Открытие фиброцементных плит: Исчерпывающее руководство по использованию, производству и стоимости
Задумывались ли вы когда-нибудь о том, что делает фиброцементные плиты незаменимым материалом в современном строительстве? Этот универсальный и долговечный материал, созданный из смеси натуральных волокон и цемента, обладает замечательной огне- и водостойкостью. Он идеально подходит для различных применений, от внутренних стен до кровли. В этой статье мы рассмотрим процесс производства, преимущества и ценовые факторы фиброцементной плиты, чтобы вы поняли ее ключевую роль в инновационном строительстве. Узнайте, как она повышает эффективность строительства, обеспечивая при этом долговечность и эстетическую привлекательность.
Фиброцементная плита - это новый вид строительного материала, который формируется из натурального волокна и цемента в результате процессов измельчения, формования, резки, прессования и отверждения.
Он отличается легкостью, высокой прочностью, водонепроницаемостью, огнестойкостью, устойчивостью к гниению, большими размерами, хорошей обрабатываемостью и повышенной эффективностью строительства.
Он широко используется как в жилых, так и в промышленных зданиях. Он может применяться для внутренних стен, наружных стеновых панелей, потолочных панелей, облицовки навесных фасадов, композитных стеновых панелей, изоляционных материалов, звукопоглощающих барьеров и кровельных конструкций.
2. Применение фиброцементных плит
Фиброцементная плита - это композитный материал, изготовленный из песка, цемента и растительных волокон. Она выпускается в нескольких визуальных вариантах, в том числе с поперечной, древесной, защитной и яйцевидной поверхностью.
Плиты выпускаются в виде блоков и могут использоваться для мансардных этажей, облицовки стен, панелей софитов и карнизов, а также в качестве базового слоя под плитку в ванной комнате. Она может служить не только для облицовки наружных стен, но и в качестве противопожарной плиты.
Добавление волокон в основу из высококачественного цемента позволяет повысить трещиностойкость и хрупкость материала, увеличивая его деформационную способность.
Тип, длина, размеры поперечного сечения и характеристики сцепления волокна с цементной основой влияют на макрохарактеристики материала фиброцементной плиты.
Фиброцементные плиты могут быть сформированы различными методами, такими как обычное литье, производство бумаги, прессование в форме, экструзия и другие. Метод формования обычно оказывает определенное влияние на эксплуатационные характеристики.
Различное сырье и производственные процессы определяют цену фиброцементных плит, а также свойства, присущие самим плитам.
Факторы, влияющие на цену сырья для фиброцементных плит, включают:
1. Компонентный состав: тип волокна, марка цемента, целлюлоза
2. Производственный процесс: тип производственного оборудования, является ли производственное оборудование комплектным (гидравлический пресс и его тоннаж)
3. Послепроизводственный уход: национальные нормы требуют обязательного семидневного периода отверждения в специальной камере отверждения.
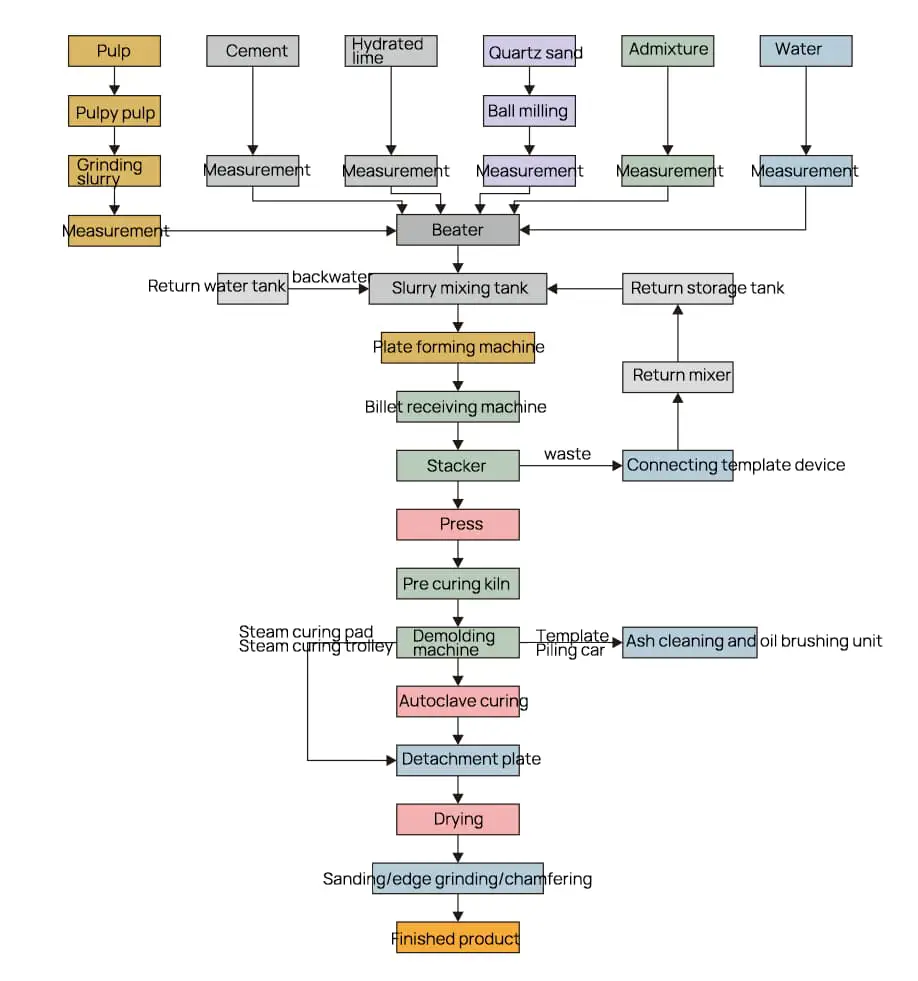
4. Процесс производства фиброцементных плит
Процесс производства фиброцементных плит
5. Особенности и способы монтажа фиброцементных плит
Устойчивость к огню и изоляции: Плита относится к классу А по негорючести; в случае пожара она не воспламеняется и не выделяет токсичного дыма. Она обладает низкой электропроводностью, что делает ее идеальным изоляционным материалом.
Устойчивость к воде и влаге: В условиях полуоткрытого воздуха и высокой влажности он сохраняет стабильные характеристики, не провисая и не деформируясь.
Тепло- и звукоизоляция: Плита обладает низкой теплопроводностью, обеспечивая отличную теплоизоляцию, а ее высокая плотность гарантирует хорошую звукоизоляцию.
Легкий вес и высокая прочность: Плиты, спрессованные на плоском гидравлическом прессе весом 5 000 тонн, не только обладают высокой прочностью, но и устойчивы к деформации и короблению. Они легкие и подходят для кровельных работ.
Простая конструкция: Плиты легко и быстро устанавливаются и строятся сухим способом, включая монтаж на рамы и деревянные панели. Продукты с глубокой обработкой также отличаются простотой и улучшенными эксплуатационными характеристиками.
Экономичность и эстетичность: Благодаря своему легкому весу и совместимости с каркасами, он эффективно снижает затраты на строительство и ремонт. Его однородный цвет и гладкая поверхность могут улучшить внешний вид зданий при непосредственном использовании.
Безопасно и безвредно: Он ниже национальных "Норм радиационной безопасности для строительных материалов" с показателем, равным показателю для газона, расположенного в 20 метрах от окружающих зданий.
Длительный срок службы: Устойчивые к кислотам, щелочам, коррозии, не подверженные воздействию влаги и насекомых, плиты прочность и твердость увеличивается со временем, обеспечивая долговечность.
Отличная обрабатываемость и вторичное декорирование: Фиброцементные плиты можно распиливать, перфорировать, вырезать, прибивать, красить, облицовывать плиткой, оклеивать обоями и т.д., в зависимости от реальных условий.
Для установки сначала проложите линии в соответствии с требованиями чертежа и фактическими размерами на объекте. С помощью динамической стрелы горизонтально закрепите основной киль на полу с расстоянием между каждым килем примерно 1 м, следя за тем, чтобы кили облицовки были установлены на одном уровне.
При укладке фиброцементной плиты длинная сторона плиты должна быть перпендикулярна направлению вспомогательного киля, а стыки в направлении ширины плиты должны располагаться в шахматном порядке.
Расстояние от винта до края доски должно составлять 15 мм, а от винта до угла доски - 50 мм. Расстояние между шурупами должно составлять от 180 до 200 мм.
Перед герметизацией стальная пластинаОтметьте линию на поверхности стальной пластины в соответствии с перегородкой киля и предварительно просверлите неглубокое отверстие в месте прохождения шляпки гвоздя, чтобы после установки винта поверхность доски была ровной, шляпка винта погружалась в доску и находилась на расстоянии менее 0,5 мм от поверхности доски.
При креплении фиброцементной плиты начинайте с центра, а затем закрепляйте по периметру. Зазор между каждой панелью должен быть не менее 5 мм, а в 10-15 м от верха продольного канала должен быть деформационный шов.
6. Пресс для производства фиброцементных плит
Пресс для производства фиброцементных плит используется в основном для сжатия уложенных заготовок из силикатного волокна/цементных плит для облегчения отвода воды, повышения плотности и соответствия требованиям. Машина состоит из главного узла, гидравлической системы управления и электрической системы управления.
Как четырехколонный гидравлический пресс используется для формовки поддонов для цементного кирпича?
Четырехколонный гидравлический пресс, используемый для формовки поддонов для цементного кирпича
Широко используемые поддоны для цементного кирпича изготавливаются из стекловолокна GMT. Поддоны из композитных материалов заменяют бамбуковые клееные доски, деревянные доски, резиновые доски и фанеру, обладают износостойкостью, ударопрочностью, виброустойчивостью, водонепроницаемостью, коррозионной стойкостью и антивозрастными свойствами. Оборудование для формовки поддонов из стекловолокна и цемента GMT представляет собой четырехколонный гидравлический пресс.
Четырехколонный гидравлический пресс работает за счет использования гидравлической системы управления для усиления гидравлического регулирующего клапана. Электрическая система управления через насос, гидроцилиндр и различные гидравлические клапаны осуществляет преобразование, регулирование и подачу энергии для завершения всего процесса формовки.
Эта машина отличается компактной конструкцией, отзывчивым и надежным управлением, высокой скоростью, низким энергопотреблением, низким уровнем шума, возможностью регулировки давления и хода в заданном диапазоне. Управление очень простое.
Меняя формы, одна машина может производить различные модели кирпичных поддонов и выполнять процесс прессования цементного кирпича. Общие технические характеристики поддонов для композитного кирпича следующие:
1400*1400* 30 мм, 1350*1150* 30 мм, 1350*880* 28 мм, 1250*900* 25 мм, 1180*880* 25 мм, 1350*700* 30 мм, 980*860*22 мм, 850*850* 20 мм, 980*680* 20 мм, 1100*560*25 мм
Процесс формовки поддонов для цементного кирпича в четырехколонном гидравлическом прессе включает в себя:
Дробление и смешивание: волокно, войлок и пластик смешиваются в пропорции, соответствующей весу. Затем смесь добавляется в дробилку для измельчения и смешивания.
(1) Нагрев и плавление: Измельченную смесь добавляют в печь для плавления при температуре 600°C-850°C, время нагревания 6мин-10мин.
(2) Компрессионное формование: Нагретый и расплавленный волокнистый материал укладывается и помещается в пресс-форму четырехколонного гидравлического пресса. Процесс формования завершается приложением давления в диапазоне 5000MPA-6000MPA.
(3) Формование: Первоначально спрессованный волокнистый материал помещается в ламинатор для формирования волокнистых плит с помощью гидравлического пресса.
Особенности поддонов для формованного цементного кирпича:
Используя смесь измельченного стекловолокна (далее "волокно"), войлока и пластика, которая затем нагревается до высокой температуры, расплавляется, укладывается и вставляется в гидравлический пресс для формования композитных материалов под высоким давлением.
После этого они помещаются в ламинатор для придания формы. Готовые волокнистые плиты, помимо таких характеристик обычных волокнистых плит, как малый вес, звукопоглощение, теплоизоляция, экологичность и огнестойкость, имеют эстетичный и гладкий внешний вид благодаря включению войлока и пластика. Кроме того, плиты обладают повышенной износостойкостью и устойчивостью к давлению, что делает их менее подверженными разрушению в процессе эксплуатации.
Меры предосторожности при работе с четырехколонным гидравлическим прессом:
Необходимо обеспечить надлежащее заземление машины, причем желательно использовать отдельное заземление.
Регулировка пресс-формы во время работы машины запрещена.
Гидравлическое масло должно быть противоизносным гидравлическим маслом N46 или гидравлическим маслом N46 с низким уровнем застывания, отфильтрованным через сито 80-100 меш перед использованием.
После 200 часов работы необходимо проверить чистоту масла. Оно не должно иметь постороннего запаха, а при попадании капли масла на белую фильтровальную бумагу в центральной части масляного следа не должно быть черных пятен, иначе требуется замена масла.
Пресс не должен быть перегружен.
Если в системе возникла непредвиденная утечка, после устранения неисправностей следует добавить достаточное количество гидравлического масла.
Необходимо регулярно проверять чистоту насосной станции и масляного бака 500-тонного четырехколонного гидравлического пресса для формования композитных материалов. Попадание воды, пыли и посторонних предметов в масляный бак строго запрещено.
При переключении функций перед началом работы необходимо выпустить весь воздух из системы.
Если во время пробных запусков или эксплуатации возникают какие-либо отклонения от нормы, машину следует немедленно остановить для проверки.
Сохранение давления в течение 10 минут позволяет снизить давление до 2,5 МПа.
Четырехколонный гидравлический пресс также подходит для формования SMC, EMC, GMT, LFT-D и других термореактивных и термопластичных композиционных материалов. Формованные изделия эффективны, точны, надежны, энергосберегающи, экологичны и экономичны.
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Как инженер, вы знаете, что дьявол кроется в деталях, когда речь идет о проектировании и производстве оборудования. Один из важнейших аспектов, который может сделать или разрушить качество...
Выбор правильной оснастки для револьверной штамповки может существенно повлиять на эффективность производства и качество продукции. Вы боретесь с заусенцами или износом штампа при обработке листового металла? Это руководство...
Какая компания возглавляет список производителей машин для обработки железа? В этой статье рассматриваются ведущие бренды отрасли, подробно описывается их история, инновации и ассортимент продукции. Прочитав статью, вы получите представление...
Вы когда-нибудь задумывались, как изготавливаются металлические детали в вашем автомобиле или бытовой технике? Ключевую роль в этом играет штамповка металла - процесс формования металлических листов с помощью штампов. Этот метод обеспечивает высокую...
Вы когда-нибудь задумывались, как автомобили производятся так быстро и безопасно? В этой статье раскрывается магия автоматизированных линий штамповочного производства, где роботы заменяют ручной труд, повышая эффективность...
Какие материалы делают штампы прочными и точными? Штампы для штамповки требуют высокой прочности и точности, и такие материалы, как сталь, твердый сплав и различные сплавы, играют здесь решающую роль. В этой статье рассматриваются...
Заинтригованы чудесами штамповки металла? В этой статье блога мы погрузимся в увлекательный мир отбортовки, затылования и развальцовки отверстий. Наш эксперт, инженер-механик, проведет вас...
Вы когда-нибудь задумывались, какие производители доминируют в отрасли револьверных прессов? В этой статье представлены пять ведущих мировых производителей револьверных дыропробивных прессов, подробно описаны их история, инновации и выдающиеся...
Вы когда-нибудь задумывались, как пуансон-пресс превращает металлические листы в точные формы? В этой статье вы узнаете о внутреннем устройстве вырубных прессов, от их механизма вращательно-линейного движения...