Закрытая гибка: Продвинутые методы работы с листовым металлом
Вы когда-нибудь думали, что гибка листового металла может быть такой сложной? Закрытая гибка - важнейшая техника обработки листового металла - использует специализированные методы для получения точных и прочных изгибов без использования профессионального штампа. В этой статье рассматриваются три практических подхода к освоению этой техники. От использования длинных круглых отверстий до применения методов обратной гибки и рифления - вы получите ценные сведения о том, как добиться безупречных закрытых изгибов при изготовлении листового металла. Готовы ли вы повысить свои навыки металлообработки? Погрузитесь в работу и изучите эти передовые техники, чтобы улучшить свои проекты.
Когда я только начинал работать в сфере производства листового металла, я придерживался ошибочного мнения, что добиться замкнутых изгибов без специализированной оснастки - это непреодолимая задача. Это убеждение проистекало из кажущейся сложности процесса и требуемой точности.
Однако моя точка зрения резко изменилась, когда я столкнулся с деталями из листового металла с закрытыми изгибами, которые были успешно изготовлены с помощью стандартного листогибочного оборудования. Это открытие послужило толчком к совместному анализу с моими коллегами, в результате которого я понял, что замкнутый изгиб листового металла действительно достижим с помощью обычных средств.
Движимый желанием распространить эти ценные сведения, я собрал три жизнеспособные методики выполнения замкнутых изгибов в листовом металле. Важно подчеркнуть, что замкнутые изгибы отличаются значительным разнообразием в своей конструкции и исполнении. Чтобы проиллюстрировать эту концепцию, я создал схематическое изображение типичного закрытого изгиба, как показано ниже:
В этих методах используются свойства, присущие листовому металлу, и возможности стандартных листогибочный пресс оборудование для достижения того, что раньше считалось невозможным. Делясь этими приемами, я стремлюсь расширить репертуар мастеров по изготовлению листового металла и опровергнуть предвзятые представления об ограничениях традиционных процессов гибки.
Первый метод:
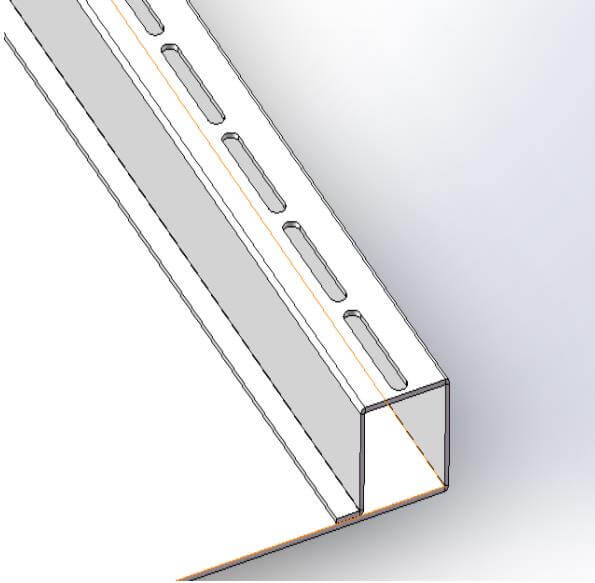
На картинке выше показан листовой металл деталь, с которой я столкнулся за это время. Это дверная панель на корпусе шасси.
Эта конструкция служит для усиления, что аналогично добавлению квадратной трубы.
Критическим аспектом этой закрытой гибки является ряд длинных круглых отверстий на рисунке. Именно благодаря этим длинным круглым отверстиям можно использовать обычные гибочные пуансоны и штампы для завершения процесс гибкиБез необходимости использования специализированных штампов.
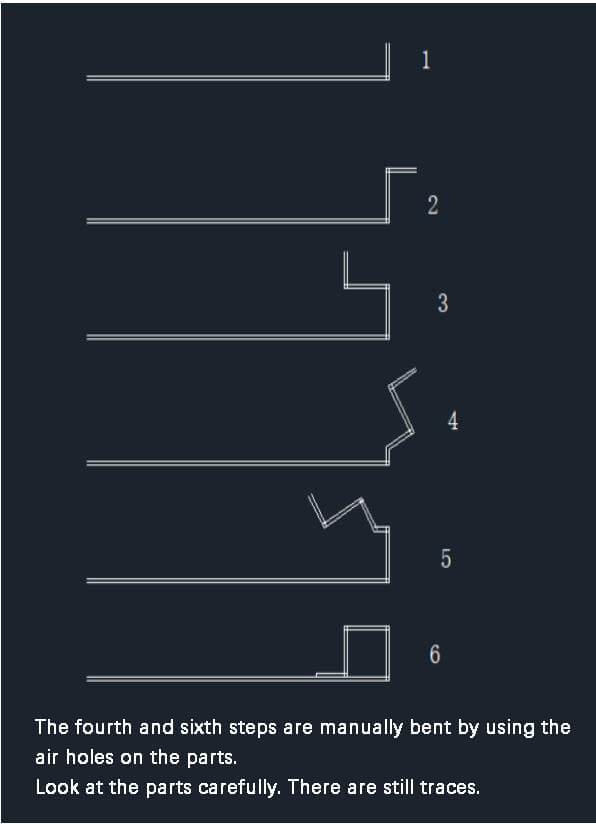
Конкретные шаги показаны на рисунке ниже.
Шаги для закрытого сгиба
Первый-третий этапы предполагают обычную гибку, которую может выполнить опытный мастер.
На четвертом этапе используется длинное круглое отверстие в листовом металле, поскольку оно является самым слабым местом с точки зрения прочности. Длинное круглое отверстие можно согнуть вручную или сжать под углом 45 градусов с помощью гибочного станка.
Пятый этап выполняется на гибочном станке, при этом необходимо следить за тем, чтобы не было помех при сгибании.
После завершения пятого изгиба деформацию, полученную на четвертом этапе, можно расплющить вручную, постучав по ней молотком или используя расплющивающую матрицу.
По мнению опытного мастера, при закрытом дне может возникнуть неравномерный изгиб, а чрезмерная деформация может привести к появлению трещин.
Правда, после ремонта могут остаться зазоры. Однако, когда две стороны будут сварены вместе, они не разойдутся. Соблюдая все описанные выше шаги, можно добиться желаемого результата.
Второй метод:
При неправильном выполнении результат гибки будет неудовлетворительным, с деформацией и вдавливанием в длинное круглое отверстие.
Для деталей с пластиковым напылением это не является серьезной проблемой, поскольку их можно отремонтировать до нанесения пластика.
Однако для деталей из нержавеющей стали или листового металла без обработка поверхностиСуществует и другой метод, который можно использовать, - обратная гибка без предварительного открытия длинного круглого отверстия. Этот метод показан на следующем рисунке:
На третьем этапе вместо сгибания на 90 градусов сгиб выполняется на месте с помощью перфоратор на четвертом этапе. На пятом этапе угол, который не был загнут на место на третьем этапе, прижимается с помощью гибочного пуансона.
Наконец, используйте плоский штамп, чтобы добиться желаемого внешнего вида.
Некоторые заводы по производству листового металла, возможно, не внедрили фрезерование в своих процессах и может быть добавлена позже в процессе работы.
Проще говоря, паз обрабатывается на линия сгиба положение с помощью метода пазов. Важно сохранить некоторую толщину и не вырезать канавку полностью. Обычно достаточно оставить толщину в 0,4 раза больше толщины пластины.
Рифление значительно облегчает сгибание по этой линии.
Как показано на рисунке выше, третья ступенька может сгибаться на 90 градусов за один проход, что избавляет от необходимости использовать следующие ступеньки. Поскольку последний изгиб имеет канавку, его можно согнуть вручную или придать ему форму и согнуть с помощью резинового молотка.
Хотя этапы гибки относительно просты, сначала необходимо сделать паз.
Кроме того, после рифления закругленные углы последнего сгиба будут меньше, чем у предыдущих трех сгибов, что приведет к изменению внешнего вида.
Заключение
Появилось множество методов закрытой гибки листового металла, каждый из которых имеет свои ограничения.
Эта информация призвана вдохновить и побудить к дальнейшим исследованиям.
Кроме того, существуют различные формы закрытого изгиба и разные размеры, поэтому вышеупомянутые методы могут подойти не во всех случаях. Для решения любых возникающих проблем необходим детальный анализ.
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Вы когда-нибудь задумывались о том, как металлические детали сгибаются в различные формы? В этой увлекательной статье мы погрузимся в искусство и науку гибки при штамповке металла. Наш эксперт...
Вы когда-нибудь задумывались, как листогибочный пресс придает металлу такую точность? В этой статье мы расскажем о деталях и функциях листогибочного пресса и покажем вам его важную роль...
Вы когда-нибудь задумывались, как простой лист металла превращается в сложный трехмерный объект? Гибка на листогибочном прессе, важнейший процесс в металлообработке, дает ключ к этому...
Вы когда-нибудь задумывались, как плоский лист металла превращается в сложную форму? Листогибочные прессы - это невоспетые герои производственного мира, которые сгибают и формируют металл...
Вы когда-нибудь задумывались, как создаются эти изящные, изогнутые алюминиевые конструкции? В этой статье мы погрузимся в сложный процесс гибки алюминиевого профиля. От понимания характеристик различных алюминиевых...