Вы когда-нибудь задумывались, как изготавливается сталь в вашем автомобиле или трубы в вашем доме? В этой статье мы погрузимся в увлекательный мир ковки и прокатки - двух важнейших технологий обработки металла. Узнайте о ключевых различиях, преимуществах и о том, какой метод лучше всего подходит для ваших нужд.
Ковка и прокатка - два фундаментальных метода обработки металла, которые сыграли важную роль в формировании производственного ландшафта. Хотя оба метода предполагают приложение силы для изменения формы металла, они значительно отличаются друг от друга по подходу, оборудованию и влиянию на свойства материала. В этой статье мы подробно рассмотрим эти важнейшие процессы металлообработки, их разновидности, а также их влияние на качество продукции и эффективность производства.
Ковка - процесс, возникший еще в древности, - предполагает приложение локальных сжимающих усилий для пластической деформации металла в нужную форму. Этот метод можно разделить на свободную ковку, при которой металл формуется между плоскими штампами, и ковку в закрытых штампах, при которой используются специально разработанные полости штампа для получения более сложных геометрических форм. Для минимизации отходов материала и последующих операций механической обработки появились такие усовершенствованные варианты, как точная ковка и ковка, близкая к сетчатой форме.
С другой стороны, прокатка - это непрерывный или полунепрерывный процесс, в ходе которого металл пропускается между вращающимися валками для уменьшения его поперечного сечения и достижения желаемых размеров и свойств. Этот процесс можно разделить на плоскую прокатку, используемую для производства листового и листового проката, и профильную прокатку, которая позволяет создавать различные конструктивные формы. Также были разработаны специализированные технологии, такие как кольцевая прокатка для бесшовных колец и резьбовая прокатка для крепежа, отвечающие специфическим потребностям промышленности.
И ковка, и прокатка имеют явные преимущества с точки зрения свойств материала и производственных возможностей:
Ковка:
Улучшает механические свойства за счет измельчения зерен и улучшения микроструктуры
Возможность изготовления сложных форм с внутренней геометрией
Обеспечивает превосходное соотношение прочности и веса готовых деталей
Подходит как для мелкосерийного, так и для крупносерийного производства
Роллинг:
Обеспечивает превосходный контроль размеров и качество обработки поверхности
Высокая эффективность при производстве длинных, непрерывных изделий
Позволяет точно контролировать толщину и ширину материала
Экономичность при крупносерийном производстве стандартных форм
Выбор между ковкой и прокаткой зависит от различных факторов, включая желаемую геометрию детали, объем производства, требования к свойствам материала и экономические соображения. Например, ковку часто предпочитают использовать для изготовления критически важных деталей в аэрокосмической и автомобильной промышленности, где первостепенное значение имеют превосходные механические свойства. Прокатка, напротив, является основным процессом для производства листового металла, конструкционных форм и рельсовых путей, где очень важны стабильные свойства поперечного сечения.
Последние достижения в обеих технологиях еще больше расширили их возможности и эффективность. Средства компьютерного моделирования и проектирования теперь позволяют оптимизировать конструкции штампов при ковке и последовательность проходов валков при прокатке, сводя к минимуму использование метода проб и ошибок. Кроме того, интеграция автоматизации и датчиков позволила улучшить контроль процесса и гарантировать качество в обоих методах.
По мере развития обрабатывающей промышленности понимание нюансов ковки и прокатки становится все более важным для инженеров, конструкторов и специалистов отрасли. Используя сильные стороны каждого метода и учитывая их влияние на свойства материалов, качество продукции и эффективность производства, производители могут принимать обоснованные решения для оптимизации процессов металлообработки и сохранения конкурентных преимуществ на мировом рынке.
Прокат
Что такое роллинг?
Метод обработки давлением, при котором металлическая заготовка пропускается через зазор между парой вращающихся валков различной формы, в результате чего поперечное сечение материала уменьшается, а его длина увеличивается под действием сжатия валков. Этот метод является наиболее распространенной технологией производства стали и используется в основном для изготовления профилей, листов и труб.
Виды прокатки
В зависимости от движения прокатываемых деталей, прокатка может быть разделена на продольную, поперечную и косую.
Lпродольная прокатка
Продольная прокатка - это процесс, при котором металл проходит между двумя валками, вращающимися в противоположных направлениях, и производит пластическую деформацию между ними.
Поперечная прокатка
Направление движения проката после деформации совпадает с направлением оси валков.
Прокатка с перекосом
Прокатная деталь движется по спирали, а ось прокатной детали и вала не имеют особого угла наклона.
Преимущества
Процесс прокатки позволяет улучшить качество стали за счет разрушения литейной структуры стальной слитокВ результате этого структура стали становится более плотной, а механические свойства улучшаются, особенно в направлении прокатки. Это приводит к более плотной структуре стали и улучшению механических свойств, особенно в направлении прокатки.
Кроме того, высокая температура и давление во время прокатки могут сварить все пузырьки, трещины или неплотности, которые могли образоваться во время литья.
Недостатки
Расслаивание после прокатки: Сайт неметаллические Включения (в основном сульфиды, оксиды и силикаты) внутри стали сжимаются в тонкие листы, что приводит к явлению расслоения. Это значительно снижает растягивающие свойства стали в направлении толщины и может привести к межслойному разрыву во время усадки сварного шва. Деформация, вызванная усадкой сварного шва, часто может в несколько раз превышать деформацию предела текучести, что намного больше, чем деформация, вызванная нагрузкой.
Остаточные напряжения, вызванные неравномерным охлаждением: Остаточное напряжение внутреннее напряжение находящийся в состоянии саморавновесия без воздействия внешних сил. Горячекатаный стальной прокат различного сечения имеет такой вид остаточное напряжение, которое имеет тенденцию к увеличению с ростом размера поперечного сечения балки. Хотя остаточные напряжения являются саморавновесными, они все же могут влиять на характеристики стальной детали при воздействии внешних сил, влияя на ее деформацию, стабильность и усталостную прочность.
Неточные размеры: Горячекатаные стальные изделия сложно контролировать по толщине и ширине кромки. Тепловое расширение и сжатие в процессе охлаждения может привести к разнице между начальной и конечной длиной и толщиной. Чем больше разница, тем толще сталь и тем очевиднее несоответствие. Поэтому невозможно слишком точно определить ширину, толщину, длину, углы и линии кромок крупных стальных деталей.
Ковка и прессование
Ковка - это сложный процесс обработки металлов давлением, в котором используется специализированное ковочное и прессовое оборудование для контролируемого давления на металлические заготовки, вызывающего пластическую деформацию и создающего поковки с точными механическими свойствами и геометрией. Эта передовая технология производства не только устраняет присущие литью дефекты, но и оптимизирует микроструктуру металла в процессе формовки.
Сохранение непрерывных линий течения металла при ковке приводит к улучшению механических свойств по сравнению с литьем из того же материала. Это преимущество делает поковки предпочтительным выбором для критически важных компонентов, подверженных высоким нагрузкам и жестким условиям эксплуатации, а также для более простых геометрических форм, которые в качестве альтернативы могут быть изготовлены из листового проката, экструдированных профилей или сварных узлов.
Виды ковки
Процессы ковки можно разделить на три основных типа:
Свободная ковка: Этот метод использует ударное или непрерывное давление для деформации металла между верхним штампом и нижним штампом (наковальней) для достижения желаемой формы. Он включает в себя как ручную, так и механизированную ковку.
Штамповка: В эту категорию входят ковка в открытом штампе и ковка по оттиску. Металлическая заготовка сжимается и деформируется в полости штампа определенной геометрии для получения поковки. Усовершенствованные варианты включают холодную штамповку, прокатку, радиальную штамповку и прецизионную экструзию.
Ковка в штампах без вспышек и ковка в закрытых штампах: Эти прецизионные технологии исключают образование вспышек, что приводит к исключительно высокому коэффициенту использования материала. Сложные поковки могут быть изготовлены за один или несколько этапов, с уменьшенными зонами приложения усилий, что минимизирует необходимые нагрузки. Однако эти методы требуют точного контроля объема заготовки, точного позиционирования штампа и стратегий по снижению износа штампа.
Ключевые особенности и преимущества
Ковка имеет ряд преимуществ перед литьем:
Улучшенная микроструктура: Процесс ковки значительно улучшает структуру и механические свойства металла. Горячая обработка при ковке деформирует и рекристаллизует литую структуру, превращая грубые дендриты и столбчатые зерна в утонченную, однородную равноостровную рекристаллизованную структуру.
Структурная целостность: Ковка уплотняет и эффективно "сваривает" примеси, такие как зоны сегрегации, пористость и шлаковые включения, в результате чего получается более плотная структура с улучшенными пластичностью и механическими свойствами.
Превосходные механические свойства: Поковки неизменно демонстрируют более высокие механические свойства по сравнению с отливками из того же состава материала. Это объясняется сохранением непрерывной ориентации металлических волокон и устранением дефектов литья.
Непрерывность волокнистого потока: Процесс ковки обеспечивает непрерывность волокнистой структуры металла, поддерживая постоянство формы поковки и сохраняя целостность линий течения металла. Эта характеристика способствует повышению усталостной прочности и общей производительности деталей.
Точность и производительность: Передовые технологии, такие как точная штамповка, холодная экструзия и изотермическая штамповка, позволяют получать детали с исключительными механическими свойствами, точностью размеров и увеличенным сроком службы - характеристики, недостижимые при использовании традиционных методов литья.
Fформирование противRоллинг
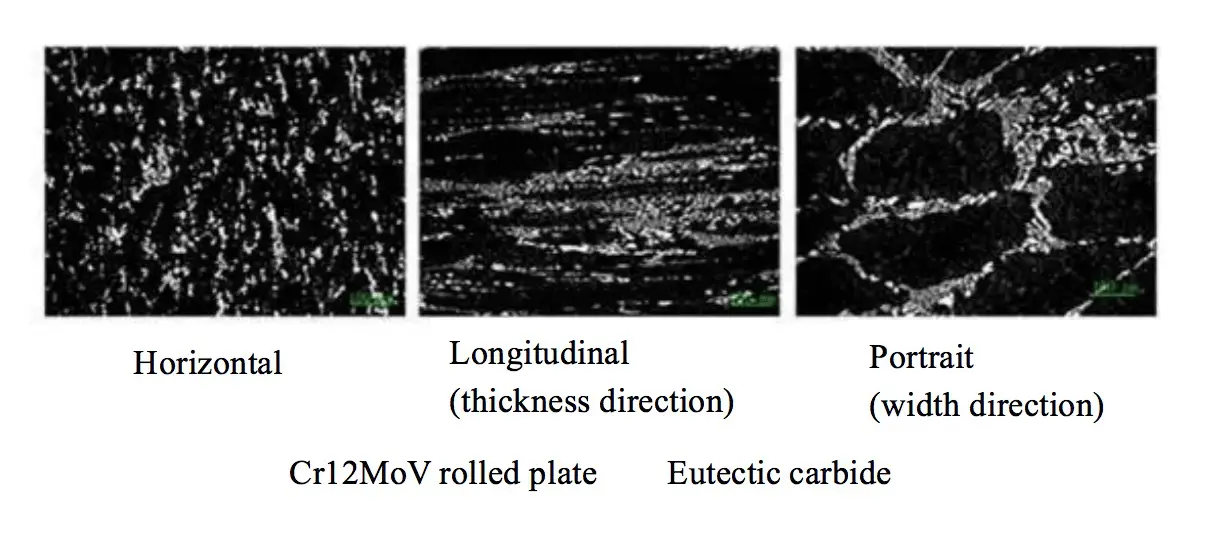
(1) Поковки демонстрируют превосходное постоянство механических свойств как в осевом, так и в радиальном направлениях по сравнению с прокатом. Эта улучшенная изотропия приводит к значительному повышению усталостной прочности и общей долговечности. Микроструктурная однородность поковок приводит к более предсказуемым и надежным эксплуатационным характеристикам в различных условиях напряжения.
На рисунке ниже показано металлографическое распределение эвтектических карбидов по различным направлениям в листе проката Cr12MoV, что подчеркивает анизотропную природу проката.
(2) Что касается эффективности деформации, то ковка обеспечивает значительно более высокую степень пластической деформации по сравнению с прокаткой. Такая усиленная деформация особенно эффективна для разрушения и перераспределения эвтектических карбидов, что приводит к формированию более тонкой и однородной микроструктуры. Сильная пластическая деформация при ковке также способствует измельчению зерна и устранению пористости, что еще больше улучшает свойства материала.
(3) Хотя ковка обычно требует больших затрат на обработку, чем прокатка, для критически важных компонентов эти инвестиции часто оправданы. Ковка незаменима для: - Детали, выдерживающие высокие нагрузки или ударопрочные - Компоненты со сложной геометрией - Области применения, требующие жестких механических свойств или точности размеров
Превосходные механические свойства и микроструктурная целостность кованых деталей часто приводят к увеличению срока службы и повышению надежности, что потенциально компенсирует первоначальную более высокую стоимость за счет снижения частоты обслуживания и замены.
(4) Кованые детали характеризуются непрерывными и непрерывными линиями течения металла, которые соответствуют геометрии детали. Этот непрерывный поток зерен значительно повышает прочность детали, особенно в местах, подверженных высокой концентрации напряжений.
В отличие от этого, операции механической обработки проката могут нарушить эти потоки, создавая потенциальные точки концентрации напряжений и снижая общий усталостный ресурс заготовки. Это особенно важно в условиях циклического нагружения или ударных нагрузок.
На приведенном ниже изображении сравнительно показаны линии течения металла в литых, обработанных и кованых заготовках, что подчеркивает превосходную непрерывность зернистой структуры в кованых компонентах.
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель компании MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Задумывались ли вы когда-нибудь о том, что технология сервопрессов может изменить ситуацию в производстве? В этой статье мы расскажем о том, как эти передовые машины совершают революцию в промышленности, предлагая беспрецедентную точность, эффективность,...
Вы когда-нибудь задумывались, как создаются машины, которые формируют наш мир? Этот блог отправит вас в путешествие по ведущим производителям машин для штамповки. Вы узнаете о...
Как инженер, вы знаете, что дьявол кроется в деталях, когда речь идет о проектировании и производстве оборудования. Один из важнейших аспектов, который может сделать или разрушить качество...
Выбор правильной оснастки для револьверной штамповки может существенно повлиять на эффективность производства и качество продукции. Вы боретесь с заусенцами или износом штампа при обработке листового металла? Это руководство...
Какая компания возглавляет список производителей машин для обработки железа? В этой статье рассматриваются ведущие бренды отрасли, подробно описывается их история, инновации и ассортимент продукции. Прочитав статью, вы получите представление...
Вы когда-нибудь задумывались, как изготавливаются металлические детали в вашем автомобиле или бытовой технике? Ключевую роль в этом играет штамповка металла - процесс формования металлических листов с помощью штампов. Этот метод обеспечивает высокую...
Вы когда-нибудь задумывались, как автомобили производятся так быстро и безопасно? В этой статье раскрывается магия автоматизированных линий штамповочного производства, где роботы заменяют ручной труд, повышая эффективность...
Какие материалы делают штампы прочными и точными? Штампы для штамповки требуют высокой прочности и точности, и такие материалы, как сталь, твердый сплав и различные сплавы, играют здесь решающую роль. В этой статье рассматриваются...
Заинтригованы чудесами штамповки металла? В этой статье блога мы погрузимся в увлекательный мир отбортовки, затылования и развальцовки отверстий. Наш эксперт, инженер-механик, проведет вас...