Формирование сварного шва: Влияние направления и угла
Как направление и угол сварки влияют на формирование сварного шва? Понимание этих факторов имеет решающее значение для достижения оптимального качества сварного шва. В этой статье рассматриваются основные понятия направления и угла сварки, их влияние на формирование шва, а также практическое применение различных методов сварки. К концу статьи вы поймете, как изменение этих параметров может влиять на глубину, ширину и общее качество сварных швов, обеспечивая лучший контроль и точность в ваших сварочных проектах.
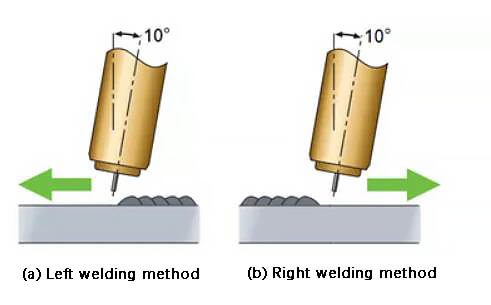
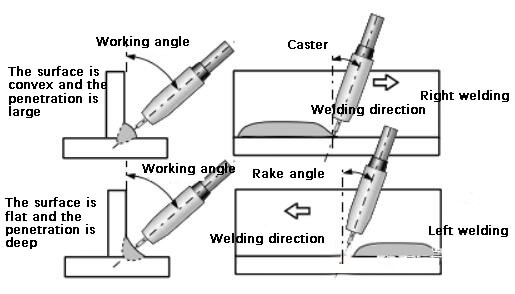
Для газового металла дуговая сваркаКогда оператор держит сварочный пистолет правой рукой, сварка обычно выполняется справа налево. Это называется "левым методом сварки", поскольку сопло сварочного пистолета находится под тупым углом (>90°) по отношению к направлению сварки.
И наоборот, сварка слева направо с острым углом (<90°) между соплом сварочного пистолета и направлением сварки называется "методом сварки справа".
Если оператор держит сварочный пистолет левой рукой, направление сварки меняется на противоположное.
На рисунке 1 показаны левый и правый методы сварки.
Рис. 1 Схема левого метода сварки и правого метода сварки
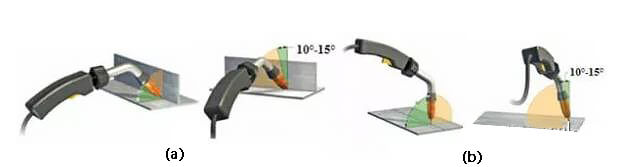
Угол между осью сварочного пистолета и поверхностью сварного шва называется "рабочим углом". В плоскости, где расположены ось сварочного пистолета и направление сварки, угол между осью сварочного пистолета и прямой линией, перпендикулярной направлению сварки, называется "углом поворота".
На рисунке 2 (a) показаны рабочий угол и угол ходьбы для сварной шовВ то время как на рис. 2 (b) показаны рабочий угол и угол поворота для стыкового шва.
(a) Рабочий угол и угол поворота сварного шва (Т-образный шов)
(b) Рабочий угол и угол поворота стыкового шва (стыкового соединения)
Рис. 2 Схематическое изображение рабочего угла и угла ходьбы
Как правило, рабочий угол для филейного шва составляет 45°, а для стыкового - 90°.
Угол ходьбы можно дополнительно разделить на "угол ракеля" и "угол кастера" в зависимости от направления сварки. При сварке в правом направлении он называется "углом кастера", а при сварке в левом направлении - "углом граблей".
1.2 Влияние на формирование сварного шва
При изменении направления и угла сварки изменяется и поведение дуги и сварного шва.
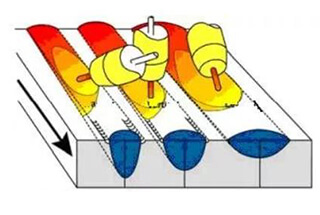
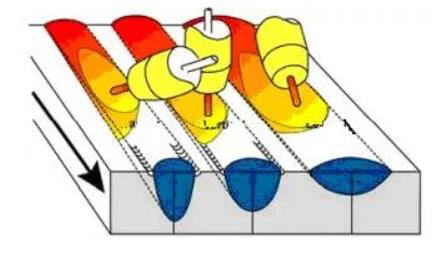
При сварке справа большая часть дуги воздействует непосредственно на сварной шов, а при сварке слева - на жидкую расплавленную ванну. В результате при одинаковых значениях сварочного тока, напряжения дуги и скорость сваркиШирина и глубина сварного шва могут отличаться.
На рисунке 3 представлено визуальное представление того, как направление и угол сварки влияют на формирование сварного шва.
(a) Схема влияния направления и угла перемещения при сварке встык на формирование сварного шва
(b) Схематическое изображение влияния направления сварки филе и угла перемещения на формирование сварного шва
Рис. 3 Схема направления и угла сварки и их влияние на формирование сварного шва
Помимо влияния на формирование сварного шва, направление сварки и угол наклона также влияют на обзор сварщиком сварочной ванны, размер брызг и эффективность газовой защиты.
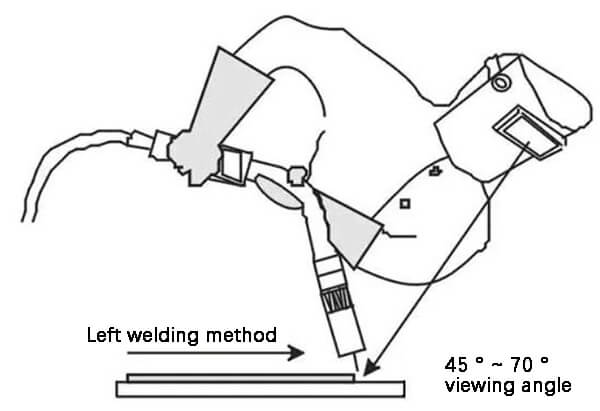
При сварке левой рукой сварщик должен наблюдать за сварочной дугой и сварочной ванночкой с одной стороны сварочной дуги под углом от 45° до 70°, что облегчает наблюдение за плавлением конца сварочной проволоки и изменениями в сварочной ванночке.
Однако при сварке в нужном направлении наличие сварочного пистолета загораживает сварщику линию обзора, что усложняет выполнение сварки.
На рисунке 4 представлена схема оптимального угла обзора для сварщика во время сварки слева (для плоская сварка позиция).
Рис. 4 Перспектива левого оператора (положение плоской сварки)
При большом угле наклона в сварной шов легче попадает воздух, что приводит к образованию пор. Чтобы предотвратить это, угол наклона вниз обычно устанавливается на уровне 10-15°.
Кроме того, направление сварки также влияет на размер брызг, образующихся в процессе. При сварке слева обычно образуются более крупные брызги, а при сварке справа - более мелкие.
2. Применение направления и угла сварки
Учитывая значительное влияние направления и угла сварки на такие факторы, как формирование шва, размер брызг и газовая защита, в реальном сварочном производстве используются различные направления сварки в зависимости от технических требований и ситуационных факторов.
Для справки приводится таблица с описанием типичных практических применений различных направлений сварки.
Таблица - Практическое применение направления сварки
Приложение
Правильный метод сварки
Левый метод сварки
Плоская сварка
лист
Не подходит, так как при большом проникновении легко прожечь насквозь.
Подходит, потому что глубина пропекания небольшая, а шов ровный.
тарелка
Подходит, потому что может обеспечить хорошее слияние
Не подходит, из-за неглубокого проникновения проникновение не может быть гарантировано.
Поперечная сварка
Однопроходная сварка
Не подходит, так как узкие и глубокие швы имеют тенденцию к образованию выпуклых швов
Подходит, так как с его помощью легко получить широкие и плоские сварные швы.
Многопроходная сварка
Подходит для сварки встык и сварки с заполнением
Подходит для сварки крышек
Вертикальная сварка вверх
произвольно
не подходит
подходит
Вертикальная сварка в направлении вниз
произвольно
подходит
не подходит
3. Заключение
3.1 Левый метод сварки характеризуется неглубоким проплавлением и широким сварная шайбачто делает его хорошо подходящим для сварки тонких листов. С другой стороны, правый метод сварки известен своим глубоким проплавлением и узким сварная шайбачто делает его идеальным для сварки средних и тяжелых листов.
3.2 Малый угол поворота приводит к большой глубине проплавления и эффективной защите расплавленной ванны. И наоборот, большой угол шагания приводит к неглубокому проплавлению и плохой защите сварочной ванны. Для достижения оптимальных результатов рекомендуется угол поворота от 10° до 15°, чтобы обеспечить хорошую защиту сварочной ванны.
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Для получения безупречного сварного шва требуется не только мастерство, но и владение взаимодействием между напряжением и током. Эти два параметра являются жизненной силой сварки, диктуя все от...
Вы когда-нибудь задумывались, почему сварные конструкции иногда выходят из строя, несмотря на их прочный внешний вид? В этой статье мы рассмотрим скрытые проблемы сварки и узнаем, как неравномерный нагрев и охлаждение могут привести к...
Сварочные деформации нержавеющей стали могут привести к значительным проблемам при изготовлении металлоконструкций. В статье рассматриваются различные методы контроля и исправления этих деформаций, такие как использование медных пластин, воды...
Сварка меди и ее сплавов представляет собой уникальную задачу из-за их высокой теплопроводности и склонности к образованию трещин. В этой статье рассматриваются различные технологии сварки, материалы и методы подготовки, необходимые...
Почему одни сварные швы получаются удачными, а другие - неудачными? Секрет кроется в понимании термического процесса сварки. В этой статье мы рассмотрим важнейшие аспекты воздействия тепла на металл во время...
Что, если бы вы могли сваривать металлы без нагрева, просто прикладывая давление? Холодная сварка давлением как раз и позволяет добиться прочного соединения, прижимая металлы друг к другу при комнатной...
Вы когда-нибудь задумывались о том, как сварить два самых сложных металла - медь и нержавеющую сталь? В этой статье мы разберем все сложности сварки этих разнородных металлов и расскажем...
Вы когда-нибудь задумывались, как тонкий металлический лист безупречно соединяется в сложных механизмах? Эта статья исследует увлекательный мир сварочных технологий, от ручной дуговой сварки до MIG и...
Представьте, что вы находитесь в мастерской, окруженной шипением и искрами сварочных горелок. Вы когда-нибудь задумывались, чем один метод сварки отличается от другого? Эта статья поможет вам...