она под действием силы тяжести упадет вниз. В этот момент необходимо одновременно удерживать заготовку на месте и управлять струбциной.
Предварительный зажим
Работоспособность значительно снижается, а время зажима увеличивается при значительном весе заготовки или при одновременном зажиме нескольких деталей.
В таких случаях использование этого тип пружины Предварительный зажим позволяет оператору зажимать заготовку, пока она остается неподвижной, что значительно повышает удобство работы и сокращает время зажима.
3. Соображения при выборе зажима
При использовании различных типов зажимов в одном приспособлении инструменты для зажима и разжима должны быть стандартизированы.
Например, как показано на левом рисунке ниже, при использовании различных гаечных ключей для зажима увеличивается общая нагрузка на оператора и увеличивается общее время зажима заготовки.
Как показано на правом рисунке ниже, стандартизация гаечных ключей и размеров болтов облегчает задачу оператора на площадке.
Оперативное облегчение зажима заготовок
Кроме того, при установке зажимов следует максимально учитывать удобство зажима заготовок. Если для зажима заготовки необходимо наклонять ее, то работа становится неудобной. Поэтому при проектировании зажимных приспособлений следует избегать таких ситуаций.
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Вы когда-нибудь задумывались, почему ваш фрезерный станок с ЧПУ вибрирует и нарушает точность? В этой статье рассматриваются двенадцать экспертных советов по минимизации вибраций при резании, начиная с использования острых пластин и заканчивая оптимизацией параметров резания.....
Вы когда-нибудь задумывались, как режут металл, не перегревая его? Холодные пилы, использующие дисковые полотна, передают тепло опилкам, а не заготовке, сохраняя их холодными. Этот метод позволяет выполнять точные,...
Вы когда-нибудь задумывались, почему длинные тонкие валы гнутся при обработке? В этой статье раскрываются скрытые силы, действующие в процессе обработки, и предлагаются практические решения для повышения точности. Узнайте, как минимизировать деформацию и...
Приходилось ли вам сталкиваться с непредвиденными деформациями при проволочно-вырезной обработке? В этой статье рассматриваются причины и способы устранения таких деформаций. Узнайте, как контролировать внутренние напряжения, оптимизировать траекторию резания,...
Представьте, что у вас есть идеальный инструмент для решения любой уникальной задачи при изготовлении пресс-форм. От сложных поверхностей свободной формы до требований высокой точности - выбор правильного режущего инструмента для фрезерования с ЧПУ может существенно повлиять на...
Представьте себе мир, в котором точность и эффективность органично сочетаются в производстве. Это царство станков с ЧПУ - автоматизированных инструментов, управляемых цифровыми инструкциями для формирования сложных деталей с высокой точностью.....
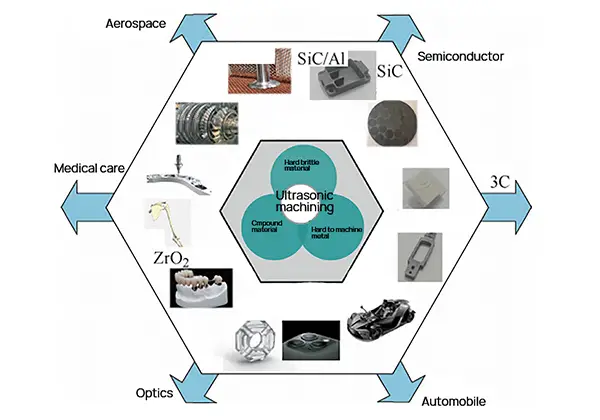
Представьте себе технологию, которая позволяет без труда обрабатывать самые твердые материалы с точностью и эффективностью. Ультразвуковая обработка делает именно это, революционизируя способы обработки твердых, хрупких и композитных материалов в промышленности. Используя...
Вы испытываете трудности с качеством обработки на станках с ЧПУ? Узнайте, как небольшие изменения в технологическом процессе могут привести к значительным улучшениям. В этой статье мы рассмотрим десять советов экспертов, которые охватывают все, начиная от инструмента...
Как современные станки с ЧПУ достигают точности и сложности в производстве? В этой статье рассматриваются различия между 4-осевой и 5-осевой обработкой с ЧПУ, подчеркиваются их уникальные возможности и области применения. Читатели узнают...