Вы когда-нибудь задумывались, как листогибочный станок добивается таких точных изгибов? В этой статье мы исследуем увлекательный мир осей листогибочного пресса, раскрывая секреты их роли и функций. Узнайте, как овладение этими осями может поднять вашу металлообработку на новый уровень точности и эффективности. Приготовьтесь раскрыть механику, которая делает возможными идеальные изгибы!
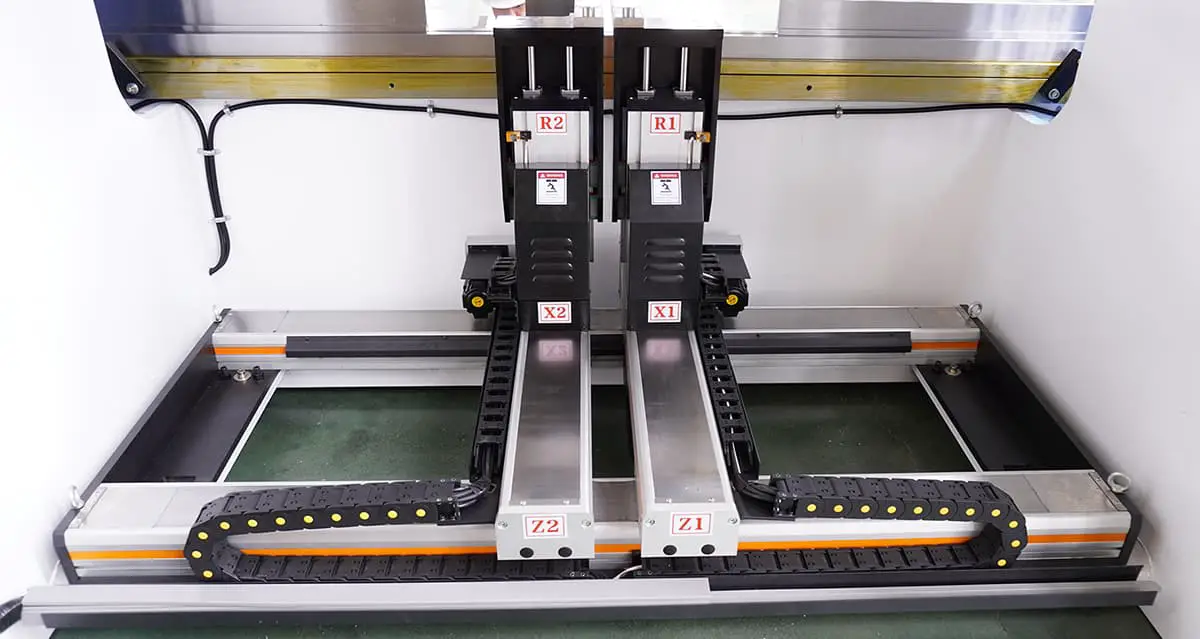
Для достижения оптимальной эффективности и точности при работе листогибочного пресса необходимо знать все об осях станка. Каждая ось, обозначаемая буквами или цифрами, такими как X, R, V, Y1, Y2, Z1 и Z2, играет определенную роль в процессе гибки. Владение этими осями позволяет операторам выполнять сложные гибы с высокой точностью и повторяемостью.
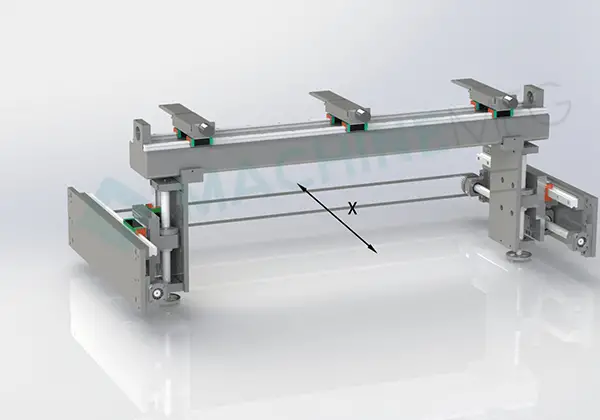
Ось X управляет горизонтальным положением заднего калибра - важнейшего компонента для выравнивания заготовки. Регулируя ось X, операторы могут точно установить длину гиба и обеспечить последовательное позиционирование материала. Эта ось является основополагающей для достижения точности размеров конечного продукта.
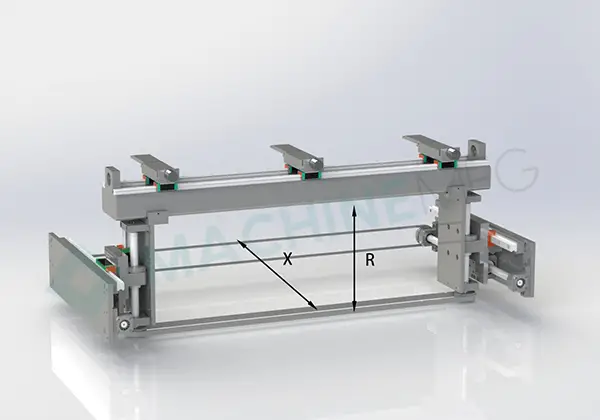
Ось R управляет вертикальным перемещением заднего калибра. Она позволяет точно регулировать высоту гиба, учитывая изменения толщины материала или желаемые углы изгиба. Ось R необходима для поддержания постоянства изгиба нескольких деталей и адаптации к различным свойствам материала.
Ось V связана с шириной отверстия штампа, что является решающим фактором при определении необходимого усилия гибки. Правильная регулировка оси V в сочетании с выбором штампа обеспечивает оптимальное распределение усилия в процессе гибки. Это минимизирует обратную пружину, снижает риск перегиба и способствует повышению общего качества гиба.
Оси Y1 и Y2 управляют синхронным или независимым движением ползуна (верхней балки) листогибочного пресса. Эти оси отвечают за точность и параллельность гибки. Благодаря точной настройке Y1 и Y2 операторы могут компенсировать отклонение станка, обеспечить равномерное распределение давления по заготовке и добиться постоянных углов изгиба даже для длинных деталей.
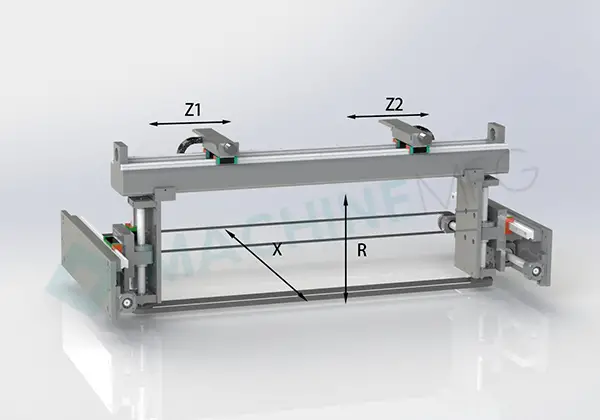
Оси Z1 и Z2 управляют боковым перемещением пальцев заднего калибра. Эта функция позволяет выполнять сложные манипуляции с деталями, позволяя операторам создавать несколько изгибов на одной заготовке без ручного изменения положения. Регулировка по оси Z очень важна для производства деталей с различной длиной фланцев или асимметричных конструкций.
Усовершенствованные листогибочные прессы могут включать дополнительные оси, например ось D для регулировки короны или ось W для вспомогательного перемещения заднего калибра. Эти дополнительные оси повышают универсальность и точность станка, позволяя выполнять более сложные операции гибки и улучшать качество деталей.
Взаимодействие между этими осями необходимо для оптимизации работы листогибочного пресса. При настройке каждой оси операторы должны учитывать такие факторы, как свойства материала, геометрию детали и требуемые допуски. Современные листогибочные прессы с ЧПУ часто оснащаются автоматизированным управлением осями, однако глубокое понимание функций осей по-прежнему имеет решающее значение для программирования, устранения неполадок и достижения превосходных результатов гибки.
Используя все возможности этих осей, операторы могут значительно повысить производительность, снизить количество брака и изготавливать сложные детали с исключительной точностью. Такой всеобъемлющий контроль над процессом гибки является ключом к соблюдению жестких допусков современного производства и сохранению конкурентных преимуществ в прецизионном изготовлении листового металла.
Что такое ось листогибочного пресса?
Ось листогибочного пресса - это управляемое движение и функциональные компоненты внутри листогибочный станок, управляемые контроллером станка. Этот термин охватывает различные степени свободы и операционные элементы, которые позволяют выполнять точные операции гибки и формовки.
Оси листогибочного пресса обычно обозначаются в зависимости от их пространственной ориентации в системе координат станка. Однако некоторые движения и функциональные компоненты могут быть названы в соответствии с отраслевыми соглашениями или международными стандартами, чтобы обеспечить последовательность и ясность в работе различных производителей и регионов.
Конфигурация осей в листогибочном прессе с ЧПУ подбирается в соответствии с конкретными технологическими требованиями к изготовлению заготовок. К числу распространенных осей относятся:
Ось X: Управляет позиционированием бэкгауза спереди назад
Ось R: Регулирует высоту пальцев обратного калибра
Ось Z: Обеспечивает боковое перемещение пальцев бэкгауза
Система венцов с ЧПУ: Компенсирует отклонение балки
Bombé (система защиты от прогиба): Обеспечивает постоянный угол изгиба по всей длине заготовки
Современные листогибочные прессы с ЧПУ могут оснащаться дополнительными осями для повышения точности и универсальности, например:
Delta X: точная настройка положения отдельных пальцев заднего калибра
Вспомогательные оси: Управление специализированной оснасткой или системами перемещения материалов
Понимание функций и взаимодействия этих осей имеет решающее значение для оптимизации работы листогибочного пресса, достижения высокоточных изгибов и максимальной эффективности производства в процессах изготовления листового металла.
Типы осей листогибочных прессов
Ось листогибочного пресса
Листогибочные прессы используют несколько осей для управления различными аспектами процесса гибки. Каждая ось выполняет определенную функцию для достижения точной и аккуратной формовки металла. Основные оси и их функции представлены ниже:
Ось Y: управляет вертикальным перемещением плунжера. Обычно разделяется на оси Y1 и Y2:
Y1: управляет левой стороной плунжера
Y2: управляет правой стороной плунжера Эти оси имеют решающее значение для определения угла изгиба и поддержания параллельности.
Ось X: регулирует положение заднего калибра, контролируя глубину изгиба. Часто включает в себя:
X: Основное движение задней колеи (спереди назад)
X1 и X2: индивидуальное управление левым и правым стопорными пальцами
Ось R: регулирует высоту пальцев заднего калибра. Может включать в себя:
R: Регулировка общей высоты
R1 и R2: Индивидуальный контроль высоты левого и правого пальцев
Ось Z: управляет боковым движением пальцев заднего калибра. Может включать в себя:
Z: Общее боковое перемещение
Z1 и Z2: независимое позиционирование пальцев слева и справа
Ось V: управляет компенсацией прогиба, что очень важно для поддержания постоянных углов изгиба по всей длине заготовки. Два основных метода:
Управление положением: Применяет заранее определенную компенсацию на основе рассчитанных кривых отклонения
Контроль давления: Динамическая регулировка нескольких компенсационных цилиндров в зависимости от силы изгиба
Дополнительные оси могут включать:
T1 и T2: Сервоуправляемые рычаги поддержки материалов
X': Усовершенствованное позиционирование заднего калибра, используется в сочетании с Z1 и Z2 для сложных геометрических форм деталей
Оси Y1, Y2 и V являются основными для всех листогибочных станков с ЧПУ, а конфигурация осей заднего калибра и поддержки материала может быть изменена в зависимости от конкретных производственных требований.
Точность осей, особенно Y1, Y2 и V, существенно влияет на качество конечной детали, воздействуя как на точность угла изгиба, так и на общую прямолинейность. Однако важно отметить, что для тонких листов (< 3 мм) такие свойства материала, как допуск на толщину, однородность и направление прокатки, также играют решающую роль в достижении точных изгибов.
При выборе конфигурации листогибочного пресса производители должны тщательно проанализировать свои производственные потребности, сложность деталей и требуемую точность, чтобы определить оптимальную установку оси для конкретного применения.
Что означает ось 3+1, 4+1, 6+1, 8+1?
В контексте листогибочного оборудования под осью "+1" обычно подразумевается ось короны, обозначаемая как ось V. Эта ось имеет решающее значение для компенсации прогиба балки и обеспечения равномерного изгиба заготовки. Оси Y1 и Y2 управляют вертикальным перемещением левого и правого гидроцилиндров независимо друг от друга, что позволяет точно позиционировать плунжер и регулировать параллельность.
Числовые конфигурации 3+1, 4+1, 6+1 и 8+1 осей представляют собой все более сложные системы листогибочных станков, каждая из которых обеспечивает улучшенное управление и универсальность:
3+1 ось: Y1, Y2, X, +V
Y1 - Ось Y1 управляет вертикальным перемещением левой части верхнего штампа относительно поверхности заготовки. Эта ось точно управляет подъемом и опусканием левой части верхнего штампа, обеспечивая точное приложение гибочного усилия и поддержание правильного выравнивания в процессе формовки.
Y2 - Ось Y2 управляет вертикальным перемещением правой части верхнего штампа относительно поверхности заготовки. Работая в тандеме с Y1, эта ось обеспечивает синхронное управление правой частью верхнего штампа, что позволяет равномерно распределять давление и при необходимости выполнять конические изгибы.
X - Ось X направляет горизонтальное положение заднего калибра относительно центральной линии нижнего штампа. Эта ось обеспечивает точную укладку материала, управляя перемещением заднего калибра вперед и назад, что очень важно для достижения точного расположения изгибов и поддержания постоянной длины фланцев на нескольких деталях.
V - Ось V, часто называемая вспомогательной или "плюсовой" осью, регулирует вертикальную настройку нижнего штампа относительно поверхности заготовки. Эта ось обеспечивает тонкую настройку отверстия штампа, позволяя получить оптимальные углы изгиба, компенсировать откат материала и адаптироваться к различной толщине материала без замены оснастки.
4+1 ось: Y1, Y2, X, R, +V
Y1 - Ось Y1 регулирует вертикальное смещение левой стороны верхнего штампа относительно поверхности заготовки. Эта ось точно контролирует высоту левой стороны при движении листогибочного пресса вверх и вниз, обеспечивая точное приложение гибочного усилия и параллельность с осью Y2 для обеспечения постоянных углов изгиба по всей заготовке.
Y2 - Ось Y2 управляет вертикальным перемещением правой стороны верхнего штампа относительно поверхности заготовки. Работая в тандеме с Y1, эта ось поддерживает ровность верхнего штампа и контролирует высоту правой стороны на протяжении всего цикла гибки, что очень важно для достижения равномерного распределения давления и качества гиба по всей длине заготовки.
X - Ось X направляет горизонтальное положение заднего калибра относительно центральной линии нижнего штампа. Эта ось обеспечивает точное размещение заготовки, управляя перемещением заднего калибра вперед и назад, что позволяет точно позиционировать линию гиба и выполнять сложные многогибочные операции с жесткими допусками.
R - Ось R регулирует вертикальное положение заднего калибра относительно нижней поверхности штампа. Контролируя высоту заднего калибра, эта ось позволяет учитывать различную толщину материала и геометрию изгиба, обеспечивая постоянную длину фланца и позволяя изготавливать детали со ступенчатым или коническим профилем.
V - Ось V, часто рассматриваемая как дополнительная ось, управляет вертикальным перемещением нижнего штампа относительно рабочей поверхности. Эта ось позволяет точно настроить зазор между штампами, что очень важно для оптимизации распределения изгибающего усилия, минимизации пружинящего отката и приспособления к различным свойствам и толщинам материала без изменения положения верхнего штампа.
6+1 ось: Y1, Y2, X, R, Z1, Z2, +V
Y1 - ось Y1 регулирует вертикальное смещение левой стороны верхнего штампа относительно поверхности заготовки. Эта ось точно контролирует высоту левой стороны при движении штампа вверх и вниз, обеспечивая точное приложение гибочного усилия и равномерное распределение давления по заготовке.
Y2 - ось Y2 управляет вертикальным перемещением правой стороны верхнего штампа относительно поверхности заготовки. Работая в тандеме с Y1, эта ось обеспечивает синхронное управление высотой правой стороны, позволяя точно регулировать параллельность и компенсировать возможный прогиб при гибке.
Ось X - ось X управляет горизонтальным перемещением заднего калибра относительно центральной линии нижнего штампа. Эта ось обеспечивает точное позиционирование материала, управляя движением заднего калибра вперед и назад, что крайне важно для достижения стабильного расположения изгибов и сохранения точности размеров сложных деталей.
Ось R - ось R управляет вертикальным позиционированием заднего калибра относительно нижней поверхности штампа. Управляя высотой заднего калибра, эта ось обеспечивает адаптивное позиционирование при различной толщине материала и геометрии изгиба, гарантируя оптимальную поддержку и выравнивание в процессе гибки.
Z1 - ось Z1 регулирует боковое перемещение левой стороны заднего калибра. Эта ось позволяет независимо регулировать положение левого пальца, обеспечивая асимметричное позиционирование детали и облегчая создание сложных последовательностей изгибов при изготовлении листового металла.
Z2 - ось Z2 управляет боковым перемещением правой стороны заднего калибра. Работая в паре с Z1, эта ось обеспечивает гибкие возможности позиционирования правого пальца, позволяя точно выравнивать заготовки неправильной формы и изготавливать детали различной ширины.
V - ось V управляет вертикальной регулировкой нижнего штампа относительно рабочей поверхности. Эта ось обеспечивает точную настройку угла гибки путем изменения эффективного отверстия штампа, что позволяет компенсировать упругость материала и способствует получению острых и тупых углов с высокой точностью.
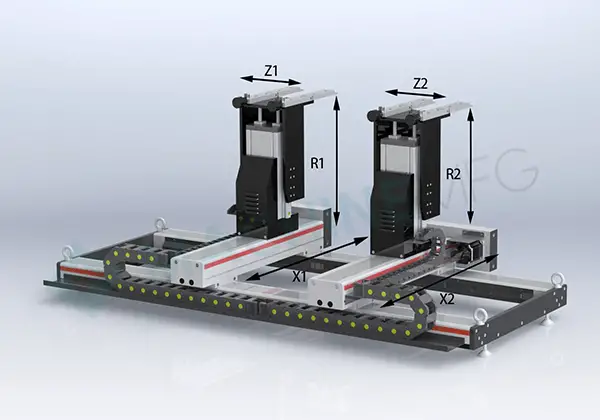
8+1 ось: Y1, Y2, X1, X2, R1, R2, Z1, Z2, +V
Y1 - Ось Y1 регулирует вертикальное смещение левой стороны верхнего штампа относительно поверхности заготовки. Эта ось точно контролирует высоту левой стороны во время цикла гибки, обеспечивая точное и равномерное распределение давления при формовке.
Y2 - Ось Y2 управляет вертикальным перемещением правой стороны верхнего штампа относительно поверхности заготовки. Работая в тандеме с Y1, эта ось обеспечивает синхронное или дифференциальное перемещение штампа, что очень важно для создания сложных изгибов или компенсации упругости материала.
X1 - Ось X1 управляет горизонтальным положением левой стороны заднего калибра относительно нижнего штампа. Эта ось способствует точному размещению заготовки, обеспечивая точность линий изгиба и повторяемость при многоэтапных операциях формовки.
X2 - Ось X2 направляет горизонтальное перемещение правой стороны заднего калибра относительно нижнего штампа. В сочетании с X1 она позволяет выполнять независимую или синхронизированную регулировку калибров, что очень важно для обработки асимметричных деталей или фланцев разной длины.
R1 - Ось R1 управляет вертикальной регулировкой левого заднего калибра относительно нижней поверхности штампа. Эта ось позволяет динамически изменять высоту, что очень важно для многогибочных последовательностей и приспособления к различной толщине материала без перенастройки.
R2 - Ось R2 управляет вертикальным положением правого заднего калибра относительно нижней поверхности штампа. Дополняя R1, она обеспечивает независимую регулировку высоты калибра, что очень важно для создания сложных профилей или компенсации отклонений материала.
Z1 - Ось Z1 управляет боковым перемещением левой стороны заднего калибра. Эта ось облегчает точное позиционирование деталей различной ширины и позволяет создавать конические или нелинейные изгибы при использовании в сочетании с Z2.
Z2 - Ось Z2 управляет боковым перемещением правой стороны заднего калибра. В сочетании с осью Z1 она обеспечивает динамическую регулировку ширины, что очень важно для обработки деталей с различными размерами или создания специальных геометрий изгибов.
V - Ось V управляет вертикальным положением нижнего штампа относительно рабочей поверхности. Эта ось позволяет точно настроить угол гибки, компенсировать износ инструмента и облегчить быструю замену штампа, повышая общую гибкость и эффективность процесса.
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Внимание всем любителям металлообработки! Вы устали гадать, какой тоннаж выбрать для вашего листогибочного пресса? Не останавливайтесь на достигнутом! В этой статье мы погрузимся в мир прессов...
Операторы листогибочных прессов играют важнейшую роль в формировании окружающего нас мира, но их работа не лишена риска. В этой статье мы рассмотрим основные советы по технике безопасности от промышленных...
Ваш листогибочный инструмент слишком быстро изнашивается? В этой статье рассматриваются основные методы ремонта, позволяющие продлить срок службы инструментов и обеспечить оптимальную производительность листогибочного...
Вы когда-нибудь задумывались о происхождении термина "листогибочный станок"? В этой увлекательной статье блога мы отправимся в увлекательное путешествие по истории, чтобы раскрыть причины возникновения...
Вы когда-нибудь задумывались, как листовой металл мастерски сгибается в замысловатые формы? В этой статье рассматриваются шесть типов процессов гибки на листогибочных прессах: гибка на фальце, обтирка, воздушная гибка, доводка, чеканка и трехточечная гибка. Вы...
В огромном мире производства одно оборудование стоит особняком: листогибочный пресс. Благодаря своей способности сгибать и придавать форму металлу с точностью и силой, он стал незаменимым...
Вы когда-нибудь задумывались, что обеспечивает бесперебойную работу листогибочного станка с ЧПУ? Ответ кроется в гидравлическом масле. Эта незаменимая жидкость обеспечивает оптимальную производительность и долговечность станка. В нашей статье...
Правильный ремонт гидравлического цилиндра листогибочного пресса имеет решающее значение для поддержания производительности и безопасности машины. Гидравлический цилиндр обычно состоит из поршня, гильзы, штока и винта.....
Вы когда-нибудь сталкивались с проблемой установки правильной длины хода листогибочного пресса? Многие операторы делают это, часто прибегая к методу проб и ошибок. Эта статья упрощает процесс, предоставляя четкую формулу для расчета...