Работа электрогидравлического сервопривода листогибочного пресса: Руководство для экспертов
Как станок достигает высокой точности и эффективности при гибке металла? Откройте для себя секреты электрогидравлического сервомеханического листогибочного станка. Эта статья посвящена сложной механике, процедурам настройки и рекомендациям по эксплуатации этого передового станка и содержит важные знания для достижения максимальной производительности и безопасности. Узнайте, как обслуживать и устранять неисправности этого оборудования, чтобы обеспечить его оптимальную работу в различных областях промышленности.
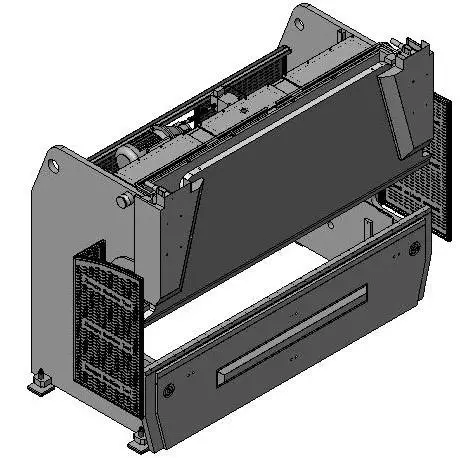
Электрогидравлический листогибочный пресс с сервоприводом и числовым программным управлением известен своей высокой эффективностью и точностью при гибке листового металла.
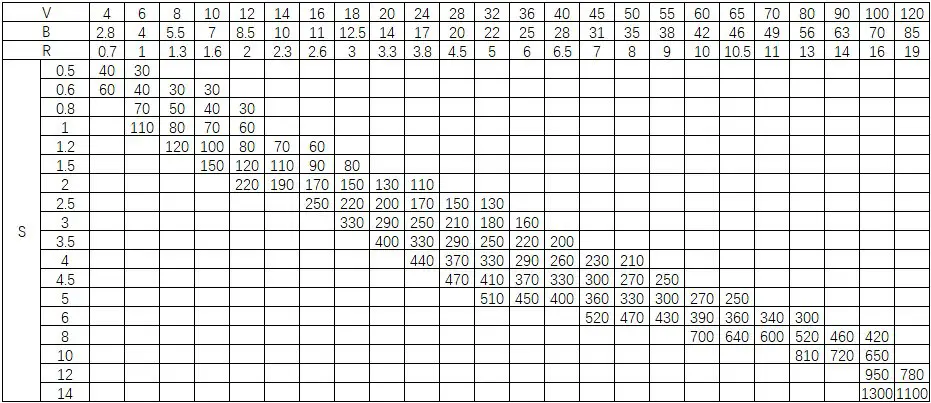
Размер V-образной канавки на нижнем штампе следует регулировать в зависимости от толщины листа. Обычно он превышает толщину листа в 8 раз.
Используя различные типы верхних и нижних штампов, можно гнуть самые разные заготовки.
Для желающих изгибающее усилиеОбратитесь к таблице гибки листового металла на корпусе листогибочного станка или используйте формулу гибки для расчета.
Один проход ползуна приводит к изгибу листа, и сложные формы может быть достигнуто путем многократного сгибания заготовки.
Гидравлический привод предотвращает серьезные перегрузки машины даже при изменении толщины листа или неправильном выборе нижнего штампа.
Кроме того, этот листогибочный станок известен своей стабильностью во время работы, простотой использования и надежными средствами безопасности.
Соединение с верхним штампом включает компенсатор, который компенсирует любой прогиб рабочего стола и ползуна во время гибки, обеспечивая высокую точность.
Он оснащен гидравлическим электрическим управлением и регулируемым ходом ползунов, что делает его удобным для пробных и регулировочных работ.
Эта пресса тормозная машина Передовые технологии и надежная работа делают его идеальным инструментом для формования.
Благодаря высокой эффективности производства он широко используется в самолетостроении, автомобилестроении, судостроении и машиностроении.
Подъем и установка
Подъемник
Из-за высокого центра тяжести гибочный тормоз тяжелый спереди и легкий сзади. Поэтому необходимо позаботиться об устойчивости машины и предотвратить ее опрокидывание.
Чтобы сохранить однородность, шелковые веревки следует использовать под небольшим углом падения.
Рис.1
Рис.2
Очистить
Перед запуском гидравлический пресс Тормоз, необходимо удалить масло для защиты от ржавчины на следующих движущихся частях.
-Поверхность поршневого столба
-Поверхность направляющей растрового ползуна
-Поверхность направляющей шины, оси, опоры на пекарном станке
-Поверхность направляющей ползуна
-Поверхность рабочего стола и комплекта форм
Примечание: Разрешено использовать бензин и каменноугольное масло для очистки, запрещено использовать растворитель для промывки.
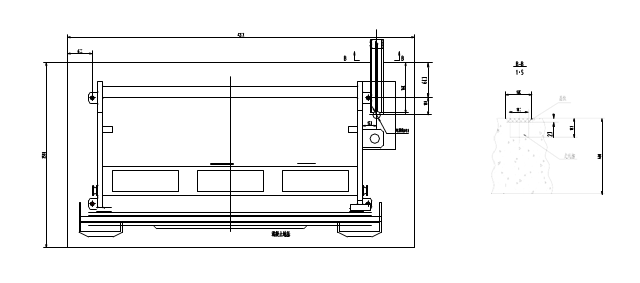
Выравнивание
Примечание: Перед выполнением точных регулировок машину следует установить на ровной поверхности. Перед началом работы убедитесь, что все части станка, включая электрические компоненты, правильно подключены.
Процесс происходит следующим образом:
Установите блок слайдера в верхнюю мертвую точку.
Установите градиент (точность ±0,05 мм/м) с обеих сторон блоков слайдера.
Отрегулируйте вертикальный уровень.
Отрегулируйте горизонтальный уровень, поместив градиент (точность ±0,05 мм/м) в центр рабочего стола.
И во всем этом процессе нижний винт должен быть хорошо соединен.
Примечание: После использования в течение 30-50 часов необходимо проверить и отрегулировать уровень.
Соединения электрических
После подключения главного выключателя (фазы питания: R, S, T, PE) проверьте ориентацию гидравлического насоса, выполнив короткий пробный пуск. Если ориентация неправильная, немедленно отключите питание и переключите две фазы (смотрите на стрелку направления гидравлического насоса).
Кабельный ввод может быть расположен в нижней части электрической коробки.
Примечание:
(1) Убедитесь, что напряжения соответствуют друг другу.
(2) Рекомендуется, чтобы электрическое подключение машины выполнял квалифицированный электрик или человек, знакомый с руководством.
Теория работы
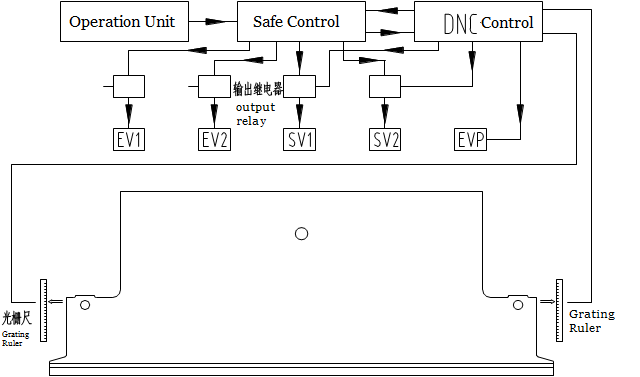
Электрогидравлический Сервопресс Тормоз объединяет числовые технологии, сервоприводы и гидравлические системы. Движение управляющего клапана заставляет верхнюю траверсу периодически перемещаться вверх и вниз, при этом измерение перемещений производится растрами с обеих сторон станка.
DNC управляет открытием и закрытием двух клапанов в левом и правом масляных цилиндрах. При необходимости сервопривод может перераспределять поток в масляном цилиндре, вызывая вертикальное перемещение верхней траверсы. Измерение перемещения определяется новым количеством импульсов. (Рисунок 3)
Рис.3
Сигнал от контроллера DNC передается на сервоклапан, который преобразует его в сигнал гидравлического давления и управляет движением клапана. Каждый цилиндр в гидравлической системе имеет свой собственный независимый контур управления, который включает сервоклапан и клапан наполнения.
Ось задней шкалы
Определение оси
DNC управляет следующими осями:
Левый масляный цилиндр блока слайдера - это ось Y1.
Правый масляный цилиндр блока слайдера - это ось Y2.
Поверхность рабочего стола(и самая нижняя точка заднего калибра).
Расстояние между поверхностью рабочего стола и самой нижней точкой заднего калибра
Z1 слева от задней шкалы
〔 слева направо〕
Левая часть корпуса машины
Расстояние между самым левым краем корпуса машины и левым концом заднего калибра.
Z2 справа от задней шкалы
〔 справа налево〕
Левая часть корпуса машины
Расстояние между самым левым краем корпуса машины и левым концом заднего калибра.
Примечание:
(1) Для программирования осей следуйте инструкциям в руководстве DNC.
(2) Термины "левый" и "правый" в таблице относятся к передней части машины, если стоять к ней лицом.
Внимание:
(1) Оператор должен внимательно следить за положением заднего калибра. Если он переместится в зону пресс-формы, это может привести к повреждению машины.
(2) При ручной регулировке оси Z делайте это только с задней стороны машины.
(3) Будьте осторожны при регулировке заднего калибра, чтобы не задеть нижнюю матрицу.
Задний калибр представляет собой балку, которая тянется от одной стороны станка к другой, опираясь на прямолинейные направляющие и винты с шарикоподшипниками. Направляющие для заднего калибра расположены по обеим сторонам корпуса станка, оставляя достаточно места для перемещения. Ось X управляет перемещением заднего калибра с помощью системы управления DNC и приводится в движение серводвигателем.
Гидравлические части листогибочного пресса
Масляный ящик с гидравлическим давлением
Масляный бак гидравлического давления приварен внутри корпуса машины. Впуск расположен внутри бака, а двигатель, масляный насос, клапан высокого давления, регулирующий клапан и электронная система находятся снаружи. Фильтрующий элемент и пьедестал клапана расположены в верхней части, а шнек для слива масла - в нижней части бака.
Электрический двигатель
3-фазный четырехступенчатый двигатель
Масляный насос
Шестеренчатый насос высокого давления и главный двигатель соединены гибким соединительным валом.
Ингалятор
Степень фильтрации составляет 10 мкм, а максимальное давление - 400 бар. При засорении фильтра или необходимости замены масла фильтр следует заменить.
Сервоклапан синхронизации
Сервоклапан установлен на верхней части масляного цилиндра. Его поток регулируется системой числового программного управления DNC и сервоусилителем, что позволяет контролировать скорость ползункового блока во всем диапазоне его перемещения. Положение и способ управления следующие:
Быстрое движение
Скорость изгиба
Нижняя мертвая точка
Путешествие с возвращением
Верхняя мертвая точка
Заливной клапан
Сервоклапан расположен в верхней части масляного цилиндра. Когда ползунок быстро перемещается, масло поступает в цилиндр из маслобака через клапан заполнения. Клапан закрыт во время процесс гибки.
Клапан давления
Клапан давления находится в сервоклапане, обратное давление при регулируемом обратном ходе.
Охрана
Защита от перерасхода контролируется DNC. При вводе в эксплуатацию DNC проверяет время и давление в масляном тракте на наличие избыточного хода, что также известно как проверка утечки давления масла.
Параметры системы ЧПУ
Примечание:
Во-первых, перед заказом станка все параметры должны быть установлены производителем для обеспечения безопасности эксплуатации.
Во-вторых, изменения параметров станка могут быть внесены только после получения разрешения производителя.
В-третьих, если второе требование не соблюдается и вносятся изменения в параметры станка, это может привести к авариям оборудования.
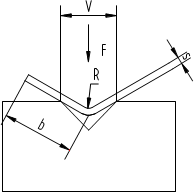
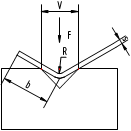
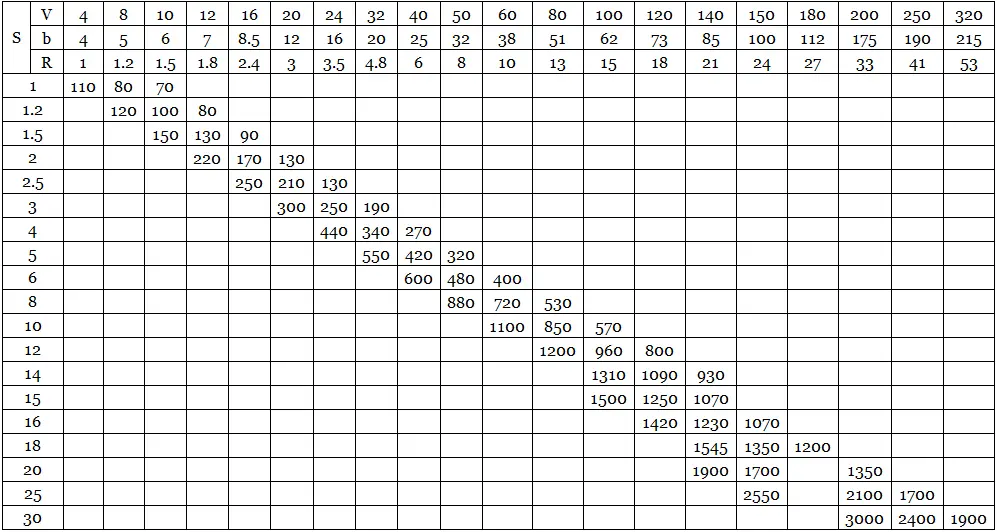
Выбор нижнего штампа (см. рис. 4)
Рис. 4 Карта эскизов нижнего штампа
F: требуемое усилие на изгиб (KN/m) на метр, когда прочность материала на растяжение составляет 400 Н/мм.
Если прочность материала на растяжение составляет 800 Н/мм, то требуемое усилие изгиба (КН/м) на метр удваивается. S: толщина листа (мм)
S: Толщина пластины (мм)
B: Минимальная ширина изгиба (мм)
V: ширина нижнего отверстия штампа (мм) R: диаметр половины гиба (мм)
V: ширина V нижнего штампа, должна определяться в зависимости от толщины материала S и общей формулы: S<3 мм V=(6~8) ×S
S<3 мм V=(6~8) ×S
S>3 мм V=(8~12) ×S
Только изменив минимальную ширину изгиба и угол изгиба можно ли научно определить общий размер нижней границы кубика.
S
V
F
R
B
0.5
-
-
-
-
-
-
-
-
-8
-28
-1
-4
1
8
110
1
4
8
80
1.2
5
10
70
1.5
6
1.2
8
120
1.2
5
10
100
1.5
6
12
80
1.8
7
1.5
10
150
1.5
6
12
130
1.8
7
16
90
2.4
9.5
2
12
220
1.8
7
18
170
2.4
9.5
20
130
3
12
2.5
18
250
2.5
9.5
20
210
3
12
24
130
3.6
15
3
20
300
3
12
24
250
3.6
15
32
190
4.8
20
4
24
440
3.6
15
32
340
4.8
20
40
270
6
25
5
32
550
4.8
20
40
420
6
25
50
320
7.5
32
6
40
600
6.5
25
50
480
8
32
60
400
9.5
38
8
50
880
8
32
60
720
10
38
80
530
12.5
51
10
60
1100
10
38
80
850
13
51
100
570
16
62
12
80
1200
13
51
100
960
16
62
120
800
19
73
14
100
1310
15
62
120
1090
18
73
140
980
21
85
15
100
1500
15
62
120
1250
18
73
140
1070
21
85
16
120
1420
18
68
140
1230
21
79
160
1070
24
90
18
140
1545
21
87
160
1350
24
100
180
1200
27
112
20
140
1900
25
85
180
1700
28
98
200
1350
38
121
25
180
2550
28
100
200
2100
38
121
250
1700
41
131
30
200
3000
38
125
250
2550
41
131
300
2100
53
143
В процессе гибки изгибающее усилие концентрируется на поверхности рабочего стола и одновременно действует на оснастку. Поэтому нагрузка, которую может выдержать оснастка, не должна превышать ее возможностей.
Например:
S=2 мм F=150KN (15 т/м)
F=150KN (15 т/м)
B min=10 мм R=2 мм
R=2 мм
При выборе нижней матрицы возможны следующие варианты: V12, V16 и V20. При выборе V16 лучше всего учитывать толщину листа.
F=170KN (17 т/м)
B min=9,5 мм
R=2,4 мм
Относительно, радиус не очень значителен, и когда ширина гиба (b) больше минимального радиуса гиба, листы разной толщины можно обрабатывать с помощью одного и того же нижнего штампа.
V16 S= 1,5 мм, 2 мм, 2,5 мм
Примечание: Если это формовочный инструмент, усилие изгиба должно быть в два-три раза больше.
Выбор верхнего штампа также должен основываться на силе изгиба, и его грузоподъемность не должна быть превышена. Кроме того, заказчики могут выбрать специальную оснастку, но при этом они должны знать, что ее грузоподъемность будет отличаться от стандартной оснастки.
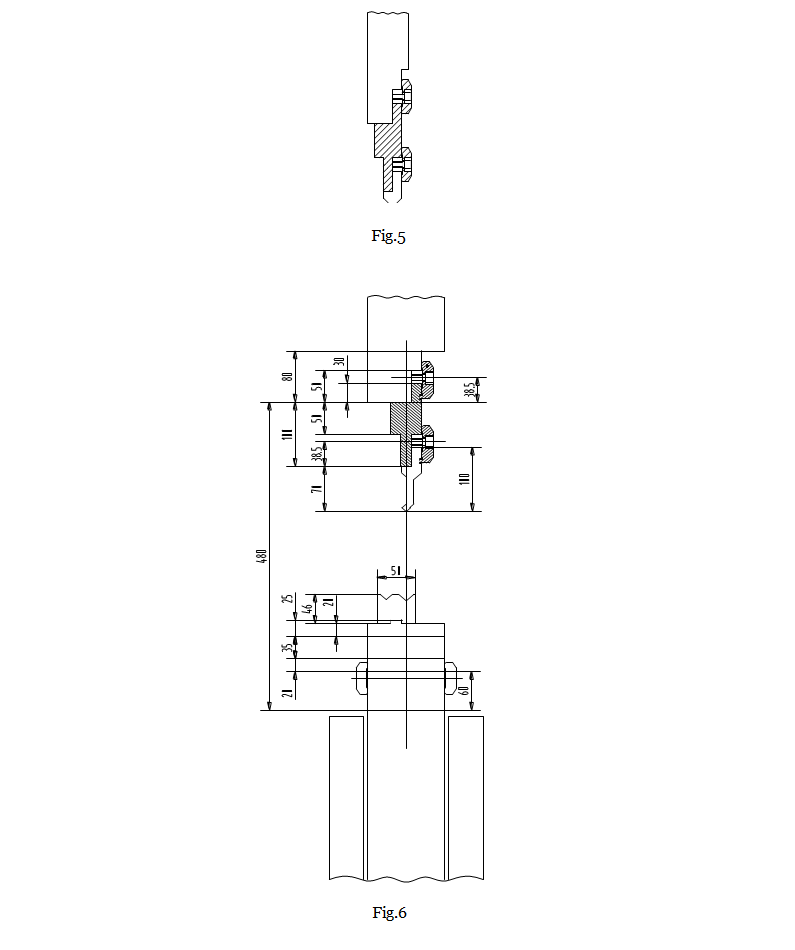
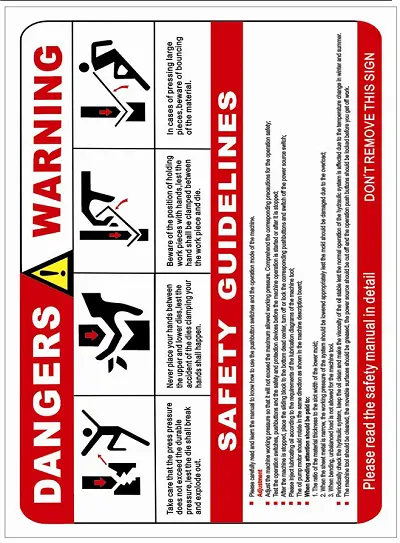
Примечание: Оператор должен соблюдать принципы безопасности в опасных зонах машины, как показано на рисунках 5 и 6.
A. Запрещается проходить через оснастку.
B. Во избежание несчастных случаев перед установкой верхнего и нижнего штампов следует установить пусковую кнопку во второе положение управления, а кнопку управления ЧПУ - в положение "остановка оси".
Установите нижнюю матрицу и отрегулируйте зажим болты.
Медленно перемещайте ползунковый блок, пока расстояние между ним и нижним штампом не станет примерно равным толщине пластины.
Закрепите верхний штамп и верхний пьедестал штампа и установите его на блок ползунов. Затем слегка затяните зажимные болты или закройте зажимную часть.
Приложите небольшое усилие, чтобы выровнять форму. Центры верхнего и нижнего штампа должны находиться на одной прямой. После того как один край формы будет полностью соединен, затяните зажимную часть.
Материал листового металла
Приведенная ниже таблица предназначена только для справки. При возникновении вопросов обращайтесь к материалам по обработке.
Тип
Прочность на разрыв кг/мм2
Алюминий
Мягкая жесткость
10.5
Середина
13.3
Высокий
19.6
Латунь
Мягкий
32.9
Mennir высокая прочность устойчивость к коррозии константан
Середина
42
Высокий
59.5
Медь
Прокат
25.9
Хромированный алюминий
Мягкий
24.5
Термическая обработка
38.5
Железо
Кованое железо
35
Сталь
0.25%c
46.9
0.5%c
66.5
0.75%c
80.5
1.0%c
91
1.2%c
105
1# Объемная сталь
52.5
Нержавеющая сталь 18-8
66.5
Стартап
Невозможные неисправности и способы их устранения
Примечание:
Перед началом работы убедитесь, что она не причинит вреда.
Станок должен быть в безопасном и пригодном для работы состоянии, со всеми защитными мерами и предохранительными устройствами.
Избегайте любых опасных операций и соблюдайте меры предосторожности.
При возникновении неисправности немедленно остановите машину и устраните проблему.
Устранение неисправностей должно выполняться под наблюдением квалифицированного техника или специалиста.
Регулярно осматривайте внешнюю поверхность машины на предмет повреждений или неисправностей и при необходимости останавливайте ее.
Оператор должен внимательно изучить руководство по эксплуатации.
Головка пресса не может вернуться назад, головка пресса возвращается медленно
Поврежден регулирующий клапан SV1/2, сменный клапан Ev1/2 не реагирует, клапан заполнения заклинило в положении закрытия, одиночный клапан EV9/8 в положении закрытия, поврежден клапан регулировки давления EVP, неправильная настройка параметров, направляющая перемещается по шпангоуту, давление хода слишком низкое.
Головка пресса остановилась в высоком положении, до 2-3 мм возвращается назад, медленно движется вниз, скорость не превышает 2 мм/мин.
Одностороннее отверстие V7/8 открыто, замените утечку или пробку EV1/2
Примечание: Для устранения возможных неисправностей и выполнения процедур проверки и обслуживания требуется квалифицированный специалист. В течение гарантийного срока сообщите об этом обслуживающему персоналу. Если отказ произошел из-за неправильной эксплуатации, обслуживающий персонал ответственности не несет.
Техническое обслуживание листогибочного станка
Примечание:
перед началом работы станка важно, чтобы оснастка соответствовала программе управления
Остановите машину после работы
Два способа остановки:
Остановился в центре нижней мертвой точки
-Переместите блок слайдера в центр нижней мертвой точки
-Закройте главный выключатель двигателя
-Установите переключатель выбора операций в положение "0"
-Установите главный переключатель в положение "0"
Используйте два дерева одинаковой высоты для упора (используется в период поддержания).
-Положите два куска дерева на рабочий стол.
-Поверните клавишный переключатель "Выбор операции" в положение "2" (для настройки)
-Операция в "ручном" режиме
После остановки станка переместите ползун вниз вручную, пока он слегка не заденет дерево.
-Выключите главный двигатель
-Переключите переключатель выбора операций на "0"
-Установите главный переключатель в положение "0"
Используйте кнопку аварийной остановки
При активации этой кнопки все оси остановятся, насос выключится, но система управления останется активной. Чтобы перезапустить машину:
-Отпустите аварийную кнопку
-Нажмите зеленую кнопку "Запуск главного двигателя". Перезапускать станок не нужно.
Вычитка блока слайдера
В случае остановки, если одна сторона блока ползунов наклонена или находится ниже положения уровня, ее можно отрегулировать вручную, но при этом необходимо выключить машину и запустить ее снова в нормальных условиях.
Примечание: Если не удается устранить блокировку ползуна или функция позиционирования повторяется, это может указывать на неисправность в системе управления или гидравлической системе.
Запрос на обслуживание
Лицо, ответственное за обслуживание и тестирование, должно внимательно изучить руководство по эксплуатации и иметь достаточный опыт.
Рекомендуется поручить проверку производителю этой машины.
Оператор машины должен проводить ежедневный осмотр на предмет возможных утечек или незакрепленных деталей.
Если пользователю не удается устранить неисправность, он должен немедленно сообщить об этом производителю.
Инструкция по техническому обслуживанию деталей машины.
Еженедельный контрольный список технического обслуживания:
Смазка направляющих
Смазка заднего датчика
Проверка натяжения приводного ремня
Проверка параллельного выравнивания
Очистка индексной пластины
Осмотр компонентов привода
Очистка от плесени и оценка ущерба.
Инструкция по обслуживанию гидравлической системы
Заправка гидравлическим маслом:
Ежедневно проверяйте уровень масла, когда блок заслонок находится в верхней точке. Следите за указателем уровня масла и при необходимости доливайте.
Если уровень масла превышает 10% от объема масляного бака, дайте гидравлическому маслу циркулировать в одном направлении в течение времени, рассчитанного в зависимости от объема масляного бака и частоты работы гидравлического насоса.
Когда блок заслонок находится в верхней мертвой точке, долейте масло до середины указателя уровня масла (виден с задней стороны масляного бака).
T = V /Q*5
T - Время циркуляции (минута)
V. Объем масляного бака (литр)
Q- Частота циркуляции масляного насоса
Мощный фильтр
График замены фильтрующего элемента:
Заменяйте сердцевину фильтра через 200 часов работы, а затем каждые 6 месяцев или через 1000 часов работы, или когда загорится желтая сигнальная лампочка "Замените фильтр".
Фильтр должен иметь степень очистки 10 микрон. После замены сердечника дайте маслу циркулировать не менее одного часа, как описано выше.
Примечание: Если загорается желтый индикатор "замените фильтр", необходимо заменить сердечник в течение 8 часов работы.
Обратный датчик
При необходимости нулевое положение всех осей на станке (без локатора заднего калибра) следует проверять еженедельно или получать компенсацию от DNC.
Проверка функционирования машины
Пункты регулярного осмотра:
Проверка измерительной системы носителя
Регулировка станка Проверка компонентов
Винтовое соединение и проверка рельсов
Проверка передачи сигнала преобразователя
Проверка затяжки блока ползунов
Проверка компонентов привода заднего манометра
Проверка компонентов затяжки заднего калибра
Проверка регулировки плесени
Проверка толщины различных гибочных листов.
Проверка обратных клапанов
График проверки клапанов:
Клапаны V7, V8, V9 и V10 необходимо проверять каждые шесть месяцев, используя следующие процедуры:
Переместите блок ползунка в верхнюю мертвую точку
Отсоедините односторонние контакты EV1 и EV2
Управление двумя ручными переключателями
Обратный клапан должен предотвратить перетекание масла из нижней части масляного цилиндра в масляный бак через сервоклапан (при этом ползунковый блок должен находиться в верхней мертвой точке).
Если заслонка движется вниз, обратитесь к производителю для замены клапана.
Переместите блок ползунка в верхнюю мертвую точку
Выключите выключатель
Управляйте одноходовыми клапанами EV1 и EV2 через штифт на торцевой крышке.
Ползунковый блок должен двигаться со скоростью примерно 10 мм/с.
Если ползунковый блок быстро перемещается вниз, замените соответствующий клапан
Примечание: Упомянутые выше обратные клапаны являются частью системы безопасности. Не запускайте станок до замены потенциально поврежденных клапанов.
Проверка клапана регулировки давления:
Кольцо предохранительного уплотнения клапана механической регулировки давления должно проверяться ежегодно.
Примечание: Если вышеуказанная регулировка не может быть выполнена, любые претензии по компенсации за проблемы с качеством в течение гарантийного периода будут считаться недействительными.
Замена масла
График замены гидравлического масла:
Заменяйте гидравлическое масло каждые три года или после 6000 часов работы.
Переместите блок слайдера в верхнюю мертвую точку и закрепите его на месте.
Отрегулируйте винт для слива гидравлического масла.
Залейте новое гидравлическое масло до среднего уровня, чтобы блок ползунов находился в верхней мертвой точке.
Перед повторным запуском машины дайте гидравлическому маслу циркулировать в течение примерно одного часа.
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Вы боретесь с несовместимыми изгибами на листогибочном прессе с ЧПУ? В этой статье рассказывается о критических настройках, необходимых для идеальной синхронизации и точности. От тонкой настройки электрогидравлической сервосистемы до...
Вы когда-нибудь задумывались, как листогибочный пресс придает металлу такую точность? В этой статье мы расскажем о деталях и функциях листогибочного пресса и покажем вам его важную роль...
Вы когда-нибудь задумывались, как плоский лист металла превращается в сложную форму? Листогибочные прессы - это невоспетые герои производственного мира, которые сгибают и формируют металл...
Вы когда-нибудь задумывались, как работает гидравлическая система листогибочного пресса? В этой статье мы погрузимся в тонкости этого важного компонента. Наш эксперт, инженер-механик, расскажет...
Внимание всем механикам и энтузиастам машиностроения! Вы когда-нибудь задумывались о тонкостях эксплуатации листогибочного станка? В этой статье мы окунемся в мир...
Выбор между электрическим и гидравлическим листогибочным прессом может существенно повлиять на эффективность вашего бизнеса и затраты. Электрические листогибочные прессы обеспечивают превосходную экономию энергии, экологические преимущества и более высокую скорость работы, в то время как...
Выбор подходящего гидравлического листогибочного станка может оказаться непростой задачей из-за многообразия доступных вариантов. Понимание различий между моделями с ЧПУ и без ЧПУ имеет решающее значение. Это руководство объясняет ключевые...
Представьте себе, что вы покупаете листогибочный станок и понимаете, что он не соответствует вашим потребностям - это дорогая ошибка! В этом руководстве объясняются важнейшие принципы и факторы, которые необходимо учитывать при покупке листогибочного пресса. От...
Представьте себе машину, которая с точностью и эффективностью формует металл, превращая сырые листы в замысловатые детали. В этой статье мы рассмотрим листогибочный пресс - важнейший инструмент в металлообработке - и узнаем, как...











{kind=link}
{kind=link}
{kind=link}