
Твердость HRC против твердости HB: Различия и преобразования
Вы когда-нибудь задумывались о разнице между шкалами твердости Роквелла и Бринелля? В этой статье мы погрузимся в мир испытаний материалов на твердость, изучим ключевые различия между...
Представьте себе мир, в котором точность и эффективность производства имеют первостепенное значение. Как инженерам обеспечить соответствие каждой штампованной детали строгим стандартам без стремительного роста затрат? Эта статья посвящена тонкостям проектирования выпуклых пресс-форм для непрерывной точной штамповки. Вы узнаете о ключевых принципах создания прочных и экономичных пресс-форм, которые оптимизируют производственные процессы. От понимания типов конструкций до выбора правильных материалов - в этом руководстве вы найдете необходимые знания для повышения производительности и долговечности пресс-форм. Узнайте, как стратегический выбор конструкции может революционизировать ваши штамповочные операции.

Пуансон - один из важнейших компонентов штамповочных штампов, при разработке которого учитываются различные показатели: конструкция, установка, обработка, материал и стоимость.
Правильная, эффективная, разумная и экономичная конструкция пуансона позволяет не только увеличить срок службы штампа, снизить производственные затраты и повысить производственную мощность, но и облегчить обработку и обслуживание, сделав последующее штамповочное производство эффективным и бесперебойным.
Штамп называют матерью промышленности, и он является основой для обеспечения точности и качества производства. Германия и Япония очень высоко оценивают роль и значение штампов в промышленности и экономике.
В 2002 году из-за неадекватной технологии европейского поставщика пресс-форм для клемм компьютерных разъемов Intel выпустила неквалифицированные детали, что позволило финансируемому Тайванем предприятию в Шэньчжэне использовать 11 высокоскоростных вырубные прессы чтобы производить терминал день и ночь в течение нескольких месяцев, а ежемесячный объем производства превысил NT$1 миллиард. Для производственной фабрики с более чем 3 000 сотрудников это было просто чудо.
Сегодня применение штампов непрерывной точной штамповки в современном производстве деталей становится все более широким, а их значение - все более заметным. Точная штамповка тонких материалов - необходимый процесс для производства современных электронных деталей, и конструкция пуансонов для нее особенно важна.
По структуре пуансоны можно разделить на два типа: вставные и интегральные. Вставной тип объединяет несколько небольших пуансонов вместе, но его погрешность при сборке относительно велика и неудобна для обслуживания, поэтому он меньше используется в современных высокоскоростных штампы для тиснения.
Интегральный пуансон имеет четыре основных типа структуры:
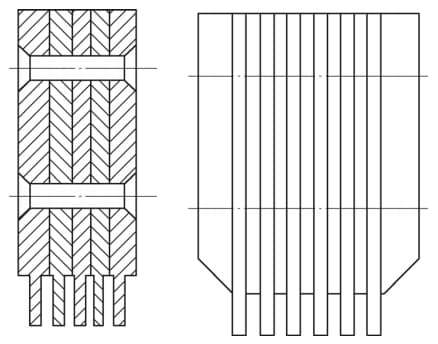
Пуансон плечевого типа (см. Рисунок 2):
Он широко использовался в прошлом, имел большой размер режущей кромки и прямолинейный тип в нижней части. Плечо предназначено для предотвращения вытаскивания пуансона из неподвижной пластины во время разгрузки. Плечо выполнено асимметрично, чтобы избежать ошибок при установке.
Однако этот выступ делает неудобным демонтаж и обслуживание, так как пуансон можно вынуть только разобрав пресс-форму, что может серьезно повлиять на точность пресс-формы.
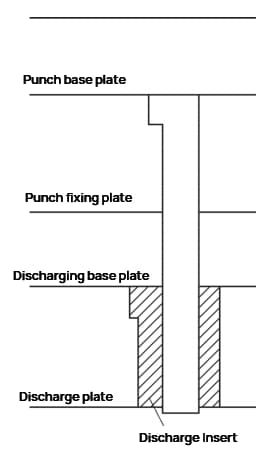
Прямой перфоратор (см. Рисунок 3):
Этот тип пуансонов имеет большой размер режущей кромки и является усовершенствованием пуансона с буртиком. У него больше нет плечевой части, а режущая кромка имеет ту же форму и размер, что и неподвижная часть. Это усовершенствование увеличивает скорость применения прямых пуансонов.
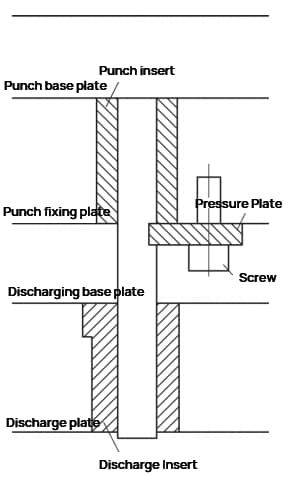
Усиленный пуансон (см. Рисунок 4):
С ростом точности современного производства штампов размер режущей кромки в нижней части становится все меньше, а жесткость и прочность прямого пуансона слабее. В прошлом часто добавляли втулки для пуансонов.
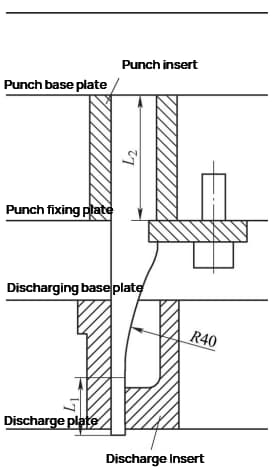
Для повышения жесткости и прочности пуансона в нижней части выполнен прямой участок L1 (6-10 мм), а середина усилена дугой R40 мм (минимальный радиус оптического шлифовального круга).
Верхняя установочная часть выполнена в виде прямоугольника для удобства обслуживания и смещения. Поскольку для прижимной пластины предусмотрен паз для предотвращения смещения, дополнительная конструкция для защиты от смещения не требуется.
При проектировании лучше всего располагать режущую кромку близко к боковым сторонам усиленного пуансона для облегчения установки и позиционирования, снижения сложности и стоимости обработки. В настоящее время усиленные пуансоны являются наиболее распространенной конструкцией пуансонов.
Круглый пуансон (см. Рисунок 5):
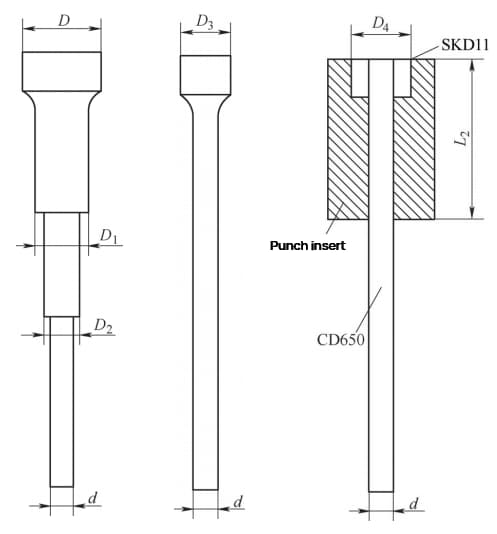
Круглый пуансон широко распространен, и почти каждый набор штампов использует его. Когда диаметр пуансона очень мал, трудно изготовить многоосевые пуансоны с уступом и одноосевые пуансоны с уступом.
Пуансон с липкой головкой вырезает отверстия малого диаметра материал пуансона (CD650) на необходимую длину и использует легированную литейную сталь (SKD11) для изготовления втулки снаружи установочной части.
Они соединены между собой анаэробным клеем, в результате чего достигается тот же эффект, что и при использовании круглого пуансона с одноосным заплечиком, но при этом его стоимость составляет менее 1/3. Поскольку круглый пуансон плохо поддается смещению при обслуживании, часто разрабатывается прямоугольная вставка для пуансона, которая устанавливается на пуансон.
Установка вырубного штампа осуществляется на неподвижную пластину, к которой предъявляются требования как по позиционированию, так и по фиксации. Позиционирование вырубного штампа достигается за счет комбинации вырубного штампа и отверстий на неподвижной пластине.
Крепление может осуществляться с помощью подвесов, болтов, заклепок, клея на основе эпоксидной смолы, боковых штифтов, горизонтальных штифтов и прижимных пластин.
Для прямого штампа из-за его неправильной формы необходимо добавить в монтажную позицию вспомогательную прямоугольную вставку для штампа.
Фиксированная пластина имеет определенное расстояние между фиксированным положением вырубного штампа и рабочим положением кромки вырубного штампа, что может легко привести к нестабильной работе вырубного штампа и его поломке.
Если размер кромки вырубного штампа мал, нормальное производство невозможно. Когда вырубной штамп превращается в прижимную пластину для фиксации, необходимо добавить разгрузочную вставку. Когда штамп проходит через разгрузочную вставку для выполнения штамповки, разгрузочная вставка может направлять штамп в матрицу и защищать штамп от боковых сил.
Односторонний зазор между штампом и разгрузочной вставкой составляет 0,003-0,005 мм или даже меньше. При работе вырубного штампа разгрузочная вставка обнажается примерно на 3 мм, что не так легко повредить. Размер места установки вырубного штампа соответствует или немного меньше размера квадратного отверстия на неподвижной пластине.
Паз прижимной плиты на 0,02-0,05 мм ниже неподвижной плиты, что позволяет пуансону иметь небольшое пространство для перемещения внутри неподвижной плиты. Истинное позиционирование опирается на разгрузочную вставку, что позволяет избежать вмешательства между неподвижной плитой и разгрузочной вставкой.
Поскольку точка расположения разгрузочной вставки совпадает с рабочим положением кромки вырубного штампа, эффект оптимален. Открутите винты прижимной пластины и вытащите прижимную пластину, чтобы снять вырубной штамп.
Разборка вырубного штампа удобна, что позволяет быстро обслуживать и ремонтировать вырубной штамп.
Пуансон должен выдерживать определенную силу удара и при этом обладать высокой износостойкостью.
Поэтому следует выбирать материал с высокой твердостью и определенной прочностью. Для штампов непрерывной точной штамповки выбор материала для вырубного штампа является еще более важным для обеспечения возможности массового производства.
Традиционные материалы для штампов, такие как Cr12MoV, Cr12 и SKD11, могут использоваться только для изготовления шаблонов или вставок в штампы для непрерывной точной штамповки.
Наиболее распространенным материалом для штампов непрерывной точной штамповки является зарубежная вольфрамовая сталь CD650, которая имеет высокое качество поверхности, чрезвычайно износостойка и обладает максимальной твердостью 90HRA.
Вторым по распространенности материалом является зарубежный высокохромистый молибден-ванадиевый порошковый материал ASP-23, с наилучшей твердостью около 63HRC.
Неправильная форма прямолинейных штампов обычно обрабатывается с помощью медленной проволочной резки, с одним разрезом и одним или двумя ремонтами.
Хотя медленная проволочная резка имеет высокую точность обработки, тонкий оксидный слой, образующийся на поверхности при высоких температурах, также может влиять на нее, что приводит к точности размеров ±0,003 мм.
Вырубные штампы с висячим буртиком обрабатываются на обычном небольшом плоскошлифовальном станке (G), при этом следует обратить внимание на расположение висячего буртика в месте, не влияющем на процесс обработки.
Усиленные штампы обрабатываются на оптическом шлифовальном станке (PG), который является более дорогостоящим. Два последних метода обработки позволяют достичь точности размеров ±0,002 мм.
К штампам для непрерывной прецизионной штамповки предъявляются высокие требования по сроку службы. Срок службы штампов для штамповки электронного и коммуникационного оборудования малого размера обычно должен достигать 100 тысяч (100 миллионов) ударов, в то время как срок службы штампов для терминалов должен достигать 500 тысяч (500 миллионов) ударов.
При проектировании вырубного штампа необходимо всесторонне учитывать различные факторы, такие как точность продукции, производственные цели, срок службы штампа, сложность обработки, простота обслуживания и экономические показатели.
Правильное, разумное и гибкое проектирование вырубного штампа в соответствии с реальной ситуацией позволяет удовлетворить требования к качеству продукции, способствовать своевременному совершенствованию и обеспечить бесперебойное производство.

Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.











