Что делает сварку медных шин такой важной и в то же время сложной? В этой статье рассматриваются высокая электропроводность, тепловые свойства и особые методы сварки, необходимые для медных шин в энергетическом строительстве. От понимания термического растрескивания до освоения методов сварки TIG - в статье представлено исчерпывающее руководство по достижению оптимальных результатов сварки. Узнайте о тонкостях сварочных материалов, предварительной подготовке к сварке и ключевых параметрах процесса, которые обеспечивают высокое качество сварных швов, устанавливая новый стандарт в технологии сварки.
Сварка медных шин не распространена в энергетическом строительстве нашей компании из-за высоких требований и сложности. Однако для электрических шин на угольной электростанции были выбраны медные шины, обладающие превосходной электропроводностью.
После проведения сварочных экспериментов и применения сварки на изделиях, сварочный филиал в основном освоил технологию сварки медных шин, заложив основу для будущей сварки медных шин в нашей компании и продвинув нашу технологию сварки на новый уровень.
1. Характеристики и процесс сварки медных шин
Соединение медных шин на электростанциях осуществляется в основном двумя способами: болтовым креплением и сваркой. Медь обладает отличной электропроводностью, теплопроводностью, жаропрочностью и пластичностью. Промышленная чистота меди составляет не менее 99,5% ωcu.
2. Характеристики сварки меди
2.1 Высокая теплопроводность
Теплопроводность чистой меди при комнатной температуре в 8 раз выше, чем у углеродистой стали. Чтобы нагреть заготовку из чистой меди до температуры плавления, требуется большое количество тепла.
Поэтому во время сварки необходим концентрированный источник тепла, иначе тепло будет быстро рассеиваться. При сварке чистой меди заготовку следует предварительно подогреть.
2.2 Высокая чувствительность к термическому растрескиванию
Различные материалы на основе меди всегда содержат определенное количество примесей, образующих низкоплавкую эвтектику. Наличие пленки низкоплавкой эвтектики в затвердевшей заготовке или зоне термического влияния может привести к образованию трещин под сварочным напряжением.
2.3 Высокая склонность к образованию пор
Поры в металле медного шва возникают в основном из-за водорода. Когда чистая медь содержит определенное количество кислорода или когда газ CO растворен в чистой меди, поры также могут быть вызваны водяным паром и реакцией CO с O с образованием газа CO2.
Как правило, поры распределены в центре сварного шва и вблизи линии сплавления.
2.4 Тенденция к ухудшению совместной работы
Во время сварки медь неизбежно подвергается окислению и выгоранию в той или иной степени, что приводит к различным дефекты сварки. Это может привести к снижению прочности, пластичности, коррозионной стойкости и электропроводности. сварное соединение.
В сплаве меди процесс сваркиПри этом размер зерна в сварном шве и зоне термического влияния значительно увеличивается, что в определенной степени влияет на механические свойства соединения.
Для улучшения характеристик соединения важно не только минимизировать тепловые эффекты, но и контролировать содержание примесей в сварном шве, а также модифицировать металл шва путем легирования.
3. Процесс сварки медных шин
3.1 Выбор метода сварки
Хотя для сварки меди обычно используются газовая и ручная сварка вольфрамовым электродом в инертном газе (TIG), в передовой производственной практике предпочтение отдается сварке TIG, обеспечивающей высокое качество и точность изготовления меди.
Ручная сварка TIG, также известная как газовая дуговая сварка вольфрамовым электродом (GTAW), имеет явные преимущества при соединении меди:
Концентрированная подача тепла: Высокофокусированная дуга позволяет точно контролировать зону термического воздействия (HAZ), что крайне важно для сохранения тепловых и электрических свойств меди.
Контроль сварочной ванны: Оператор может манипулировать сварочной ванночкой с большой точностью, что необходимо для достижения равномерного проплавления и профиля шарика при сварке меди, обладающей высокой теплопроводностью.
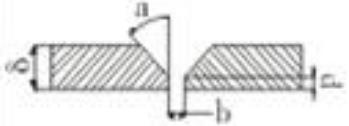
Диапазон толщины: Особенно эффективная для материалов толщиной (δ) ≤ 12 мм, сварка TIG превосходно подходит для тонкой и средней меди, распространенной в электротехнической промышленности и системах отопления, вентиляции и кондиционирования воздуха.
Стабильность дуги: Нерасходуемый вольфрамовый электрод обеспечивает стабильную дугу, что очень важно для поддержания постоянного нагрева и предотвращения дефектов в высокочувствительной к нагреву меди.
Защита инертным газом: Защитный газ аргон или гелий предотвращает окисление, что очень важно для сохранения коррозионной стойкости и электропроводности меди.
Эксплуатационная гибкость: Сварка TIG позволяет создавать различные конфигурации соединений и положения сварки, что позволяет использовать сложные медные узлы.
Чистые сварные швы: В результате процесса образуется минимальное количество брызг и шлака, что позволяет сократить объем послесварочной очистки и сохранить эстетическую привлекательность медных деталей.
Для меди средней толщины (обычно 3-12 мм) сварка TIG особенно выгодна благодаря балансу контроля подачи тепла и возможности проплавления. В специализированных областях применения или для более толстых секций можно рассмотреть возможность использования импульсной TIG или автоматизированных процессов для дальнейшей оптимизации качества и производительности сварки.
3.2 Выбор сварочных материалов
Материалы для сварки меди относятся к сварочной проволоке и флюсам. Заправочная сварочная проволока: При выполнении ручной TIG-сварки необходимо вручную добавлять заправочную сварочную проволоку. Марка и состав сварочной проволоки тесно связаны с технологичностью сварки, механическими свойствами шва и коррозионной стойкостью.
При выборе заполняющей сварочной проволоки в первую очередь необходимо учитывать марку основного металла, толщину листа, структура продукта, и условия строительства.
Поэтому, когда сварка меди шин, выбирается заполняющая сварочная проволока с составом, аналогичным основному металлу. Технические параметры сварка меди проводов приведены в таблице 1.
Припой: Во время аргонодуговая сваркаПоверхность расплавленного металла в бассейне склонна к окислению с образованием оксида меди (Cu2O). Его присутствие часто приводит к появлению таких дефектов, как пористость сварного шва, трещин и шлаковых включений. Технические параметры припоя приведены в таблице 2.
4. Предварительная подготовка к сварке
Предварительная подготовка к сварке в первую очередь включает в себя очистку заготовки и сварочных материалов, а также разработку и обработку канавки перед сваркой.
Очень важно очистить поверхность сварочной проволоки и обе стороны канавки медной пластины в пределах 30 мм, чтобы удалить жир, влагу, окислы и другие загрязнения. Обработка канавки производится пневматическим зубилом или фаскоснимателем.
5.1 Для обеспечения оптимального качества сварки и предотвращения проблем, связанных с влажностью, температура окружающей среды при сварке медных шин должна поддерживаться на уровне выше 5°C;
5.2 Аргон высокой чистоты (99,99% или выше) используется в качестве защитного газа для защиты сварочной ванны от атмосферного загрязнения;
5.3 Чистая медная проволока HS201 является рекомендуемым присадочным материалом для сварки медных шин. Флюс CJ301 следует тщательно перемешать с безводным этанолом до получения пастообразной консистенции. Эта флюсовая смесь наносится на скошенные поверхности сварного соединения перед сваркой для улучшения смачивания и уменьшения окисления;
5.4 Предварительный нагрев сварочной проволоки и покрытие ее флюсом CJ301 усиливает раскисление и улучшает качество сварки;
5.5 Ручная дуговая сварка вольфрамовым электродом (GTAW) с использованием положительного электрода постоянного тока (DCEP) является предпочтительным процессом сварки. Обратитесь к Таблице 4 для получения конкретных параметров сварки, оптимизированных для чистой меди;
5.6 Сварочный аппарат должен хорошо обслуживаться, иметь точный контроль тока и удобное управление для обеспечения стабильного качества сварки;
5.7 Предварительный нагрев медных шин может быть осуществлен либо с помощью электрического резистивного нагрева, либо с помощью нагрева управляемым пламенем, выбор зависит от наличия оборудования и геометрии заготовки;
5.8 Для оптимального предварительного нагрева: - Толщина δ < 4 мм: Достаточно умеренного предварительного нагрева - Толщина δ ≥ 4 мм: Предварительный нагрев до 600-650°C для улучшения свариваемости и уменьшения тепловых градиентов
5.9 Минимизируйте сварку в условиях ограничения, чтобы предотвратить деформацию и растрескивание. Строго контролируйте температуру в межпроходном пространстве, используя технику малых колебаний и низкую подачу тепла для управления термическими напряжениями;
5.10 Выполните прихваточные швы длиной не менее 10 мм. Равномерно распределите не менее трех прихваточных швов вдоль шва, чтобы сохранить правильное выравнивание;
5.11 Для заготовок толщиной δ > 4 мм используйте многослойную многопроходную сварку, чтобы обеспечить правильное сплавление и минимизировать деформацию;
5.12 Незамедлительно удалите высокотемпературное окисление (черные пятна) из зоны сварки. Выполните тщательную межпроходную очистку с помощью специальной проволочной щетки из нержавеющей стали, чтобы сохранить чистоту сварного шва;
5.13 Проведите всестороннюю проверку качества прихваточных швов, прежде чем приступать к полной сварке. Убедитесь в отсутствии таких дефектов, как трещины, отсутствие проплавления или пористость;
5.14 Осуществляйте строгий контроль качества в процессе производства: - После прихватки - Между слоями сварного шва - По окончании сварочных работ Строго соблюдайте требования спецификации сварочных процедур (WPS), чтобы гарантировать стабильное качество сварки и целостность конструкции.
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Сварочные деформации нержавеющей стали могут привести к значительным проблемам при изготовлении металлоконструкций. В статье рассматриваются различные методы контроля и исправления этих деформаций, такие как использование медных пластин, воды...
Вы когда-нибудь задумывались, как профессионалы создают точные разрезы в толстом металле, не прибегая к традиционным методам? Углеродная дуговая строжка может быть тем ответом, который вы ищете. Этот процесс, использующий...
Вы когда-нибудь задумывались о том, как эффективно сваривать различные виды нержавеющей стали? В этой статье мы рассмотрим специализированные методы сварки мартенситной и дуплексной нержавеющей стали, а также подробно расскажем о трудностях...
Всегда ли сварка с полным проплавлением лучше сварки с глубоким проплавлением? Этот вопрос интересует многих специалистов в области металлообработки. В этой статье рассматриваются сильные и слабые стороны обеих технологий, подробно описываются...
Вы когда-нибудь задумывались, какие бренды сварочного оборудования занимают лидирующие позиции в отрасли? В этой статье рассматриваются десять ведущих производителей сварочных аппаратов, подчеркиваются их инновации, глобальное присутствие и уникальные преимущества.....
Сварка нержавеющей стали требует точности, чтобы предотвратить такие дефекты, как растрескивание и коррозия. Знаете ли вы, какие шаги необходимо предпринять для обеспечения безупречного сварного шва? В этой статье рассказывается о восьми основных мерах предосторожности,...
Как сварка углеродистой стали может быть одновременно обычной практикой и сложной задачей? Это руководство исследует запутанный мир сварки углеродистой стали, рассказывая о типах углеродистой стали, их...
Вы когда-нибудь задумывались, как усовершенствовать технику сварки TIG? Выбор правильных параметров имеет решающее значение для получения прочных и чистых сварных швов. В этой статье мы рассмотрим основные моменты: выбор...
Сварка меди и ее сплавов представляет собой уникальную задачу из-за их высокой теплопроводности и склонности к образованию трещин. В этой статье рассматриваются различные технологии сварки, материалы и методы подготовки, необходимые...