6 факторов, влияющих на радиус гибки листового металла
Вы когда-нибудь задумывались, почему одни металлы гнутся идеально, а другие трескаются или деформируются? Эта статья погружает в увлекательный мир гибки листового металла, исследуя важнейшие факторы, определяющие оптимальный радиус гиба. Вы узнаете, как толщина материала, усилие гибки и выбор штампа влияют на конечный изгиб, гарантируя безупречность ваших металлических проектов.
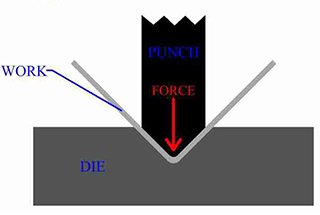
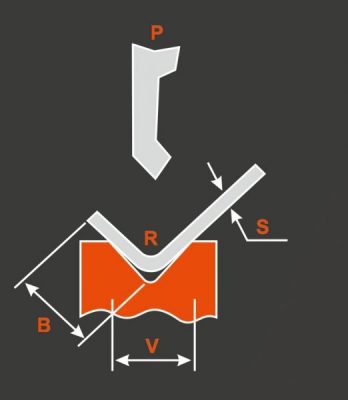
Радиус изгиба должен быть гибка листового металлаОн не должен быть слишком большим или слишком маленьким и должен быть подобран соответствующим образом.
Если радиус изгиба слишком мал, это приведет к образованию трещин в месте изгиба;
Если радиус изгиба слишком велик, он легко рихтуется.
Однако вы можете использовать V-образный пазовальный станок сначала сделать канавку, а затем согнуть. Таким образом, вы получите меньший радиус изгиба.
Оптимальный радиус изгиба различных толщин из различных материалов (внутренний радиус изгиба) см. в таблице ниже:
Соответствующее положение направления изгиба и направления волокон
Вертикальный
Параллель
Вертикальный
Параллель
08, 10
0.1t
0.4t
0.4t
0.8t
15, 20
0.1t
0.5t
0.5t
1.0t
25, 30
0.2t
0.6t
0.6t
1.2t
45, 50
0.5t
1.0t
1.0t
1.7t
65Mn
1.0t
2.0t
2.0t
3.0t
Алюминий
0.1t
0.35t
0.5t
1.0t
Латунь
0.1t
0.35t
1.0t
2.0t
Мягкая латунь
0.1t
0.35t
0.35t
0.8t
Полужесткая латунь
0.1t
0.35t
0.5t
1.2t
Фосфористая бронза
/
/
1.0t
3.0t
Данные, приведенные в таблице выше, являются предпочтительными и предназначены только для справки. На самом деле, закругленные углы листогибочный пресс обычно составляет 0,3, а небольшое количество закругленных углов пуансона листогибочного пресса - 0,5.
Для обычной низкоуглеродистой стальной пластины, антикоррозийной алюминиевой пластины, желтой меди, фиолетовой меди и т.д., внутренний радиус 0.2 не является проблемой, но для некоторых высокоуглеродистая стальТвердый алюминий, сверхтвердый алюминий, использование радиуса 0,2 приведет к излому или трещине по внешнему радиусу.
Факторы, которые могут повлиять на радиус изгиба
Какие факторы могут повлиять на радиус изгиба листовой металл?
Существует несколько факторов, которые могут повлиять на радиус изгиба листового металла, включая толщину металла, материал, из которого он изготовлен, радиус верхнего пуансона, нижнего штампа, радиус изгибающее усилие и рабочая температура.
Надеюсь, эта статья, основанная на моем личном опыте, будет полезна читателям.
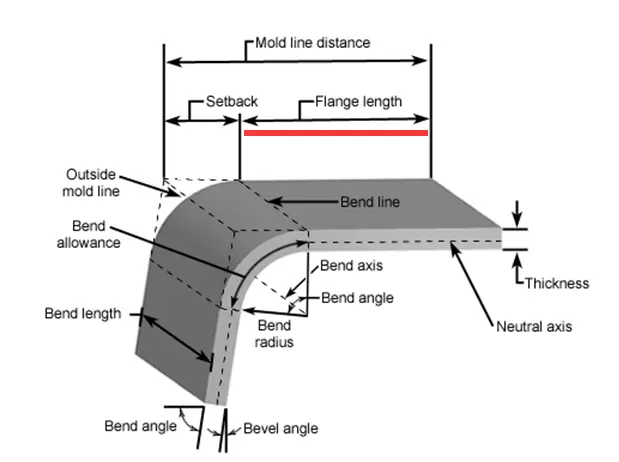
Угол изгиба
Угол изгиба металлического листа является ключевым фактором, влияющим на припуск на изгиб.
Например, если сгибать металлический лист с помощью большой радиусПрибавка на изгиб будет больше; при изгибе под острым углом - меньше. припуск на изгиб вычитается.
Толщина листового металла
На практике было замечено, что радиус изгиба увеличивается с увеличением толщины материала.
Мы понимаем, что для более толстой пластины требуется большее усилие на изгиб и большее отверстие в конусе. нижний штамп.
Что же влияет на угол изгиба r?
Материал листового металла
Припуски на изгиб для листов одинаковой толщины могут незначительно отличаться, что свидетельствует о том, что свойства материала играют роль в определении радиуса изгиба.
Сопротивление материала изгибу может напрямую влиять на радиус изгиба.
Хотя материал влияет на радиус изгиба, он имеет ограниченное влияние на фактическое использование.
Мы можем создать индивидуальную таблицу припусков на гибку для различных материалов.
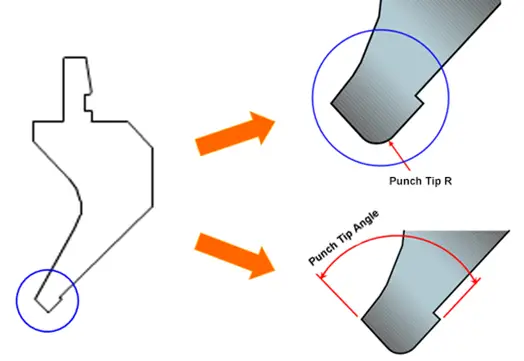
Радиус наконечника пуансона
Стандартный радиус гибочной формы не должен превышать r1, а минимальный радиус пуансона должен быть не менее 1.
Если к радиусу гиба не предъявляется особых требований, то он оказывает незначительное влияние на процесс гибки.
Однако для гибки листового металла, требующей определенного радиуса гиба, который либо меньше 1, либо значительно больше 1, он определяется не только радиусом верхнего пуансона.
Поэтому радиус верхнего пуансона напрямую влияет на конечный радиус изгиба.
Важно помнить, что если радиус вершины пуансона больше, чем радиус, создаваемый конической матрицей, используемой при гибке, это повлияет на внутренний радиус профиля.
Например:
Гнутая низкоуглеродистая сталь толщиной 1 мм
Для штампа выбран V = 8 мм, что, как показано ниже, дает внутренний радиус изгиба 1 мм.
Внутренний радиус изгиба будет равен:
r= 1 мм, где радиус наконечника пуансона меньше Imm
или r = радиус наконечника пуансона, если радиус наконечника пуансона больше 1 мм.
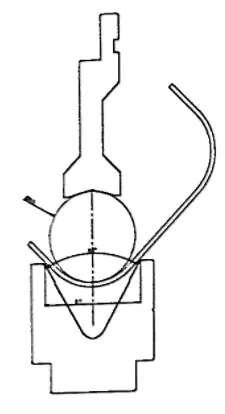
Типичным примером этого принципа являются радиусные держатели инструмента, которые можно использовать для получения изгибов большого радиуса в небольших штампах. В этом случае требуемый внутренний радиус создается формой наконечника пуансона.
Если вы хотите вернуть внутренний радиус изгиба, созданный штампа, идеальный наконечник пуансона rdius может быть рассчитан по следующему уравнению:
Идеальный радиус наконечника пуансона = (R, создаваемый штампом) x (2/3)
При таком соотношении поверхность пуансона пропорциональна усилию, необходимому для сгибания листа, что предотвращает проникновение наконечника пуансона в лист. Это позволяет избежать эстетических проблем или трещин в материале на внутренней стороне сгиба.
Кроме того, при слишком малом радиусе наконечника и при острых углах возможно почти полное прорезание металлического листа и замыкание профиля на пуансоне с получением угла, отличного от предполагаемого.
Выполнить вышеупомянутое уравнение не всегда просто из-за отсутствия во многих мастерских различных радиаторов для гибки наконечников.
Однако, операторы листогибочных прессов следует использовать радиус наконечника, наиболее близкий к идеальному. Особенно при работе с толстым листовым металлом, для сгибания которого требуется большое усилие, операторы должны использовать соответствующий радиус наконечника пуансона, чтобы избежать деформации листового металла, нарушения размеров или проблем с внешним видом или растрескиванием.
Изгибающее усилие
Чем толще металлический лист, тем больше он сопротивляется деформации при изгибе.
Поэтому усилие изгиба должно быть соответствующим образом отрегулировано.
Усилие изгиба не может постоянно увеличиваться и должно быть установлено на соответствующем уровне.
Сила изгиба прямо пропорциональна толщине металлического листа и обратно пропорциональна ширине нижнего паза штампа.
При гибке толщина металлического листа фиксируется, а ширина нижнего паза штампа выбирается в зависимости от толщины металла.
В результате изгибающее усилие становится постоянной величиной, определяемой другими факторами.
Радиус изгиба не может быть точно определен без учета изгибающего усилия.
Нижняя плашка
Ширина нижнего паза штампа напрямую зависит от толщины листового металла.
В реальных условиях радиус изгиба увеличивается по мере увеличения толщины металла.
При одинаковой толщине металлического листа радиус изгиба также может варьироваться в зависимости от ширины проема.
Таким образом, очевидно, что ширина нижнего паза штампа играет решающую роль в определении радиуса изгиба.
Рабочая температура
Как правило, температура рабочей среды - комнатная, и этим можно пренебречь.
Заключение
Усилие гибки способствует изменению радиуса гибки, но оно определяется толщиной листового металла и шириной нижнего паза штампа.
Все факторы играют роль в определении радиуса изгиба, и они могут быть ограничены только в зависимости от конкретных требований.
Например, если нет особых требований к радиусу изгиба, целесообразно ограничить все факторы и использовать стандартную таблицу коэффициентов изгиба.
Если необходимо получить радиус изгиба намного больше 1, можно изменить радиус верхней матрицы и использовать индивидуальный коэффициент изгиба.
Однако не рекомендуется изменять ширину нижнего паза штампа, так как это повлияет как на радиус гибки, так и на припуск на гибку.
Изменение ширины нижнего паза штампа может использоваться для изменения припуска на изгиб и радиуса изгиба.
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Вы когда-нибудь задумывались, почему сталь иногда трескается при гибке? В этой статье мы исследуем увлекательный мир технологии гибки стали, раскрывая причины таких распространенных дефектов, как угловые и центральные...
Вы когда-нибудь задумывались, как листовой металл мастерски сгибается в замысловатые формы? В этой статье рассматриваются шесть типов процессов гибки на листогибочных прессах: гибка на фальце, обтирка, воздушная гибка, доводка, чеканка и трехточечная гибка. Вы...
Вы когда-нибудь задумывались, как листогибочный станок добивается таких точных изгибов? В этой статье мы исследуем увлекательный мир осей листогибочного пресса, раскрывая секреты их роли и функций. Узнайте, как...
Вы когда-нибудь пытались добиться идеальных изгибов листового металла? Эта статья посвящена основным советам и рекомендациям по освоению гибки листового металла, охватывая все, начиная от последовательности процесса и заканчивая анализом изгибаемости.....
Представьте себе, как всего за один шаг можно превратить сырье в точные промышленные компоненты. Это и есть чудо производства штампов на листогибочных прессах. От механической экструзии до литья под давлением, методы...
Представьте себе, что вы покупаете листогибочный станок и понимаете, что он не соответствует вашим потребностям - это дорогая ошибка! В этом руководстве объясняются важнейшие принципы и факторы, которые необходимо учитывать при покупке листогибочного пресса. От...
Вы когда-нибудь задумывались, что делает штампы для листогибочных машин такими увлекательными? В этой увлекательной статье блога мы погрузимся в сложный мир этих важнейших инструментов, придающих форму металлу...
Вы когда-нибудь задумывались, как проектируются и изготавливаются с высокой точностью детали из листового металла? В этой статье мы погрузимся в увлекательный мир припусков на изгиб - важнейшей...
Вы когда-нибудь задумывались о том, как точно рассчитать усилие на изгиб, необходимое для изготовления листового металла? В этой интересной статье блога мы рассмотрим тонкости расчета усилия изгиба, чертежи...