Распространенные дефекты гнутых деталей: Причины и решения
Почему идеально спланированные металлические изгибы иногда выходят из строя? Такие дефекты, как трещины, коробление и скручивание, могут стать причиной отказа гнутых деталей, снижая их качество и функциональность. В этой статье рассматриваются причины этих проблем, от растягивающих напряжений до проблем с жесткостью штампа, и предлагаются практические решения для обеспечения соответствия ваших гнутых деталей самым высоким стандартам. Узнайте, как устранить и предотвратить эти распространенные дефекты, повысив надежность и точность ваших проектов по металлообработке.
1. Основные причины и проявления дефектов в гнутых деталях
1. Трещины при изгибе
Они часто образуются на внешних краях зоны деформации при изгибе под действием растягивающих напряжений. Для борьбы с трещинами при изгибе можно принять следующие меры:
1) Увеличить относительный радиус изгиба (1r/t), то есть использовать больший радиус изгиба в процессе формовки, добавить процедуры изменения формы, и, наконец, сделать размер r соответствующим требованиям чертежа.
2) Повысить качество листовой металл Заготовка для уменьшения концентрации напряжений, вызванных заусенцами.
3) Сведите к минимуму такие факторы сопротивления деформации, как износ галтели инструмента, слишком малые зазоры, плохая смазка, серьезные расхождения по толщине и низкое качество поверхности пластины.
4) Обратите внимание на направление сгиба и направление волокон материала.
5) Увеличьте количество технологических надрезов и технологических отверстий. Если на заготовке имеются острые внутренние углы и ее необходимо согнуть в этой точке, концентрация напряжения может привести к разрыву. Поэтому необходимо добавить технологические надрезы или технологические отверстия на переходном углу или сделать зону деформации при изгибе подальше от переходного угла.
2. Деформация искривления
Это характерно для широких гибка листового металла и связана с пружинящим изгибом. Если в результате деформации поперечное сечение имеет веерообразную форму, то изгиб широкой пластины отличается тем, что большой размер по ширине увеличивает сопротивление деформации.
После изгиба поперечное сечение по ширине практически не деформируется, но в материале возникает дополнительное напряжение вдоль направления ширины. После снятия изгибающего усилия это дополнительное напряжение исчезает, вызывая деформацию в направлении, противоположном дополнительному напряжению.
Таким образом, происходит коробление по ширине. Чтобы устранить коробление, линию штамповки пуансона следует заранее превратить в дугу. Это создаст деформацию в направлении, противоположном искривлению при гибке. После упругой деформации коробление компенсируется и исчезает.
3. Деформация скручивания
Речь идет о скручивании изогнутого компонента вдоль направления ширины таким образом, что выступы двух концов не совпадают. Причина скручивания заключается в том, что сила заготовки не находится в одной плоскости, что создает крутящий момент, который скручивает согнутый компонент. Другой причиной скручивания является недостаточная жесткость штампа.
Чтобы предотвратить деформацию скручивания, либо отрегулируйте усилие заготовки так, чтобы она находилась в одной плоскости, либо увеличьте жесткость штампа.
4. Смещение
Речь идет о смещении заготовки во время деформации при гибке, в результате чего отогнутый край отклоняется от заданного положения и получается бракованная заготовка. Смещение является распространенной проблемой качества при гибке, уступая лишь springback. Часто возникает на асимметричных заготовках.
При сгибании асимметричных заготовок участки заготовки по обе стороны от линия сгиба неравны, что приводит к разным силам трения в зазоре и галтели штампа. Сторона с меньшей силой трения входит в штамп первой, что приводит к смещению заготовки и несоответствию размеров двух прямых кромок требованиям чертежа.
Методы предотвращения смещения включают разработку стратегии расположения заготовки и зажимНапример, использование окончательного позиционирования технологического отверстия на основе начального позиционирования контура; увеличение прижимной пластины (стержня); или использование прижимного стержня с выемкой как для позиционирования, так и для зажима. Для некоторых асимметричных гнутых изделий они могут быть преобразованы в симметричные путем использования одной гибочной формы для формирования двух асимметричных изделий, которые затем разрезаются на два гнутых изделия после формовки.
2. Распространенные дефекты гнутых деталей и меры по их устранению в производстве
В производственной практике гнутые детали часто не соответствуют требованиям чертежей изделий из-за дефектов. Распространенные дефекты при обработке гнутых деталей и меры по их устранению приведены в таблице 1.
Таблица 1: Распространенные дефекты при обработке гнутых компонентов и меры по их устранению.
Дефект
Схема дефектов
Причина возникновения
Корректирующие меры
Поверхностные ссадины
1) Зазор между пуансоном и матрицей слишком мал.
2) Радиус галтели в нижней части штампа слишком мал.
3) Железные опилки и другие частицы прилипают к поверхности гнутого компонента.
3) Установите разумную величину зазора и тщательно очистите поверхность согнутой детали
Трещины
1) Радиус изгиба (радиус пуансона r) слишком мал (меньше минимального радиуса бокового изгиба листового металла).
2) Заусенец на металлическом листе расположен на внешней стороне сгиба.
3) Материал обладает низкой пластичностью.
4) Слой упрочнения при холодной обработке слишком толстый.
1) Увеличьте радиус гибки пуансона таким образом, чтобы он был больше минимального радиуса гибки листового металла.
2) Поместите сторону металлического листа с заусенцами на внутренний угол сгиба.
3) Используйте материалы, прошедшие отжиг или обладают хорошей пластичностью.
4) Отрегулируйте так, чтобы линия сгиба была перпендикулярна или находилась под углом 45 градусов к направлению зернистости листа.
Прогиб
В результате отскока или при изгибе возникает дополнительное напряжение вдоль направления ширины. Это напряжение на внешней стороне нейтрального слоя является растягивающим, а на внутренней - сжимающим.
Как только изгибающее усилие при снятии дополнительного напряжения исчезает, вызывая деформацию в направлении, противоположном дополнительному напряжению, в частности, укорачивание с внешней стороны и удлинение с внутренней стороны, что приводит к деформации изгиба по ширине.
Благодаря использованию корректирующей гибки и предварительному формированию кромки штампа в виде кривой, во время гибки в детали вызывается деформация, противоположная направлению изгиба. При отдаче деформация скручивания компенсируется и исчезает.
Неровное основание
Сайт гибочный штамп Отсутствие прижимной пластины или недостаточное усилие прижима, в результате чего листовой металл не прижимается плотно к нижней части пуансона во время гибки, что приводит к производственным проблемам.
Установите гибочную форму с верхней подающей (или прижимной) плитой или соответствующим образом увеличьте усилие верхней подающей (или прижимной) плиты в гибочной форме. Это обеспечит достаточное давление на листовой металл в начале процесс гибкиЭто гарантирует плоское дно в согнутой части.
Искажение отверстий
Расстояние от стенки отверстия до края сгиба слишком мало (меньше минимального расстояния от стенки отверстия до края сгиба), в результате чего отверстие находится в зоне деформации или слишком близко к ней. При изгибе внешняя сторона нейтрального слоя растягивается, а внутренняя сторона сжимается, изменяя форму отверстия.
Убедитесь, что расстояние от края отверстия до стороны гибки больше минимального расстояния от края отверстия до стороны гибки, или обработайте отверстие после гибки. Если функциональность гнутой детали позволяет, в зоне гибки можно также создать технологическое отверстие или паз для снижения деформационного напряжения.
Во время гибки в металлическом изделии происходят как пластические, так и упругие деформации. После снятия гибочного усилия упругая деформация сразу же исчезает, а пластическая остается (так называемая пружинящая обратная связь), в результате чего обработанное металлическое изделие имеет форму и размер, не соответствующие форме гибочной формы.
1) Величина отскока, рассчитанная заранее или полученная экспериментально, может быть компенсирована или вычтена в соответствующей форме и размере рабочей части пресс-формы. Этот метод позволяет получить форму и размер, требуемые конструкцией изделия.
2) Вместо свободного изгиба используется корректирующий изгиб.
Непараллельная линия сгиба и отгибаемый край
Гнутые детали со скошенными кромками, расположенными в зоне деформации, не могут достичь желаемой формы и угла, если высота прямой кромки менее чем в два раза превышает минимальную высоту прямой кромки при изгибе.
1) Если позволяет использование гнутого компонента, следует изменить форму детали, увеличив размер наклонного края.
2) Если функциональность сгибаемого компонента не позволяет этого сделать, склон должен быть обработан после сгибания.
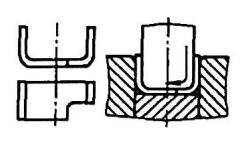
U-образная деталь с неравными боковыми отверстиями, изгибающаяся под давлением
1) Неточность позиционирования листового металла при гибке или проскальзывание в процессе гибки приводит к смещению центров отверстий по высоте.
2) Из-за эффекта отскока угол изгиба обеих сторон достигается не полностью, что приводит к смещению осевых линий отверстий.
1) Рассмотрите возможность добавления технологических отверстий для позиционирования, если это позволяет функциональность гнутой детали.
2) Дополните гибочную форму прижимной плитой и противоскользящим позиционирующим штифтом.
3) Компенсировать (или вычесть) величину пружинящего отката в соответствующих формах и размерах рабочих частей пресс-формы.
Торцевой выступ
Это явление особенно заметно при изгибе толстых листов. В процессе изгиба продольные волокна внутри нейтрального слоя сжимаются под действием сжимающего напряжения, а в направлении ширины растягиваются под действием растягивающего напряжения. В результате на концах в направлении ширины гнутой детали образуются выступы.
1) Расположите край листа с заусенцами на внутренней стороне сгиба.
2) Предварительно установите технологические надрезы на обоих концах линии гибки заготовок и примените отрицательную компенсацию растяжения в направлении ширины.
Размерное отклонение
Асимметричная форма гнутой детали, а также неравномерные силы трения приводят к дисбалансу напряжений на обеих сторонах заготовки. Это приводит к образованию поверхностей скольжения на заготовке во время гибки, что вызывает несоответствие размеров.
1) Используйте гибочную форму с верхней подачей (или подачей под давлением) и установите позиционные штифты для точного позиционирования листа.
2) Если позволяют условия, используйте симметричную гибку с последующим разделением деталей в качестве заключительного этапа.
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Гибка труб необходима во многих отраслях промышленности, но дефекты могут поставить под угрозу безопасность и качество. Представьте себе, что можно найти способы предотвратить эти проблемы еще до их возникновения. Это руководство посвящено распространенным...
Вы когда-нибудь задумывались, почему гибка листов из высокопрочной стали может быть такой сложной? В этой статье рассматриваются распространенные дефекты, возникающие в процессе свободной гибки высокопрочных стальных листов, такие как...
Вы когда-нибудь задумывались об искусстве и науке, стоящих за приданием металлическим листам сложных форм? В этой увлекательной статье блога мы погрузимся в увлекательный мир листового...
Представьте себе, что вы сгибаете листовой металл, не оставляя ни единого следа или царапины. В этой статье мы рассмотрим инновационные методы гибки листового металла без следов, которые позволяют решить такие проблемы, как трение, твердость материала и...
Вы когда-нибудь задумывались о том, как металлические детали сгибаются в различные формы? В этой увлекательной статье мы погрузимся в искусство и науку гибки при штамповке металла. Наш эксперт...
Ваш листогибочный инструмент слишком быстро изнашивается? В этой статье рассматриваются основные методы ремонта, позволяющие продлить срок службы инструментов и обеспечить оптимальную производительность листогибочного...
Как гибочный станок может произвести революцию в обработке листового металла? В этой статье рассматриваются три инновационные технологии для листогибов: сплющивание, скругление и фигурная гибка. Поняв эти методы, читатели...
Вы когда-нибудь задумывались, как листогибочный пресс придает металлу такую точность? В этой статье мы расскажем о деталях и функциях листогибочного пресса и покажем вам его важную роль...
Задумывались ли вы когда-нибудь о том, на чем держатся уличные фонари, указывающие нам путь домой? В этом блоге мы исследуем увлекательный мир фонарных столбов, начиная с их материалов и заканчивая...