Электрический и гидравлический листогибочный пресс - какой из них подходит для вашего бизнеса?
Выбор между электрическим и гидравлическим листогибочным прессом может существенно повлиять на эффективность вашего бизнеса и затраты. Электрические листогибочные прессы обеспечивают превосходную экономию энергии, экологические преимущества и более высокую скорость работы, в то время как гидравлические листогибочные прессы известны своей надежностью и несколько меньшей первоначальной стоимостью. Эта статья поможет вам понять различия, преимущества и потенциальные недостатки каждого типа, что позволит вам принять взвешенное решение, соответствующее вашим производственным потребностям. Узнайте о ключевых факторах, которые могут изменить ваш производственный процесс и повысить производительность.
С развитием технологий современная обработка листового металла, особенно процесс гибки, требует все более высоких стандартов. Существуют различные технические требования к оборудованию и эффективности обработки, и как компании, так и страны строго следят за охраной окружающей среды и энергосбережением.
Поэтому по сравнению с гидравлическими листогибочными прессами листогибочные прессы, управляемые чисто электрическими сервосистемами, получают все большее признание среди крупных производителей.
II. Электрический листогибочный пресс и гидравлический листогибочный пресс
В последние годы совершенствование и удешевление мощных и высокомоментных электродвигателей и приводных технологий способствовало расширению применения соответствующих электроприводных устройств.
Листогибочные прессы с ЧПУ, широко используемые в производстве листового металла, открыли новую тенденцию к замене гидравлического главного привода на чисто электрический сервопривод, и тоннаж и производство чисто электрических сервоприводов листогибочных прессов с ЧПУ растут.
В этой статье описаны преимущества чисто электрических сервоприводов листогибочные прессы по сравнению с гидравлическими листогибочными прессами с точки зрения энергосбережения, защиты окружающей среды, эффективности обработки, точности гибки и эксплуатационных расходов.
1. Значительная экономия энергии
Одним из преимуществ чисто электрического сервопривода является то, что потребляемая мощность двигателя пропорциональна мощности нагрузки, что приводит к высокому потреблению энергии при изгибе, низкому потреблению энергии при движении плунжера вверх без нагрузки и практически полному отсутствию потребления энергии при остановке плунжера.
Однако в гидравлических сервопресс Тормоз, главный двигатель и гидравлический насос продолжают работать, даже когда заслонка не работает, потребляя энергию.
Кроме того, эффективность механической главной передачи чисто электрического сервопривода листогибочного пресса составляет более 95%, в то время как гидравлическая передача Эффективность гидравлического сервопривода листогибочного пресса с клапанным управлением ниже 80%, а после старения и износа компонентов гидравлической системы эффективность еще больше снижается.
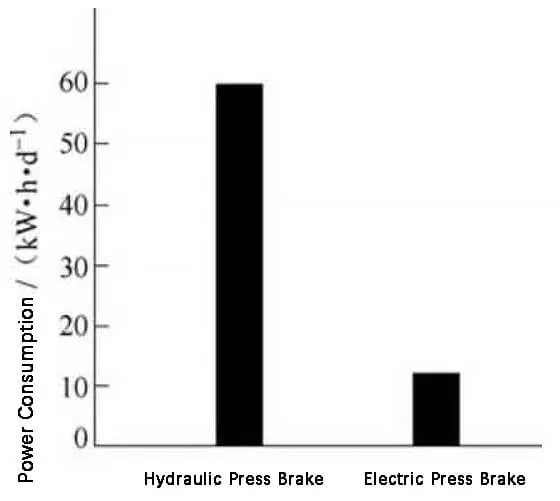
Если взять в качестве примера 100-тонный листогибочный пресс и исходить из 8-часового рабочего дня, то потребляемая мощность главного блока чисто электрического сервопривода листогибочного пресса составляет около 12 кВт-ч/день, в то время как потребляемая мощность гидравлической системы гидравлический пресс тормоза составляет около 60 кВт-ч/день.
Таким образом, чисто электрический сервопривод листогибочный пресс позволяет сэкономить примерно 80% энергии по сравнению с гидравлическим листогибочным прессом.
2. Защита окружающей среды и отсутствие загрязнения
Чисто электрический сервоприводный листогибочный станок не использует гидравлическое масло, что исключает необходимость замены масла и компонентов. В результате отпадает необходимость в хлопотах, связанных с заменой масла.
Кроме того, не существует гидравлическое масло Утечки в процессе демонтажа или в гидравлической системе при регулярном использовании, а значит, нет необходимости в очистке отработанного масла и контроле загрязнения.
3. Быстрая скорость тарана и высокая эффективность производства
Скорость реакции серводвигатель быстрее, чем у гидравлического сервопривода.
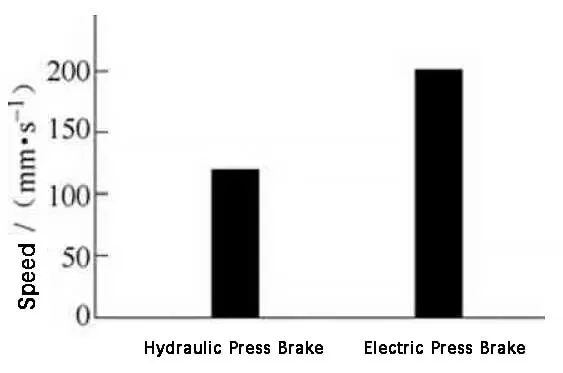
Сервопресс с усилием 100 тонн тормозная машина Например, скорость возврата и быстрого спуска плунжера достигает 200 мм/с, а рабочая скорость составляет 0-20 мм/с;
У большинства гидравлических листогибочных машин того же тоннажа скорость возврата плунжера и быстрого спуска составляет менее 120 мм/с, а рабочая скорость - 10 мм/с.
Гидравлический сервоприводный листогибочный пресс необходимо запускать для предварительного нагрева или останавливать для отвода тепла из-за влияния окружающей среды и нагрева гидравлической системы;
Как только обнаружится неисправность в гидравлическая системаТехнические требования к устранению неисправностей высоки, а времени на это уходит много.
Чисто электрический сервоприводный листогибочный станок имеет мало компонентов и низкий процент отказов, что в корне устраняет эти проблемы.
Таким образом, эффективность обработки чисто электрического сервопресса почти в два раза выше, чем у гидравлического пресса того же тоннажа.
4. Высокая точность сгибания
Чисто электрический сервоприводный листогибочный пресс имеет регулируемую скорость гибки, которая может быть установлена на более подходящую скорость для различных толщин, материалов и длины гиба, что повышает точность гибки и обеспечивает высокую производительность.
Ось компенсации прогиба чисто электрического сервопривода листогибочного пресса использует устройство компенсации структуры VILA, что позволяет получить более высокую точность гибки.
Сайт угол изгиба Погрешность гидравлического листогибочного пресса находится в пределах ±1 градуса, в то время как главный привод сервопривода листогибочного пресса приводится в действие серводвигателем через шарико-винтовую пару, что обеспечивает более высокую точность передачи.
Измеряя углы изгиба листов различных размеров, можно контролировать погрешность угла изгиба в пределах ±0,5 градуса.
5. Низкая стоимость обслуживания и использования
Гидравлическое масло в гидравлическом листогибочном прессе нуждается в регулярной замене, а насос, клапан и уплотнительные компоненты подвержены поломкам и повреждениям.
Гидравлическая система также подвержена загрязнению, и поиск и устранение неисправностей может быть затруднен. Если гидравлическая система загрязнена, ее очистка может оказаться сложной и привести к загрязнению окружающей среды.
В отличие от система передачи Чисто электрический сервоприводной листогибочный станок прост и практически не требует обслуживания, за исключением регулярной смазки.
Разработка и производство чисто электрического сервопривода листогибочного станка направлены на обеспечение высокой точности гибки, высокой эффективности работы и высокой надежности.
Анализ методом конечных элементов выполняется для станины и салазок, оптимизируются и усиливаются характеристики этих компонентов.
На основе анализа энергопотребления, защиты окружающей среды, эффективности обработки, точности обработки и стоимости чисто электрических сервоприводных листогибочных машин и гидравлических листогибочных машин были сделаны выводы, представленные в прилагаемой таблице.
Рисунок 1: Сравнение общего суточного энергопотребления листогибочных прессов
Рисунок 2: Сравнение скоростей подъема и опускания листогибочных прессов
Сравнительная таблица гидравлического листогибочного пресса и чисто электрического сервопресса
Потребление энергии (на основе 100-тонного листогибочного пресса и 8-часового рабочего дня)
Потребляемая мощность: около 60 кВт-ч/день
Потребляемая мощность: около 12 кВт-ч/день
Защита окружающей среды
Возможность загрязнения
Отсутствие возможности загрязнения
Эффективность обработки (на базе 100-тонного листогибочного пресса)
Скорость возврата и скорость быстрого спуска плунжера не превышает 120 мм/с, а скорость подъема составляет 10 мм/с.
Скорость возврата и быстрого спуска плунжера достигает 200 мм/с, а рабочая скорость варьируется от 0 до 120 мм/с.
Точность изгиба
Погрешность угла изгиба в пределах ± 1 °
Погрешность угла изгиба в пределах ± 0,5 °
Стоимость
Немного ниже
Немного выше
6. Сравнение эффективности
Повышение эффективности гибки на полностью электрическом листогибочном прессе с сервоприводом отражается в основном в следующих аспектах:
Во-первых, скорость перемещения полностью электрического сервопривода листогибочного пресса обычно выше, чем у электрогидравлического сервопривода.
Во-вторых, рабочая скорость полностью электрического сервопривода листогибочного станка более чем в два раза превышает скорость электрогидравлического сервопривода.
В-третьих, возможности ускорения и замедления полностью электрического сервопривода листогибочного пресса значительно превосходят возможности электрогидравлического сервопривода, что позволяет экономить время при изменении скорости.
Сравнительный анализ эффективности гибки между полностью электрическим сервоприводом листогибочного пресса и электрогидравлическим сервоприводом листогибочного пресса
Условия обработки: Быстрый ход вниз 80 мм, рабочий ход 10 мм и быстрый ход вверх 90 мм.
Универсальный полностью электрический сервоприводной листогибочный станок
Высокоскоростной полностью электрический сервоприводный листогибочный пресс
Скорость перемотки по оси Y (мм/с)
100-120
150-160
100-130
200
Рабочая скорость оси Y (мм/с)
10
10
20
20
Время движения (с)
Около 4
Около 3,5
Около 2,8
Около 2,2
Время смены материала (с)
0.8
0.8
0.8
0.8
Время одиночного изгиба (с)
4.8
4.3
3.6
3
Количество циклов гибки в день
7500
8372
10000
12000
Повышение эффективности по сравнению с обычными электрогидравлическими сервоприводами листогибочных машин.
100%
112%
133%
160%
Увеличение количества ежедневных циклов гибки по сравнению с обычными электрогидравлическими сервоприводами листогибочных машин.
0
872
2500
4500
Количество циклов гибки в день: При общем времени работы 10 часов в день, или 36 000 секунд.
III. Полностью электрический сервоприводной листогибочный станок в сравнении с гидравлическим сервоприводным листогибочным станком
Масляный цилиндр, клапан насоса и уплотнения традиционных гидравлических сервогибочных станков подвержены поломкам и повреждениям. Устранение неполадок требует высоких технических навыков и занимает много времени. Кроме того, гидравлическая система легко загрязняется, а после загрязнения ее трудно очистить, что может привести к загрязнению окружающей среды.
Как показано на рис. 1, полностью электрический сервоприводной листогибочный станок имеет простую систему передачи, исключающую такие компоненты, как цилиндры, клапаны насоса, уплотнения и маслопроводы. Это обеспечивает очень низкий процент отказов и практически полное отсутствие затрат на техническое обслуживание, требующее лишь периодической смазки. Это обеспечивает высокую точность гибки, высокую эффективность работы и высокую надежность. Сравнение характеристик полностью электрического сервопривода листогибочного пресса одинаковой грузоподъемности и гидравлического сервопривода представлено в таблице 1.
Полностью электрический сервоприводный листогибочный станок
Полностью электрический сервоприводный листогибочный станок
Гидравлический сервоприводный листогибочный пресс
Полностью электрический сервоприводный листогибочный станок
Гидравлический сервоприводный листогибочный пресс
Скорость холостого хода/(мм/с)
200
160
180
160
Рабочая скорость/(мм/с)
50
10
50
10
Скорость возврата/(мм/с)
200
140
180
130
Точность позиционирования по оси Y/мм
±0.01
±0.03
±0.01
±0.03
Потребляемая мощность/(кВт-ч)
0.9
2.2
1.5
7
1. Высокая скорость работы
Скорость реакции серводвигателя полностью электрического сервопривода листогибочного пресса выше, чем у гидравлического сервопривода. Например, 100-тонный 3,1-метровый полностью электрический сервоприводной листогибочный пресс имеет скорость возврата ползуна и быстрого опускания до 140 мм/с, а рабочая скорость составляет 0-50 мм/с. В отличие от этого, большинство гидравлических сервоприводов того же тоннажа имеют скорость возврата и быстрого опускания ползуна менее 120 мм/с, а рабочая скорость составляет всего 10 мм/с. Гидравлические сервоприводы подвержены отказам из-за проблем с окружающей средой и нагревом гидравлической системы, требующим предварительного нагрева или охлаждения, в то время как полностью электрический сервоприводный листогибочный пресс имеет меньшее количество компонентов и очень низкий процент отказов, что позволяет избежать этих проблем.
Эффективность обработки полностью электрического сервоприводного листогибочного пресса почти в два раза выше, чем у гидравлического сервоприводного пресса того же тоннажа. Например, 100-тонный 3,1-метровый листогибочный пресс может сгибать до 34 раз в минуту (при высоте проема 10 мм) и не менее 29 раз в минуту (при высоте проема 140 мм), что значительно повышает эффективность производства. При быстром ходе вниз на 140 мм полностью электрический сервоприводной листогибочный станок может сгибать 29 раз в минуту, в то время как гидравлический сервоприводный листогибочный станок может сгибать только 12 раз в минуту. При быстром ходе вниз на 10 мм полностью электрический сервоприводный листогиб может согнуть 34 раза в минуту, в то время как гидравлический сервопривод - 21 раз в минуту.
2. Высокая точность сгибания
Полностью электрический сервоприводной листогибочный пресс использует серводвигатель для непосредственного привода винтового стержня, добавляет магнитную шкалу и формирует полностью замкнутый контур управления системой, повышая точность передачи с точностью позиционирования ±0,01 мм. В отличие от этого, гидравлический сервоприводной листогибочный станок использует двигатель для привода масляного насоса, который подает масло на пропорциональный клапан, а пропорциональный клапан регулирует объем масла для работы, что приводит к снижению точности с точностью позиционирования, как правило, ±0,03 мм.
3. Энергосбережение, экологичность и низкая стоимость
Одним из преимуществ полностью электрического сервопривода является то, что потребляемая мощность двигателя пропорциональна мощности нагрузки. В режиме ожидания двигатель не вращается, практически не потребляя электроэнергию, а шум во время работы гораздо ниже, чем у гидравлических сервоприводов листогибочных машин. Например, 100-тонный 3,1-метровый сервоприводный листогибочный станок потребляет 1,5 кВт-ч, в то время как гидравлический сервоприводный листогибочный станок - 7 кВт-ч.
КПД механической главной передачи полностью электрического сервопривода листогибочного пресса составляет более 95%, в то время как КПД гидравлической передачи гидравлического сервопривода листогибочного пресса составляет менее 80%, и эффективность еще больше снижается по мере старения и износа компонентов гидравлической системы. Например, 100-тонный 3,1-метровый листогибочный пресс потребляет около 12 кВт-ч/д для главной машины при работе 8 часов в день, в то время как гидравлическая система гидравлического сервопресса потребляет около 56 кВт-ч/д, что позволяет сэкономить около 80% энергии по сравнению с полностью электрическим сервопрессом.
Полностью электрический сервоприводный листогибочный станок не использует гидравлическое масло (экономия в среднем составляет около 5000 юаней в год), что позволяет избежать проблем с заменой гидравлического масла и гидравлических компонентов, а также утечки гидравлического масла, утилизации и загрязнения окружающей среды.
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Представьте себе точность, необходимую для изготовления сложных металлических деталей с помощью листогибочного пресса. А теперь представьте себе разочарование, когда появляются прогибы и неточности. В этой статье рассматриваются гидравлические и механические...
Выбор подходящего гидравлического листогибочного станка может оказаться непростой задачей из-за многообразия доступных вариантов. Понимание различий между моделями с ЧПУ и без ЧПУ имеет решающее значение. Это руководство объясняет ключевые...
Как производители могут обеспечить точность и эффективность гибки листового металла? Выбор между листогибочным прессом и фальцепрокатным станком с ЧПУ имеет решающее значение. В этой статье сравниваются принципы их работы, точность гибки,...
Вы когда-нибудь задумывались о происхождении термина "листогибочный станок"? В этой увлекательной статье блога мы отправимся в увлекательное путешествие по истории, чтобы раскрыть причины возникновения...
Как гибочный станок может произвести революцию в обработке листового металла? В этой статье рассматриваются три инновационные технологии для листогибов: сплющивание, скругление и фигурная гибка. Поняв эти методы, читатели...
Вы когда-нибудь задумывались, как листогибочный пресс придает металлу такую точность? В этой статье мы расскажем о деталях и функциях листогибочного пресса и покажем вам его важную роль...
Вы когда-нибудь задумывались, как плоский лист металла превращается в сложную форму? Листогибочные прессы - это невоспетые герои производственного мира, которые сгибают и формируют металл...
Как размер нижнего отверстия штампа влияет на конечные размеры металлических деталей при воздушной гибке? Этот вопрос имеет решающее значение для обеспечения точности при изготовлении металлических изделий. В...
Представьте себе, что вы покупаете листогибочный станок и понимаете, что он не соответствует вашим потребностям - это дорогая ошибка! В этом руководстве объясняются важнейшие принципы и факторы, которые необходимо учитывать при покупке листогибочного пресса. От...