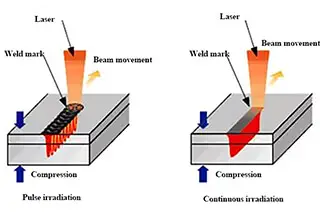
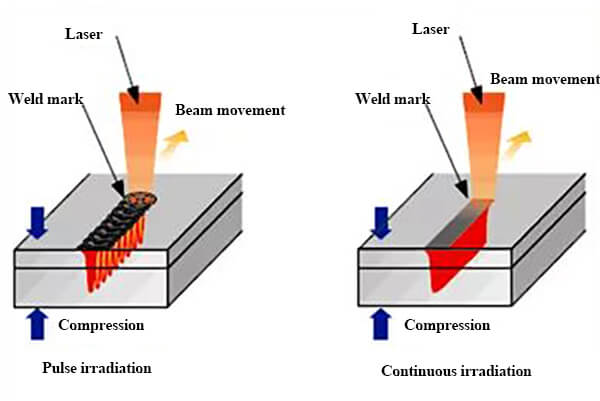
Что определяет качество и эффективность сварного шва? При лазерной сварке решающее значение имеет настройка мощности. В этой статье мы рассмотрим, как мощность лазера влияет на результаты сварки, от глубины проплавления до скорости сварки. Читатели узнают о принципах лазерной сварки, взаимосвязи между мощностью и качеством сварного шва, а также практические советы по оптимизации сварочных процессов. Будьте готовы понять науку, которая формирует идеальные сварные швы, и улучшить свои навыки сварки.
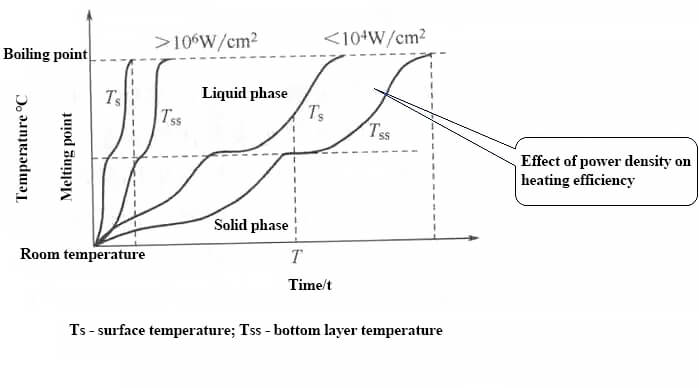
Выбор P (мощности лазера) зависит от толщины пластины. P определяет плотность мощности пятна и влияет как на глубину проплавления, так и на скорость сварки.
Рис.2 Кривая плотности мощности и температуры металла с течением времени
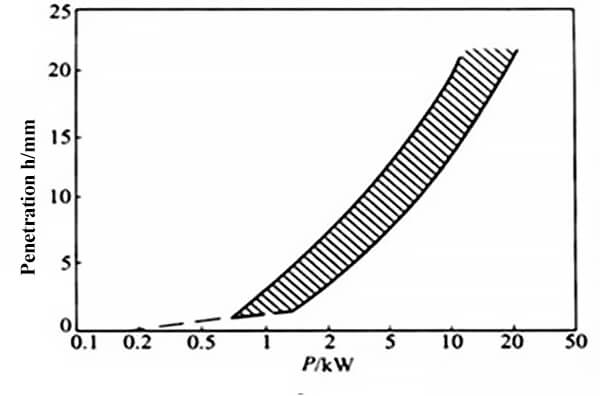
3. Влияние мощности лазера на проникновение
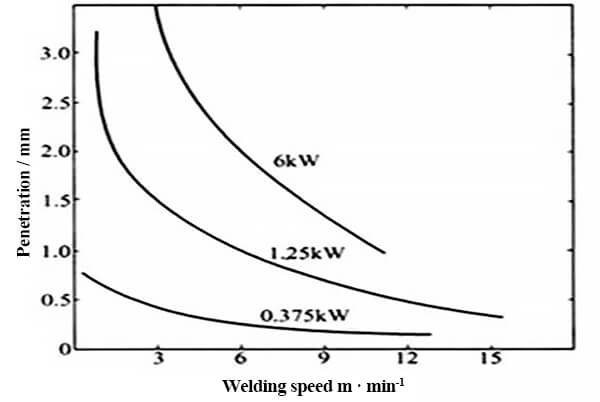
Как показано на рисунке, чем больше мощность (P/kw), тем глубже проникновение, и наоборот.
Рис. 3 Зависимость между проникающей способностью лазера и мощностью
4. Влияние мощности лазера на скорость сварки
Дополнительные знания:
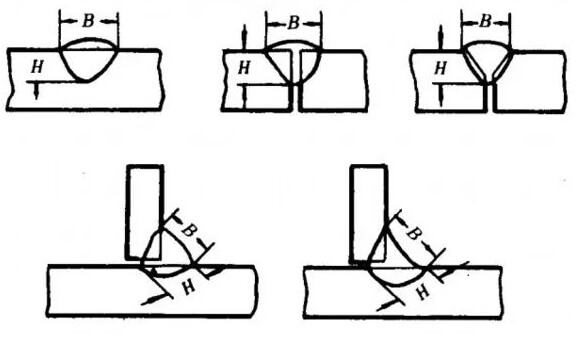
Форм-фактор сварного шва определяется в GB/T3375-1994 как отношение ширины шва (B) к расчетной толщине шва (H) в поперечном сечении одного шва (φ = B/H), как показано на рисунке 4.
Малый форм-фактор обеспечивает узкий и глубокий сварной шов. Однако в центре шва обычно наблюдается повышенная концентрация примесей и низкая стойкость к образованию термических трещин из-за региональной сегрегации. Поэтому коэффициент формы не должен быть слишком мал.
Например, коэффициент формы сварного шва должен быть больше 1,3, то есть ширина шва должна быть как минимум в 1,3 раза больше его расчетной толщины.
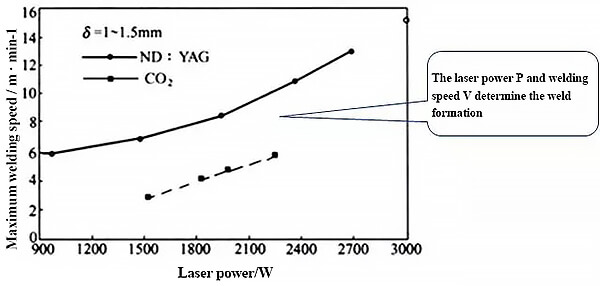
Рис. 4 Мощность и скорость лазера определяют формирование сварного шва
Рис. 5 Зависимость между скоростью сварки и мощностью лазера
5. Взаимосвязь между мощностью лазера, скоростью сварки и проплавлением
Рис. 6 Изменение проплавления и скорости сварки низкоуглеродистой стали при различной мощности
Резюме:
Мощность лазерной сварки определяет плотность мощности пятна и контролирует глубину проплавления и скорость сварки. С увеличением мощности лазера увеличивается скорость сварки и глубина проплавления.
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Вы когда-нибудь задумывались, точно ли указана мощность лазера на вашем портативном сварочном аппарате? В этой статье мы рассмотрим распространенную проблему ложной маркировки на ручных лазерных...
Вы когда-нибудь задумывались, как лазерная сварка преображает металлические изделия? Эта статья раскрывает секреты лазерной сварки, уделяя особое внимание важнейшим параметрам, обеспечивающим точность и прочность. От регулировки мощности лазера до...
Представьте себе сварку рам автомобилей, батарей питания, обшивки самолетов и корпусов кораблей с высокой точностью и невероятной скоростью. Технология лазерной сварки совершает революцию в этих отраслях, обеспечивая более прочные, легкие и...
Представьте себе сварку с помощью прецизионного инструмента, который даже не касается металла. Дистанционная лазерная сварка (RLW) использует мощь волоконных лазеров для революции в сварочном процессе, предлагая непревзойденную скорость,...
Представьте себе сварку металла лучом света - точную, быструю и почти волшебную. Это и есть лазерная сварка - технология, совершающая революцию в производстве. В этой статье мы рассмотрим фундаментальные принципы лазерной...
Как фокусировка лазера влияет на качество и эффективность сварки? Этот интригующий вопрос касается критической взаимосвязи между расфокусировкой лазера и эффективностью сварки. Исследуя...
Выбор правильного метода лазерной сварки может существенно повлиять на эффективность производства и качество продукции. Вы когда-нибудь задумывались, какой метод лазерной сварки - непрерывный или импульсный - лучше подходит для ваших нужд?...
Представьте себе метод сварки, настолько точный и мощный, что он может соединять материалы с минимальными искажениями и непревзойденной прочностью. Таковы перспективы лазерной сварки глубокого проникновения. В этом...
Представьте себе работу с лазерным сварочным аппаратом, где одно неверное движение может привести к серьезным травмам или повреждению оборудования. В этой статье рассматриваются основные меры безопасности при работе с этими мощными устройствами,...