
Калькулятор и формула силы удара (онлайн и бесплатно)
Вы когда-нибудь задумывались о том, как обеспечить успех проекта штамповки металла? В этой статье мы рассмотрим критические факторы, которые могут сделать или сломать ваш процесс штамповки.....
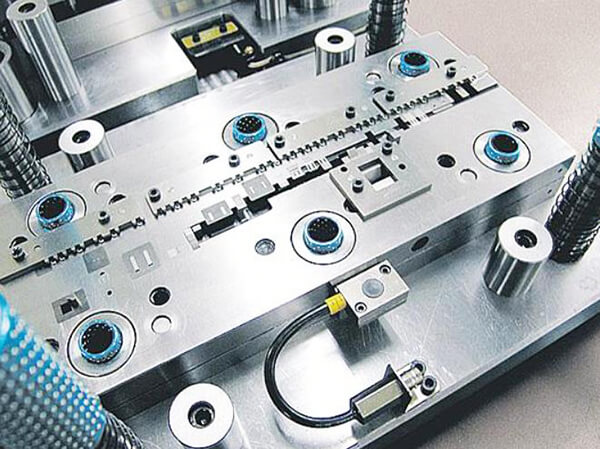
Представьте себе, как можно сократить производственные расходы и одновременно повысить эффективность. Секрет кроется в сложной конструкции непрерывных штампов. В этой статье мы расскажем о ключевых аспектах точности и долговечности, гарантирующих безупречность процесса штамповки. Каждая деталь - от правильной длины пуансона до позиционирования шага - может существенно повлиять на производительность. Окунитесь в тонкости проектирования непрерывных штампов и узнайте, как усовершенствовать свою производственную линию, избежать распространенных ошибок и добиться бесперебойной автоматизации. Готовы повысить уровень своего производства? В этой статье вы найдете необходимые сведения.

В связи с постоянным повышением уровня заработной платы рабочих в штамповочной промышленности снижение затрат на ручную штамповку стало актуальной задачей для производителей фурнитуры. Наиболее распространенным методом достижения этой цели является использование непрерывного штампа.
Технология непрерывной штамповки - это эффективный способ создания недорогой и эффективной автоматической линии штамповки. Однако точность и сложность компонентов, необходимых для непрерывной штамповки, создают определенные проблемы.
Проектирование штампов для непрерывной штамповки требует большего внимания к деталям, чем штампы для обычной штамповки, поскольку точность является критически важной. В основном это отражается в следующих аспектах:

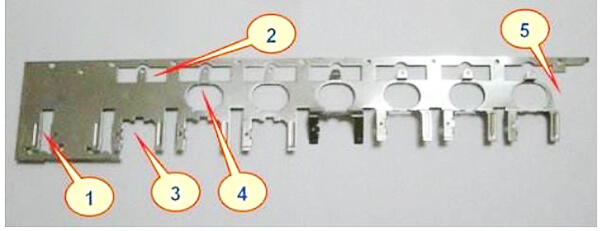
Многопуансонные штампы могут быть оснащены пуансонами разной высоты для создания ступенчатого штампа, который помогает распределить давление при штамповке и снизить нагрузку на пуансоны.
Однако важно отметить, что при использовании ступенчатых пуансонов меньшие пуансоны должны быть короче, а большие - длиннее, чтобы обеспечить достаточную жесткость. Разница между ними должна быть равна высоте (толщине листа).
При использовании ступенчатого штампа рекомендуется сначала пробивать большее отверстие, а затем меньшее. Это поможет предотвратить сдавливание материалом меньшего пуансона во время пробивания большего и его поломку из-за недостаточной жесткости.
Для обеспечения постоянного расстояния между шагами непрерывного штампа при штамповке заготовок очень важно точное позиционирование полосы. В штампах непрерывного действия обычно используются такие устройства позиционирования, как фиксированные упорные штифты, направляющие штифты, направляющие пластины, боковые кромки и т. д.
При штамповке предварительное позиционирование должно осуществляться с помощью неподвижных фиксирующих штифтов, а направляющие штифты, установленные в штампе, должны использоваться для правильного позиционирования полосы при заготовке. Боковые кромки, с другой стороны, контролируют расстояние подачи материала полосы на каждом этапе.
Длина боковой кромки должна быть равна длине шага плюс 0,05-0,5 мм в зависимости от толщины материала.
Хорошее устройство позиционирования необходимо для управления этапом подачи в непрерывной фильере.
Обычно используются такие устройства позиционирования, как направляющие штифты, начальные стопорные штифты, боковые кромки и другие.
Направляющий штифт - это широко используемый метод точного позиционирования в штампах непрерывного действия. При использовании с датчиком обнаружения неправильной подачи он также может подавать сигнал тревоги и отключаться для защиты штампа. Поэтому он часто используется в штампах для непрерывной штамповки.
В высокоточных штампах непрерывной штамповки часто выполняется предварительная пробивка, а затем направляющий штифт направляет катушку на каждом этапе. Диаметр направляющего штифта обычно составляет около 1,2~6 мм.
Важно отметить, что длина направляющего штифта не должна быть слишком большой, а длина входа в направляющее отверстие не должна быть чрезмерной, так как это может привести к плохой подаче штампа, подаче ленты и другим проблемам.
Таким образом, длина прямого тела направляющего штифта непрерывного штамп для тиснения должна быть равна толщине направляющего штыря несъемной опалубки плюс толщина одного материала.
Штамп непрерывного действия - это высокоэффективный производственный штамп со сроком службы от 500 000 до 5 миллионов циклов и скоростью перфорации более 40 раз в минуту.
При использовании для разгрузки эластичных элементов, таких как уретан или полиуретан, существует риск недостаточного усилия разгрузки и ненадежной работы из-за их ограниченного срока службы.
Для обеспечения надежной и нормальной работы штампа непрерывного действия при сокращении объема технического обслуживания рекомендуется использовать источник с большим сроком службы в качестве разгрузочного элемента.
Не рекомендуется выбивать сложную и тонкую форму за один раз с помощью непрерывного штампа. Если возможно, процесс следует разделить на несколько этапов и пробивать отверстия поэтапно. Такой подход облегчает обработку отверстия в штампе, продлевает срок его службы, облегчает ремонт штампа и повышает эффективность производства.
При проектировании деталей с непрерывной вытяжкой или изделий с нестабильным размером формования нельзя пренебрегать конструкцией пустой станции.
Для этого тип штампаПри разработке чертежей макета часто оставляют одну или две пустые станции после первой вытяжки и формовки, что обеспечивает определенную гибкость для внесения необходимых изменений и корректировок после испытания штампа.
Для деталей с сальниками между первым чертежом и вторым чертежом размещается пустая станция.
Кроме того, если отверстие пуансона или матрицы расположено слишком близко, на макете следует зарезервировать место для защиты таких конструкций, как пуансон, вставка матрицы, основание малой матрицы и цементированный карбид вставить.
Между этапом формования и последним этапом заготовки отведена пустая станция для облегчения установки матрицы и разгрузочной плиты, а также для повышения прочности матрицы.
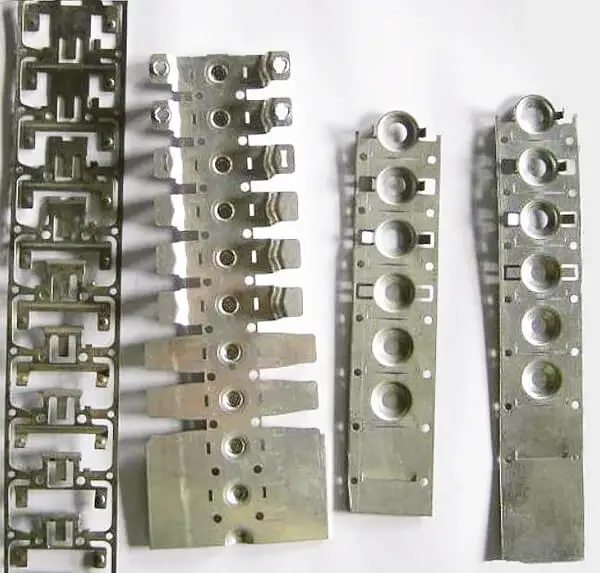
Непрерывная штамповка - это процесс непрерывной штамповки изделий, особенно при наличии нескольких операций штамповки и обрезки.
Для предотвращения дробления изделий и обеспечения стабильности штампа в процессе штамповки обычно требуется конструкция, предотвращающая скачкообразное образование отходов.
В непрерывном штампе заготовки из каждого процесса передаются с использованием перекрывающихся излишков материала в качестве носителей.
Во время финального процесс зачисткиЗаготовки, как правило, отделяются от материалов ленты.
Перекрытие, используемое в качестве носителя в непрерывных штампах, называется носителем непрерывных модулей.
В непрерывной штамповке обычно используются такие формы носителей, как краевой носитель, промежуточный носитель, двусторонний носитель, односторонний носитель и другие.
Держатель кромочного материала используется для пробивки направляющего отверстия на краю заготовки из остаточного материала, что помогает определить местоположение процессы формования такие как глубокая вытяжка и гибка.
Преимущества носителей - простота конструкции, надежность и экономия материалов, благодаря чему они получили широкое распространение.
Средний держатель срезает большую часть материала вокруг заготовки вдоль полосы, оставляя лишь небольшое количество соединительного материала в середине направления ширины полосы. Однако этот держатель имеет низкую жесткость и плохую стабильность при непрерывной штамповке.
Двусторонний держатель разработан таким образом, чтобы минимизировать количество материала, остающегося на обеих сторонах ленты, сохраняя при этом жесткость и избегая деформации. Этот тип носителя обычно используется для непрерывной штамповки тонких материалов и заготовок с большим расстоянием подачи.
С другой стороны, односторонний держатель оставляет небольшое количество материала только на одной стороне заготовки. Однако он имеет низкую жесткость и подходит только для непрерывной штамповки заготовок с толстым материалом и небольшим расстоянием подачи.
Поскольку непрерывная штамповка требует высокой точности шага, очень важно обеспечить жесткость и отсутствие деформации носителя, чтобы сохранить точность размеров и повысить стабильность работы. Поэтому конструкция носителя является важнейшим аспектом непрерывной обработки конструкция штампа.
Чтобы обеспечить достаточную прочность и жесткость носителя, размер нахлеста часто увеличивают соответствующим образом. В тех случаях, когда односторонний держатель не обладает достаточной прочностью, вместо него могут быть разработаны двусторонние или промежуточные держатели.
Кроме того, чтобы деформация заготовки не повлияла на держатель, между держателем и заготовкой пробивается технологическая выемка для их разделения.
При разработке непрерывного штампа особенно важно обеспечить быстрый демонтаж деталей и использовать стандартные детали для предотвращения ошибок.
Для обеспечения быстрого ремонта пресс-формы весь комплект пресс-форм обычно не снимается со станка во время непрерывного технического обслуживания. Вместо этого при остановке станка снимаются только те компоненты и шаблоны, которые требуют ремонта. Поэтому очень важно разработать конструкцию для быстрого демонтажа.
При замене деталей и шаблонов часто случается ошибочная установка деталей или неправильное выравнивание шаблонов, что может привести к повреждению пресс-формы. Таким образом, необходимо обращать внимание на антитупиковость деталей и шаблонов, чтобы предотвратить подобные ошибки.
В приведенном выше тексте изложен личный опыт проектирования пресс-форм. Если вы интересуетесь штамповочными формами и сталкиваетесь с проблемами при производстве фурнитуры, пожалуйста, не стесняйтесь оставлять свои комментарии ниже.

Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.











