Координатно-измерительная машина (КИМ) - это прецизионный измерительный прибор, используемый в различных отраслях промышленности. Она оснащена пневматическими тормозными переключателями и устройствами микродвижения по трем осям, что обеспечивает точную передачу по каждой оси. Кроме того, КИМ оснащена высокопроизводительной системой сбора данных для обеспечения точности измерений.
КИМ широко используется для проектирования изделий, изготовления пресс-форм, измерения зубчатых колес и лопастей, производства оборудования, оснастки, деталей паровых пресс-форм, электронного и электрического оборудования и других точных измерений.
1. Введение инструмента
Трехкоординатная измерительная машина (КИМ), также известная как трехкоординатный измерительный прибор, - это прецизионное метрологическое устройство, используемое для измерения геометрических размеров, форм и пространственных отношений в трехмерной системе координат. Она работает с помощью датчика, который может перемещаться по трем ортогональным осям (X, Y и Z) с высокой точностью.
Датчик может либо физически контактировать с заготовкой (контактный триггер или сканирующий датчик), либо выполнять бесконтактные измерения (лазерные системы или системы технического зрения). Система измерения перемещений по каждой оси, обычно использующая высокоточные линейные энкодеры или оптические шкалы, передает данные в сложную компьютерную систему. Эта система обрабатывает собранные точки (x, y, z) для расчета различных геометрических характеристик, размеров и параметров формы заготовки.
КИМ способны измерять множество аспектов качества деталей, включая:
- Размерная точность: Линейные и угловые измерения
- Точность позиционирования: пространственные отношения между объектами
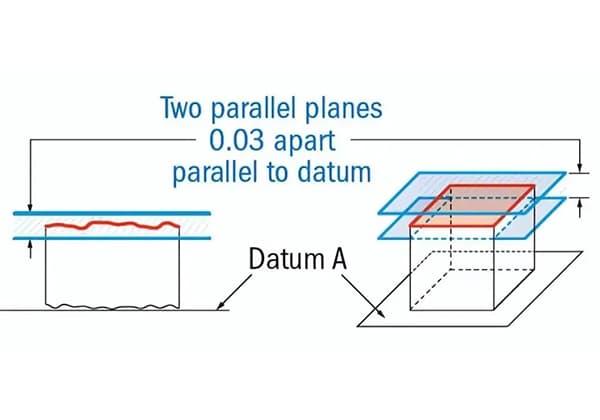
- Геометрическая точность: Допуски формы и ориентации (плоскостность, цилиндричность и т.д.)
- Точность контуров: Сложные профили поверхностей и свободные формы
Этот универсальный прибор играет важнейшую роль в обеспечении точности и аккуратности в различных отраслях промышленности, включая автомобильную, аэрокосмическую и передовое производство.
Технические характеристики модели:
Конструкция: Трехосевая гранитная конструкция с подвижным мостом в немецком стиле, с четырехсторонним корпусом для повышения устойчивости.
Система привода: Серводвигатели постоянного тока в сочетании с высокоточными воздушными подшипниками с предварительным натяжением обеспечивают плавное движение без трения.
Измерительная система: Открытые линейные энкодеры RENISHAW с разрешением 0,1 мкм (100 нм).
Система датчиков: Контроллер и головка датчика Renishaw, обеспечивающие совместимость и высокую производительность измерений.
Основание: Высокоточная гранитная плита (Grade 00), обеспечивающая стабильную опорную поверхность.
Экологические требования:
- Температура: 20°C ± 2°C
- Влажность: 40% - 70% RH
- Градиент температуры: ≤ 1°C/м
- Скорость изменения температуры: ≤ 1°C/ч
Пневматические требования:
- Давление воздуха: 0,4 МПа - 0,6 МПа
- Расход воздуха: 25 л/мин
Технические характеристики:
- Точность измерения длины (MPEE): ≤ (2,1 + L/350) мкм, где L - измеренная длина в мм.
- Ошибка зондирования (MPEP): ≤ 2,1 мкм
Ключевые особенности:
В станке используются направляющие из натурального гранита для всех трех осей, что обеспечивает превосходную термодинамическую стабильность всей конструкции. Такой выбор конструкции исключает ошибки точности, которые могут возникнуть из-за разницы в тепловом расширении материалов, как это может произойти в станках, использующих смешанные материалы для разных осей. Единые тепловые характеристики гранита способствуют стабильной работе при различных условиях окружающей среды и длительности измерений.
Сравнение гранита и авиационного алюминиевого сплава
Материалы из алюминиевых сплавов обладают значительно более высоким коэффициентом теплового расширения по сравнению с гранитом. Это свойство может привести к нестабильности размеров в прецизионном оборудовании.
В координатно-измерительных машинах (КИМ) такие компоненты, как балки и структуры оси z, изготовленные из авиационных алюминиевых сплавов, подвержены изменению размеров и смещению точности со временем, особенно при длительном использовании и термоциклировании.
В отличие от этого, в высококлассных КИМ часто используется гранит для критических структурных компонентов. Платформа трехкоординатной системы и главная ось обычно изготавливаются из гранитных блоков с прецизионной шлифовкой. Такой выбор материала обеспечивает превосходную термостабильность и демпфирование вибраций.
Главный вал изготавливается из гранита, а балка и ось z могут иметь гибридную конструкцию с использованием алюминиевых сплавов и других материалов для оптимизации веса и жесткости. Однако такое сочетание материалов с различными коэффициентами теплового расширения может привести к ошибкам измерений и проблемам со стабильностью при колебаниях температуры.
Для решения этих проблем в современных КИМ используется полностью гранитная прямоугольная конструкция для трехосевой направляющей. Эта конструкция дополнена высокоточными самоочищающимися подшипниками с предварительным напряжением воздуха. Монолитная гранитная конструкция обеспечивает долговременную стабильность размеров и точность измерений.
Воздушные подшипники обеспечивают стабильное и сбалансированное распределение усилий в осевом направлении, значительно снижая износ и способствуя долговечности критически важных компонентов машины. Такая конструкция также минимизирует трение и эффект проскальзывания, повышая воспроизводимость измерений.
Реализована запатентованная технология выпуска воздуха через мелкие отверстия с оптимизированным расходом воздуха 30 л/мин. Эта инновация создает локальный эффект конденсации в зазоре подшипника, эффективно противодействуя теплу, выделяемому при остаточном трении подшипника, и повышая общую термическую стабильность оборудования.
В основе физического принципа лежит поведение газа, проходящего через круглое отверстие под давлением. Хотя общепринятое мнение гласит, что при этом происходит нагрев от трения, что может быть вредно для высокоточных измерений, конструкция с маленькими отверстиями вызывает уникальное явление. Когда диаметр выходного отверстия уменьшается ниже критического порога, в непосредственной близости от отверстия возникает эффект конденсации. Это локальное охлаждение эффективно компенсирует минимальное тепло, выделяемое при трении воздуха во время измерений.
Благодаря использованию этого физического принципа с помощью технологии газоотвода с малыми отверстиями КИМ может поддерживать исключительную стабильность температуры в течение длительного времени. Такая стратегия терморегулирования имеет решающее значение для обеспечения постоянной точности и надежности измерений в прецизионных метрологических системах.
Сравнение подшипников для КИМ от основных поставщиков
По трем осям установлены оптические шкалы Renishaw с позолоченным покрытием премиум-класса, обеспечивающие исключительное разрешение 0,1 мкм (микрометров). Эта высокоточная система линейного кодирования обеспечивает точную обратную связь по положению и возможности измерения.
В конструкции крепления весов используется неподвижная конфигурация, когда один конец надежно закреплен, а другой может плавать. Такая конструкция эффективно компенсирует тепловое расширение и сжатие, сводя к минимуму погрешности измерений из-за колебаний температуры окружающей среды.
В системе перемещения используется современная кинематическая конструкция, которая отделяет силы привода от поверхностей подшипников. Этот передовой подход устраняет наведенные напряжения на направляющих, максимально повышая точность измерений и долговременную механическую стабильность.
Для привода оси используется синхронная ременная передача, усиленная сталью. Такая конструкция обеспечивает превосходное гашение вибраций при быстрых перемещениях, одновременно обеспечивая высокую прочность на разрыв, отличную скорость позиционирования и увеличенный срок службы.
КИМ работает на программном обеспечении Rational-DMIS, ведущем в отрасли метрологическом пакете, сертифицированном Физико-техническим советом (Physikalisch-Technische Bundesanstalt, PTB). Эта мощная, но интуитивно понятная программная платформа позволяет пользователям сосредоточиться на задачах измерения, а не на сложном программировании, что упрощает процесс контроля.
2. Основные компоненты КИМ
Х-лучи:
В нем применена передовая технология прецизионных наклонных балок, повышающая жесткость конструкции и минимизирующая тепловые деформации для повышения точности измерений.
Направляющая Y-направления:
Имеет запатентованную конструкцию позиционирования со встроенными нижними пазами типа "ласточкин хвост", непосредственно обработанными в верстаке, что обеспечивает превосходное выравнивание и уменьшает ошибки при сборке.
Система направляющих шин:
Используются самоочищающиеся высокоточные воздушные подшипники с предварительным натягом и плавающие направляющие с четырехсторонним статическим давлением. Такая конструкция минимизирует трение, повышает плавность хода и поддерживает постоянную точность в течение долгого времени.
Система привода:
Используются высокопроизводительные серводвигатели постоянного тока в сочетании с гибкими синхронными механизмами привода зубчатого ремня. Каждая ось управляется электроникой и механически ограничивается, что обеспечивает быструю передачу, улучшенные характеристики движения и повышенную точность позиционирования.
Шпиндель оси Z:
Встроенное регулируемое пневматическое балансировочное устройство значительно повышает точность позиционирования и повторяемость измерений по оси z. Эта функция компенсирует колебания веса датчика и обеспечивает постоянную силу контакта.
Система управления:
Используется передовая импортная двухкомпьютерная трехкоординатная специализированная система управления, обеспечивающая параллельную обработку данных и резервирование для повышения надежности и производительности.
Система машин:
Встроенная технология компьютерной 3D-коррекции ошибок (CAA) обеспечивает долгосрочную стабильность и высокую точность системы. Эта адаптивная технология компенсирует геометрические ошибки и тепловые колебания в режиме реального времени.
Программное обеспечение для измерений:
Используется комплексный пакет измерительного программного обеспечения 3D-DMIS, предлагающий полный спектр измерительных функций, расширенные возможности анализа данных и бесшовную онлайн-интеграцию с CAD/CAM-системами для эффективного процесса контроля.
3. Функциональный принцип КИМ
Координатно-измерительная машина (КИМ) - это прецизионный метрологический прибор, предназначенный для измерения геометрических характеристик объектов с высокой точностью. Она состоит из трех основных компонентов: направляющего механизма, элементов измерения длины и устройств цифровой индикации, расположенных вдоль трех взаимно перпендикулярных осей (X, Y и Z). Система также включает рабочий стол для поддержки измеряемого объекта, хотя размер этого стола может варьироваться в зависимости от предназначения КИМ.
Измерительная головка, часто оснащенная контактным триггерным датчиком или оптическим сенсором, может перемещаться к определенным точкам измерения вручную или с помощью моторизации, управляемой компьютером. При контакте датчика с деталью (или оптическом захвате данных) генерируется сигнал запуска. Одновременно высокоточные линейные энкодеры (обычно оптические или стеклянные шкалы) вдоль каждой оси измеряют точное положение наконечника датчика в трехмерном пространстве.
Основная функциональность КИМ заключается в способности точно определять и отображать пространственные координаты любой точки в объеме измерений. Это достигается за счет сложной интеграции механической точности, сенсорной технологии и обработки данных:
- Взаимодействие с датчиком: При контакте датчика с заготовкой (или оптическом захвате данных) он посылает сигнал о точке выборки в систему управления КИМ.
- Считывание положения: Система управления мгновенно регистрирует текущее положение наконечника датчика относительно исходной точки станка (точка 0,0,0), считывая значения с линейных энкодеров на каждой оси.
- Обработка данных: Компьютерная система КИМ обрабатывает эти необработанные значения координат, применяя различные компенсации (например, смещения при калибровке датчика, температурную компенсацию) для обеспечения точности.
- Отображение и анализ: Обработанные координатные данные отображаются на интерфейсе КИМ и могут использоваться для различных аналитических целей, таких как измерение размеров, определение геометрических допусков или сравнение с моделями CAD.
Современные КИМ часто включают в себя дополнительные функции, выходящие за рамки этого базового принципа, в том числе:
- Системы температурной компенсации для учета теплового расширения станка и заготовки
- Пневматические подшипники для плавного перемещения измерительной головки с низким коэффициентом трения
- Автоматические системы смены датчиков для гибкого решения измерительных задач
- Передовое программное обеспечение для анализа сложной геометрии, оценки GD&T и сравнения CAD.
Хотя здесь описаны основные принципы работы КИМ, важно отметить, что технология продолжает развиваться, и разработки в таких областях, как бесконтактные измерения, мультисенсорные системы и интеграция с концепциями Industry 4.0, еще больше расширяют возможности и сферы применения этих важнейших метрологических инструментов.
4. Классификация КИМ
В соответствии со структурой КИМ можно разделить на следующие категории:
1. Тип подвижного моста
Наиболее часто используемая координатно-измерительная машина (КИМ) - это передвижная мостовая машина.
Ось, главный вал, движущийся в вертикальном направлении, направляется коробчатой рамой для перемещения по горизонтальной балке.
Горизонтальная балка, перпендикулярная оси, опирается с обоих концов на две колонны, образуя "мост". Мост перемещается по двум направляющим пазам, которые перпендикулярны оси в горизонтальной плоскости.
Благодаря опоре, обеспечиваемой раскосами на обоих концах балки, мобильный мост имеет меньший минимальный прогиб и более высокую точность по сравнению с консольным типом.
2. Тип мостового полотна
В мостовом типе станины главный вал движется в вертикальном направлении и направляется коробчатой рамой для перемещения вдоль балки вертикальной оси. В осевом направлении балка движется по двум горизонтальным направляющим, которые расположены на верхней поверхности стоек, закрепленных на корпусе станка.
Этот тип похож на тип мобильного моста, так как оба конца балки поддерживаются, что приводит к минимальному прогибу балки и более высокой точности по сравнению с консольным типом.
Кроме того, в осевом направлении перемещается только балка, что снижает общую инерцию и упрощает ручное управление по сравнению с мобильным мостом.
3. Портальный тип
Мостовой портальный тип, также известный как напольный или дверной, отличается от мостового кроватного типа тем, что он крепится непосредственно к полу.
Этот тип конструкции обеспечивает большую жесткость и устойчивость по сравнению с мостом типа "кровать" и обычно используется в больших трехкоординатных измерительных приборах.
Каждый вал приводится в движение двигателем, что обеспечивает большой диапазон измерений. Оператор может работать внутри конструкции моста.
4. Фиксированный тип моста
Неподвижный мост имеет главный вал, который движется в вертикальном направлении и направляется коробчатой рамой для перемещения вдоль горизонтальной балки вертикальной оси.
Мост, или стойка, закреплен на корпусе машины, а измерительный стол перемещается по направляющей горизонтальной плоскости, перпендикулярной оси, в осевом направлении.
Каждый вал приводится в движение двигателем для поддержания точности положения. Однако эта модель не предназначена для ручного управления.
5. L-образный мост
L-образный мост предназначен для уменьшения инерции моста при движении вала.
По сравнению с мобильным мостом эта конструкция обладает меньшей инерцией движущихся компонентов, что упрощает управление. Однако она имеет более низкий уровень жесткости.
6. Тип консольного рычага фиксированного стола
Подвижный консольный тип имеет главный вал, который перемещается в вертикальном направлении и направляется коробчатой рамой для перемещения вдоль горизонтальной консольной балки вертикальной оси в осевом направлении. Консольная балка перемещается по направляющей канавке в горизонтальной плоскости, которая перпендикулярна валу.
Этот тип конструкции открыт с трех сторон и удобен для сборки и разборки заготовок, поскольку они могут выходить за пределы стола. Однако из-за консольной конструкции точность ниже.
7. Одноколоночный подвижный тип
Одностоечный передвижной тип имеет главный вал, который перемещается в вертикальном направлении, а вся стойка перемещается по направляющей канавке горизонтальной плоскости, которая перпендикулярна валу, соединенному с валом.
Измерительный стол перемещается в осевом направлении по направляющей канавке горизонтальной плоскости, которая перпендикулярна оси.
Такая конструкция отличается высокой жесткостью как измерительного стола, так и колонны, что приводит к минимальной деформации. Кроме того, линейная шкала каждой оси расположена близко к измерительной оси, что обеспечивает соблюдение теоремы Аббе.
8. Одноколоночная таблица типа xy
Одностоечный измерительный стол мобильного типа оснащен главным валом, который перемещается в вертикальном направлении.
Опора оснащена направляющим пазом для вала и крепится к корпусу измерительного прибора.
Во время измерения измерительный стол перемещается вдоль оси в направлении горизонтальной плоскости.
9. Подвижный стол горизонтального типа
Измерительный стол с горизонтальным рычагом имеет подвижный тип, с коробчатой рамой, которая поддерживает горизонтальный рычаг для перемещения в вертикальном (осевом) направлении вдоль вертикальной стойки. Зонд крепится к консолям в горизонтальном направлении.
Опора перемещается в осевом направлении вдоль направляющего паза в горизонтальной плоскости, которая перпендикулярна оси. Измерительный стол также перемещается в осевом направлении вдоль направляющего паза в горизонтальной плоскости, которая перпендикулярна оси и оси.
Эта конструкция является улучшенной по сравнению с горизонтальным консольным типом, поскольку она устраняет прогиб, вызванный выдвижением или втягиванием горизонтального рычага в осевом направлении.
10. Тип горизонтального рычага с фиксированным столом
Измерительная платформа с горизонтальным рычагом относится к стационарному типу и имеет структуру, аналогичную мобильному типу.
Измерительный стол неподвижен, а оси X, Y и Z перемещаются вдоль направляющего паза. Во время измерения стойка перемещается в направляющем пазу вала, а подвижный стол, прикрепленный к валу, движется в направлении вертикальной оси.
11. Горизонтальный рычаг подвижного типа
Горизонтальный тип перемещения рычага имеет консольный вал, который перемещается в горизонтальном направлении, и коробчатую раму, которая поддерживает горизонтальный рычаг и перемещается вдоль колонны в осевом направлении. Колонна перпендикулярна оси.
Столб перемещается в осевом направлении по направляющей канавке горизонтальной плоскости, которая перпендикулярна оси, что делает его непригодным для высокоточных измерений, если горизонтальный рычаг не выдвигается или не втягивается для компенсации погрешностей, вызванных весом.
Этот тип конструкций используется в основном для осмотра автомобилей.
12. Кольцо мостового типа
Мост с замкнутым контуром известен своей стабильностью, поскольку приводной механизм расположен в центре верстака. Такая конструкция позволяет уменьшить воздействие, вызванное движением моста, что делает его наиболее стабильным среди всех трехкоординатных измерительных приборов.
5. Основные преимущества
- Поверхность анодирована из авиационного алюминиевого сплава;
- Высокоточный самоочищающийся воздушный подшипник;
- Высокоточная европейская импортная решетчатая линейка;
- Запатентованная технология прецизионного треугольного луча.
6. Поля приложения
Мостовой тип с замкнутым контуром широко используется в различных отраслях промышленности, включая автомобильную, электронную, машиностроительную, авиационную и военную, для измерения различных объектов, таких как коробки, рамы, шестерни, кулачки, червячные колеса, червяки, лопасти, кривые, изогнутые поверхности, фурнитура, пластик и многое другое. Он также широко используется в производстве пресс-форм.
7. Метод использования
Трехкоординатные измерительные машины (КИМ) обычно делятся на три категории: контактные измерения, бесконтактные измерения и комбинированные контактные и бесконтактные измерения.
Контактные измерения - это широко используемый метод измерения обрабатываемых изделий, прессованных изделий и металлических пленок. Сканирование точек данных на поверхности измеряемого объекта с помощью КИМ часто необходимо для анализа данных обработки или для целей реинжиниринга.
На примере КИМ Foundation-Pro в этой статье будут описаны различные распространенные методы сканирования и этапы работы с КИМ.
Операция сканирования на КИМ заключается в сборе данных в определенной области на поверхности измеряемого объекта с помощью программы DMIS на ПК. Эта область может быть линией, участком, сечением детали, кривой детали или окружностью на определенном расстоянии от края.
Тип сканирования зависит от режима измерения, типа датчика и наличия файлов CAD. Опция "сканирование" на экране управления определяется кнопкой состояния (ручное/DCC).
Если для измерения используется метод DCC и доступны файлы САПР, доступны следующие методы сканирования: "открытая линия", "закрытая линия", "заплатка", "сечение" и "периметр". Если доступны только файлы САПР, доступными методами сканирования являются "открытая линия", "закрытая линия" и "заплатка".
Если используется ручной режим измерения, доступен только базовый режим "ручное сканирование TTP". Если ручное измерение используется с жестким зондом, доступны следующие варианты: фиксированная дельта, переменная дельта, временная дельта и сканирование по оси тела.
В этой статье мы подробно расскажем о пяти режимах сканирования, которые можно выбрать при входе в меню "утилиты" и выборе опции "сканирование" в разделе состояния DCC.
1.Открытое линейное сканирование
Сканирование по открытой линии - самый простой режим сканирования. Датчик стартует из начальной точки, сканирует вдоль заданного направления с заданным размером шага и заканчивается в конечной точке.
Открытое линейное сканирование можно разделить на два случая в зависимости от наличия CAD-модели.
(1) Без модели CAD:
Если у измеряемой детали нет CAD-модели, сначала введите номинальные значения граничных точек. Откройте опцию "Граничная точка" в диалоговом окне, нажмите "1", чтобы ввести данные начальной точки. Затем дважды щелкните "d", чтобы ввести новые значения координат X, Y и Z точки направления (точка координат, указывающая направление сканирования). Наконец, дважды щелкните "2", чтобы ввести данные конечной точки.
Затем введите размер шага. Введите новое значение длины шага в столбце "Max Inc" в столбце "Direction 1 Tech" в диалоговом окне сканирования. Наконец, убедитесь в правильности заданного вектора направления, который определяет вектор нормали к поверхности первой точки измерения после начала сканирования, сечения и вектор нормали к поверхности последней точки перед окончанием сканирования. После ввода всех данных нажмите кнопку "Создать".
(2) С моделью CAD:
Если измеряемая деталь имеет CAD-модель, в начале сканирования щелкните левой кнопкой мыши на соответствующей поверхности CAD-модели, и программа PC DMIS создаст точку на CAD-модели и отметит ее как "1", начальную точку. Затем щелкните следующую точку, чтобы определить направление сканирования. Наконец, выделите конечную точку (или точку границы) и обозначьте ее как "2". Соедините линией точки "1" и "2".
Для каждой выбранной точки программа PC DMIS введет соответствующее значение координат и вектор в диалоговое окно. После определения размера шага и других опций (например, безопасная плоскость, одиночная точка и т.д.) нажмите "Измерить", а затем "Создать".
2. Закрытое линейное сканирование
Режим сканирования по замкнутой линии позволяет сканировать внутреннюю или внешнюю поверхность заготовки. Для этого требуется только два значения - "начальная точка" и "точка направления" (PC DMIS принимает начальную точку за конечную).
(1) Операция ввода данных:
Дважды щелкните по граничной точке "1", чтобы ввести ее положение в диалоговом окне редактирования. Дважды щелкните точку направления "d", чтобы ввести значение ее координат. Выберите тип сканирования ("линейное" или "переменное"), введите размер шага и определите тип касания ("векторное", "поверхность" или "край").
Дважды щелкните на "начальном векторе" и введите вектор в точке "1". Проверьте вектор сечения. После ввода других параметров нажмите "Создать".
Также можно коснуться первой точки измерения на поверхности заготовки с помощью панели управления координатно-измерительной машины, а затем коснуться точки направления. Программа PC DMIS автоматически введет измеренное значение в диалоговое окно и рассчитает начальный вектор.
Выбрав режим управления сканированием, тип точки измерения и другие параметры, нажмите кнопку "Создать".
(2) Сканирование замкнутой линии с помощью модели CAD:
Если измеряемая деталь имеет CAD-модель, подтвердите "сканирование по замкнутой линии" перед измерением. Сначала щелкните начальную точку поверхности для создания символа "1" на CAD-модели (при щелчке выделяется поверхность и граничные точки, чтобы помочь выбрать правильную поверхность). Затем нажмите на точку направления сканирования.
PC DMIS предоставит соответствующие координаты и векторы выбранных точек в диалоговом окне. Выбрав метод управления сканированием, размер шага и другие параметры, нажмите кнопку "Создать".
3. Сканирование исправлений
Режим Patch Scanning позволяет сканировать область, а не только одну линию сканирования.
Для этого метода сканирования требуется информация как минимум о четырех граничных точках, включая начальную точку, точку направления, длину и ширину сканирования.
PC DMIS может рассчитать треугольный участок на основе граничных точек 1, 2 и 3, которые определены базовой информацией или информацией по умолчанию. Направление сканирования определяется значением координат точки D.
Если добавить четвертую или пятую граничную точку, патч может иметь квадратную или пятиугольную форму.
При использовании метода патч-сканирования обязательно установите флажок "Сканирование замкнутых линий", чтобы сканировать замкнутые элементы, такие как цилиндры, конусы, канавки и т. д. Затем введите начальную точку, конечную точку и точку направления.
Положение конечной точки представляет собой расстояние вверх или вниз, пройденное во время сканирования измеряемого элемента.
Вектор плоскости сечения может быть определен начальной точкой, точкой направления и начальным вектором (который обычно параллелен измеряемому элементу).
Представлены три метода определения патч-сканирования на примере создания четырехугольных патчей:
(1) Ввод значения координат:
- Дважды щелкните граничную точку "1" и введите значения координат X, Y и Z начальной точки.
- Дважды щелкните точку направления границы "d" и введите значение координат точки направления сканирования.
- Дважды щелкните граничную точку "2" и введите ширину развертки, чтобы определить первое направление.
- Дважды щелкните по граничной точке "3" и введите ширину развертки, чтобы определить второе направление.
- Выберите "3", затем нажмите кнопку "Добавить", чтобы отобразить четвертую граничную точку в диалоговом окне.
- Дважды щелкните граничную точку "4" и введите значение координат конечной точки.
- После определения размера шага и максимального размера шага, необходимого для сканирования, нажмите кнопку "Создать".
(2) Режим сенсорного тестирования:
- Выберите режим "Сканирование участка" и прикоснитесь щупом координатно-измерительной машины к первой точке в требуемом исходном положении.
- Значение координат этой точки будет отображено в пункте "#1" диалогового окна "Граничная точка".
- Коснитесь второй точки, которая представляет собой конечную точку первого направления сканирования, и значение ее координат отобразится в пункте "d" диалогового окна.
- Коснитесь третьей точки, которая представляет собой ширину отсканированного участка, и значение ее координат отобразится в пункте "#3" диалогового окна.
- Нажмите "3" и выберите "Добавить", чтобы добавить четвертую точку в список.
- Коснитесь конечной точки, и диалоговое окно закроется.
- Наконец, определите расстояние между линиями сканирования и длину шага в обоих направлениях.
- Выбрав тип сканирующего касания и необходимые параметры, нажмите "Создать".
(3) Режим модели поверхности CAD:
- Этот метод сканирования применим только к заготовкам с CAD-моделью поверхности.
- Выберите режим "Сканирование заплат" и щелкните левой кнопкой мыши рабочую поверхность CAD.
- Выделите "1" в диалоговом окне "Граничная точка" и щелкните левой кнопкой мыши точку начала сканирования на поверхности.
- Выделите "d" и нажмите на поверхность, чтобы определить точку направления.
- Нажмите на поверхность, чтобы задать ширину сканирования (#2).
- Щелкните по поверхности, чтобы задать ширину сканирования (#3).
- Нажмите "3", выберите "Добавить", добавьте дополнительную точку "4", выделите "4", нажмите, чтобы определить конечную точку сканирования, и закройте диалоговое окно.
- Определив шаги в обоих направлениях и выбрав необходимые опции, нажмите "Создать".
4. Сканирование секций
Режим сканирования сечений применим только к заготовкам с CAD-моделью поверхности.
Он позволяет сканировать определенный участок заготовки.
Сканируемый участок может располагаться вдоль оси X, Y или Z или под определенным углом к координатной оси.
Можно выполнять сканирование нескольких секций, задавая размер шага.
В диалоговом окне можно задать граничную точку развертки сечения.
Нажав кнопку преобразования "Вырезать CAD", вы можете найти любые отверстия в CAD-модели поверхности и определить их граничную линию таким же образом, как и при сканировании по открытой линии.
Программа PC DMIS автоматически настроит траекторию сканирования, чтобы избежать отверстий в CAD-модели поверхности.
Чтобы разрезать CAD-модель поверхности по заданной пользователем поверхности, выполните следующие действия:
- Введите параметр "Граничная точка".
- Войдите в поле "Выбор элемента CAD".
- Выберите поверхность.
- Выберите опцию "Вырезать CAD", не снимая флажок "Выбор элементов CAD".
На этом этапе программа PC DMIS разрежет выбранную поверхность, чтобы найти все отверстия.
Если в CAD-модели поверхности не определены отверстия, нет необходимости выбирать опцию "Cut CAD". В этом случае PC DMIS выполнит сканирование в соответствии с заданными начальной и конечной граничными точками.
Для сложной CAD-графики с несколькими поверхностями различные поверхности могут быть разделены на группы. Количество групп ограничено локальными моделями поверхностей CAD.
5. Сканирование по периметру
Метод сканирования по периметру применим только к заготовкам с CAD-моделью поверхности.
Этот режим сканирования использует математическую модель CAD для расчета траектории сканирования, которая смещается от границы или внешнего контура на выбранное пользователем расстояние.
Чтобы создать граничное сканирование, выполните следующие действия:
- Сначала выберите опцию "Сканирование границ".
- Если это сканирование внутренних границ, выберите "Сканирование внутренних границ" в диалоговом окне.
- При выборе рабочей поверхности запустите флажок "Выбрать", выделите каждую выбранную поверхность и выйдите из флажка после выбора всех нужных поверхностей.
- Щелкните на поверхности, чтобы определить начальную точку сканирования.
- Нажмите на ту же поверхность, чтобы определить точку направления сканирования.
- Щелкните на поверхности, чтобы определить конечную точку сканирования. Если конечная точка не указана, в качестве конечной точки будет использоваться начальная точка.
- Введите соответствующие значения в поле редактирования "Структура сканирования" (включая "Добавленная стоимость", "Допуск CAD" и т. д.).
- Выберите опцию "Рассчитать границу", чтобы рассчитать границу сканирования.
- Убедившись в правильности значения отклонения, нажмите кнопку "Generate Measuring Point". Программа PC DMIS автоматически рассчитает теоретическое значение сканирования.
- Нажмите кнопку "Создать".
6. Точки приложения
(1) Чтобы повысить точность сбора данных и эффективность измерений, важно выбрать подходящий режим сканирования в зависимости от конкретных характеристик и требований к моделированию измеряемой детали.
(2) The зажим Положение заготовки должно быть тщательно спланировано, чтобы облегчить процесс измерения и перемещение датчика. Чтобы обеспечить точность моделирования, постарайтесь расположить датчик так, чтобы он завершал сканирование всех объектов одновременно при зажиме заготовки.
(3) Выбор точек измерения при сканировании должен включать ключевые точки геометрической информации о контуре заготовки, а точки измерения должны быть добавлены соответствующим образом на участках со значительными изменениями кривизны.
8. Управление данными
1. Преобразование данных
Задачи и требования к преобразованию данных:
(1) Преобразуйте формат данных измерений в формат IGES, распознаваемый программным обеспечением САПР, и сохраните его с именем продукта или именем, заданным пользователем, после объединения.
(2) Данные с различными продуктами, различными атрибутами и различным позиционированием, которые могут привести к путанице, должны храниться в отдельных файлах и должны быть организованы и разделены в файлах IGES.
Преобразование данных выполняется системой обработки данных координатных измерений.
Способ работы см. в руководстве пользователя программного обеспечения.
2. Переезд и интеграция
История применения
В процессе съемки и картографирования изделий часто по разным причинам невозможно измерить геометрические данные изделия в одной и той же системе координат.
Первая причина заключается в том, что размер изделия превышает ход измерительной машины.
Вторая причина заключается в том, что измерительный щуп не достает до противоположной стороны изделия.
Третья причина - отсутствие данных после снятия заготовки и необходимость повторного измерения.
В таких случаях необходимо измерять каждую часть изделия в разных состояниях позиционирования (т.е. в разных системах координат), что называется измерением перемещения изделия.
При моделировании данные из разных систем координат в разных состояниях позиционирования должны быть преобразованы в одну систему координат, что называется интеграцией данных о перемещении.
Для сложных или больших моделей в процессе измерения часто требуется несколько измерений позиционирования.
Окончательные данные измерений должны быть перемещены и интегрированы несколько раз в соответствии с определенным маршрутом преобразования, чтобы преобразовать данные, измеренные при каждом позиционировании, в данные измерений при общем эталоне позиционирования.
Принцип интеграции переселения
Имеется расхождение между данными измерений после перемещения (перемещения) детали и данными измерений до перемещения.
Чтобы интегрировать перемещенные данные измерений в данные до перемещения, необходимо создать форму, которая может быть измерена как до, так и после перемещения на заготовке (называемую эталоном перемещения). Если результаты измерений формы после перемещения совпадают с результатами измерений до перемещения посредством ряда преобразований, перемещенные данные измерений могут быть интегрированы в данные до перемещения.
Контрольная точка переезда служит связующим звеном в интеграции данных о переезде.
ПИД-регулирование расшифровывается как пропорциональное, интегральное и дифференциальное управление.
Параметр P:
Процесс реакции системы на ошибку положения может быть определен путем анализа взаимосвязи между устойчивостью, жесткостью системы и ошибкой позиционирования.
Меньшее значение указывает на более стабильную систему с меньшими колебаниями, но с более слабой жесткостью и большей ошибкой позиционирования.
С другой стороны, более высокое значение приводит к лучшей жесткости и меньшей ошибке позиционирования, но система может испытывать колебания.
I Параметр:
Контроль статической ошибки позиционирования, вызванной трением и нагрузкой, определяется зависимостью между значением контроля и временем прибытия в теоретическое положение.
Меньшее значение приводит к увеличению времени прибытия.
Большее значение увеличивает вероятность колебаний в теоретическом положении.
Параметр D:
Этот параметр обеспечивает стабильность и демпфирование системы, предотвращая чрезмерное изменение ошибки.
Меньшее значение приводит к более быстрой реакции системы на ошибку положения.
Большее значение приводит к замедлению реакции системы.
9. Ежедневное обслуживание
Чтобы предотвратить "синдром праздника", необходимо изменить режим управления ШМ.
КИМ состоит из сложных компонентов, включая механические части, электрические элементы управления и компьютерные системы.
Чтобы продлить срок службы КИМ, важно правильно обслуживать ее при измерении деталей.
Ниже описывается базовое обслуживание КИМ с трех точек зрения.
Механические части
В координатно-измерительной машине (КИМ) имеются различные типы механических компонентов. Для обеспечения надлежащего функционирования важно проводить ежедневное техническое обслуживание как системы трансмиссии, так и компонентов системы воздушного контура.
Частота технического обслуживания должна определяться в зависимости от условий эксплуатации КИМ. В помещениях для тонких измерений с оптимальными условиями рекомендуется проводить регулярное техническое обслуживание каждые три месяца. Однако в помещениях с высоким уровнем запыленности или там, где температура и влажность не соответствуют требованиям для правильной работы, техническое обслуживание следует проводить ежемесячно.
Для регулярного обслуживания измерительных машин необходимо понимать факторы, влияющие на них:
Влияние сжатого воздуха на измерительную машину
Выбирая подходящий воздушный компрессор, рекомендуется установить дополнительный воздушный резервуар. Это повысит долговечность и стабильность давления в воздушном компрессоре.
Важно, чтобы начальное давление воздушного компрессора было выше, чем требуемое рабочее давление.
При запуске оборудования рекомендуется сначала активировать воздушный компрессор, а затем включить электропитание.
Влияние масла и воды на измерительную машину
Сжатый воздух имеет решающее значение для бесперебойной работы измерительной машины, поэтому очень важно правильно обслуживать воздушный контур.
Следующие задачи должны выполняться регулярно:
- Перед ежедневным использованием измерительной машины осмотрите трубы и фильтры и слейте воду и масло из фильтра и воздушного компрессора/воздушного бака.
- Очищайте фильтрующие элементы прилагаемого фильтра и фильтра предварительной очистки не реже одного раза в три месяца.
- Сократите интервал, если качество воздуха плохое. Со временем масляные загрязнения могут засорить фильтрующие элементы, снизив фактическое рабочее давление воздуха в измерительной машине и нарушив ее нормальную работу.
- Необходимо регулярно очищать фильтрующие элементы.
- Ежедневная протирка направляющей для удаления масляных пятен и пыли поможет сохранить направляющую воздушного плавания в хорошем рабочем состоянии.
Для защиты направляющих рельсов измерительной машины необходимо придерживаться правильных правил работы
Для обеспечения безопасности направляющей подложите под нее тканевую или резиновую подкладку.
После работы или завершения обработки деталей обязательно очистите направляющую.
Во время использования измерительной машины старайтесь поддерживать постоянную температуру окружающей среды в измерительной комнате, как и во время калибровки.
Помните, что электрооборудование, компьютеры и персонал выделяют тепло. Во время установки расположите электрооборудование, компьютеры и т.д. на достаточном расстоянии от измерительной машины.
Строго контролируйте измерительную комнату и минимизируйте присутствие дополнительного персонала.
Управление рабочей средой для высокоточных измерительных машин должно быть особенно строгим.
Влияние направления ветра кондиционера на температуру измерительной машины
Для кондиционирования воздуха в измерительной комнате лучше всего выбрать кондиционер с переменной частотой.
Кондиционер с переменной частотой обладает отличными энергосберегающими возможностями и, что особенно важно, способностью регулировать температуру. При нормальной производительности он может регулировать температуру в пределах ±1 ℃.
Обратите внимание, что воздух из кондиционера не может быть температурой 20 ℃ и не должен быть направлен прямо на измерительную машину. Чтобы избежать этого, направление ветра может быть перенаправлено к стене или в сторону, что приведет к большой разнице температур в помещении.
Кондиционер следует устанавливать планово, направляя воздух в основную зону помещения. Направление ветра должно быть восходящим, чтобы создать большой цикл (не в сторону измерительной машины) и максимально сбалансировать температуру в помещении.
Если это возможно, можно установить воздуховод для подачи воздуха в верхнюю часть помещения через двухслойные пластины с отверстиями, а выход обратного воздуха - в нижней части помещения. Это создаст неравномерный воздушный поток и сделает контроль температуры в измерительной комнате более эффективным.
Влияние времени включения кондиционера на температуру в машинном зале
Вы должны включать систему кондиционирования воздуха на своем рабочем месте каждое утро и выключать ее в конце дня.
После того как температура в комнате ожидания стабилизируется в течение примерно четырех часов, точность измерительной машины также станет стабильной.
Однако такой порядок работы значительно снижает эффективность измерительной машины, что не позволяет гарантировать точность как зимой, так и летом.
Это также окажет существенное влияние на нормальную стабильность измерительной машины.
Влияние структуры машинного отделения на температуру в машинном отделении
Для поддержания постоянной температуры в помещении измерительной машины необходимо принять меры по теплоизоляции.
Если в доме есть окна, следует установить стеклопакеты и избегать попадания прямых солнечных лучей.
Использование переходной комнаты поможет снизить потери температуры.
Система кондиционирования воздуха в машинном отделении должна быть сопоставима по мощности с системой кондиционирования воздуха в соседних помещениях.
Если машинное отделение слишком большое или слишком маленькое, это создаст трудности с контролем температуры.
В районах с высокой влажностью на юге или во время летнего сезона или сезона дождей на севере внезапное отключение кондиционера может привести к быстрой конденсации водяного пара в воздухе на низкотемпературных деталях и направляющих измерительной машины, что приведет к серьезной коррозии воздушных поплавков и некоторых деталей машины, влияя на срок ее службы.
Чрезмерная влажность также может вызвать коррозию или короткое замыкание в печатных платах компьютеров и систем управления.
Низкая влажность может сильно повлиять на водопоглощение гранита и вызвать деформацию.
Пыль и статическое электричество могут повредить систему управления.
Поэтому влажность в машинном отделении должна контролироваться в пределах 60% ± 5%.
Плохая герметичность и высокая влажность воздуха в помещении для измерительных машин являются основными причинами повышенной влажности.
В районах с повышенной влажностью машинное отделение должно быть более герметичным, а при необходимости следует добавить осушители воздуха.
Чтобы решить эту проблему, следует изменить режим управления с "уборки перед праздниками" на "уборку во время работы", а также включить кондиционер и осушитель воздуха для удаления влаги.
Регулярная очистка компьютера и системы управления от пыли уменьшит или предотвратит возможные проблемы.
Использование стандартных деталей для контроля машин эффективно, но относительно громоздко и может проводиться только периодически.
Более удобным методом является использование репрезентативной детали, составление программы автоматического измерения и проведение нескольких измерений после проверки точности машины.
Результаты могут быть рассчитаны в соответствии со статистическими законами, а также могут быть зарегистрированы разумные значения и диапазон допусков.
Оператор может часто проверять эту деталь, чтобы определить точность станка.
Регулировка баланса оси Z
Баланс оси Z измерительной машины подразделяется на весовой и пневматический, который помогает сбалансировать вес оси Z и обеспечивает ее стабильную работу.
Если случайно сработает реле баланса давления воздуха, ось Z станет несбалансированной.
Чтобы решить эту проблему, выполните следующие действия:
- Поверните измерительное основание на 90 градусов, чтобы предотвратить контакт измерительной головки во время работы.
- Активируйте переключатель "аварийная остановка".
- Один человек должен физически удерживать ось Z и перемещать ее вверх и вниз, чтобы оценить ее баланс.
- Другой человек должен отрегулировать давление воздуха балансировочный клапанВносите небольшие изменения за один раз.
Два человека могут работать вместе, чтобы отрегулировать баланс оси Z до тех пор, пока он не будет чувствовать себя сбалансированным при движении вверх и вниз.
Выключатель конца хода служит для защиты машины и установки ее в исходное положение.
Как правило, переключатель конца хода представляет собой контактный или фотоэлектрический переключатель.
Контактный переключатель может менять положение при ручном нажатии на вал, что приводит к плохому контакту.
Чтобы обеспечить хороший контакт, положение переключателя можно правильно отрегулировать.
При использовании фотоэлектрического выключателя необходимо следить за нормальным положением вставки и регулярно удалять пыль для поддержания его правильной работы.
10. Использование и меры безопасности КИМ
К работе с КИМ допускаются только лица, прошедшие обучение и получившие сертификат на право эксплуатации.
Перед ежедневным запуском машины шкаф управления можно открыть только после того, как давление воздуха в системе питания будет соответствовать требованиям: давление воздуха в системе питания должно быть ≥ 0,65 МПа, а давление воздуха в машине должно быть ≥ 0,4 МПа.
Если высота водонефтяной смеси в тройном стакане для хранения воды превышает 5 мм, воду необходимо слить вручную.
Если давление подачи воздуха в машину нормальное, но давление в триплете не может быть отрегулировано до нормального значения, необходимо заменить фильтрующий элемент.
Рабочая среда для КИМ должна иметь температуру 20 ± 2°C и относительную влажность 40-75%.
Регулируемый источник питания должен иметь выходное напряжение 220 ± 10 В.
Запрещается класть какие-либо предметы на направляющие машины.
Не прикасайтесь руками к рабочей поверхности направляющей шины.
Перед ежедневным запуском станка очищайте поверхность направляющих для трех осей с помощью высокотканой хлопчатобумажной ткани, смоченной в безводном спирте, и эксплуатировать станок можно только после того, как поверхность направляющих высохнет.
Не используйте спирт для очистки окрашенной поверхности или решетчатой линейки.
Последовательность запуска следующая:
- Включите блок питания
- Включите общий источник воздуха
- Включите холодную сушилку
- Включите воздушный клапан
- Включите питание шкафа управления
- Включите контроллер пьедестала
- Включите двигатель, когда горит индикатор рабочего блока (кнопка аварийного останова должна быть отпущена)
- После завершения самопроверки системы запустите измерительное программное обеспечение, обнулите три оси (идите домой) и войдите в нормальное рабочее состояние после автоматического завершения.
После каждого ввода в эксплуатацию машину необходимо вернуть в нулевую точку.
Перед возвратом в нулевую точку переместите зонд в безопасное место, чтобы убедиться в отсутствии препятствий во время сброса и движения вверх по оси Z.
При замене зонда используйте специальные инструменты, входящие в комплект поставки машины, и откалибруйте новый зонд:
- Запустите программное обеспечение перед открытием программы измерения (рекомендуемый метод)
- Если измерительное программное обеспечение включено, нажмите клавишу аварийного отключения на панели управления и включите ее после замены.
Если появится диалоговое окно с сообщением об ошибке зонда, закройте его (или введите 100.0.0.1 в колонке ввода веб-адреса, чтобы просмотреть историю ошибок и сообщение). Это сообщение будет автоматически удалено при следующем запуске.
При ручном управлении нажмите медленную клавишу при приближении к точке отбора проб.
При вращении зонда, калибровке зонда, автоматической замене зонда или выполнении любых других операций убедитесь, что на пути движения зонда нет препятствий.
Если программа не используется или не запрограммирована, установите скорость на блоке управления на 0.
При первой работе программы снизьте скорость до 10-30% и проконтролируйте, соответствует ли дорожка работы требованиям.
При перемещении и размещении заготовок сначала переместите датчик в безопасное положение и убедитесь, что заготовки не ударяются о рабочий стол, особенно о поверхность направляющих станка.
Последовательность выключения следующая:
- Переместите ось Z в левую, переднюю и верхнюю части машины и поверните угол наклона датчика в положение A0B0.
- Очистите рабочую поверхность.
- Отключите контроллер тумбы, питание шкафа управления, воздушный клапан, осушитель, основной источник воздуха и силовой блок в таком порядке.
Стальные стандартные шары, которые не используются в течение длительного периода времени, следует смазать маслом, чтобы предотвратить появление ржавчины.
При закреплении заготовки с вкладышем на гранитной рабочей поверхности момент затяжки не должен превышать 20 Нм.
При обнаружении любых ненормальных условий (за исключением сообщений об ошибках, связанных с заменой датчика) запишите информацию об ошибке, отображаемую программным обеспечением, свяжитесь с отделом технического обслуживания Hexcon по факсу или телефону и не выполняйте проверку или техническое обслуживание без указания и разрешения.
Не устанавливайте на компьютер программное обеспечение, не относящееся к трем координатам, чтобы обеспечить надежную работу системы.
Кондиционер должен работать 24 часа в сутки, а его обслуживание необходимо проводить осенью, чтобы обеспечить нормальную работу трех координат.
Часто задаваемые вопросы о машине CMM
Что такое КИМ?
Трехкоординатной измерительной машиной принято называть измерительную систему, определяющую трехмерные координаты точек поверхности заготовки за счет относительного перемещения системы датчиков и заготовки.
Он также известен как координатно-измерительная машина (КИМ) или трехкоординатный измерительный прибор.
Оказывает ли температура большое влияние на результаты измерений КИМ?
КИМ - это сложная измерительная система, сочетающая в себе свет, машины, электричество, компьютер и технологию управления, а значит, существует множество факторов, которые могут повлиять на погрешность результатов измерений.
Однако для средних и малых координатных систем основным фактором, влияющим на погрешность результатов измерений, является отклонение температуры окружающей среды от стандартной температуры измерения (20°C). Для достижения точных результатов измерения координат необходимо строго контролировать температуру окружающей среды в пределах диапазона, указанного в инструкции к координатной машине.
Какие элементы КИМ необходимо калибровать и каков интервал повторной калибровки?
В настоящее время стандартом калибровки по трем координатам является спецификация калибровки координатно-измерительных машин JJF1064-2000, в которой указано, что элементами калибровки являются погрешность индикации измерения длины и погрешность определения.
Рекомендуется проводить калибровку раз в год.
Когда КИМ нуждается в калибровке 21 погрешности?
Погрешность по 21 точке является основой точности КИМ, и ее калибровка является сложной.
Несмотря на то, что это не указано в стандарте, калибровка 21-точечной погрешности необходима при следующих обстоятельствах: при приемке нового станка, когда результат калибровки погрешности измерения длины выходит за пределы допустимого диапазона, после перемещения координатной машины и после ремонта координатной машины.