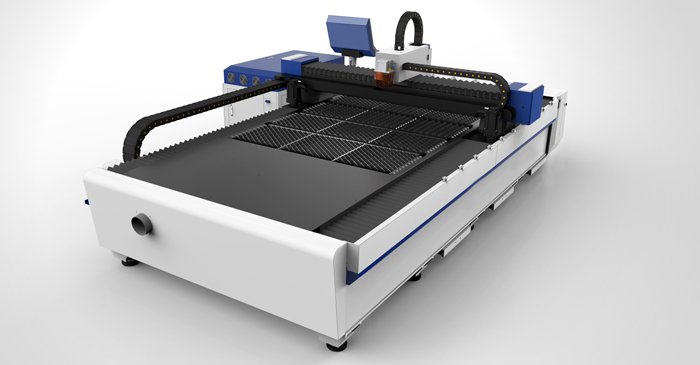
Станок для резки волоконным лазером: Полное руководство
Вы когда-нибудь задумывались, как мощный лазерный луч может разрезать металл, словно горячий нож масло? В этой увлекательной статье блога мы рассмотрим внутреннее устройство станков для резки волоконным лазером - передовой технологии, которая произвела революцию в обрабатывающей промышленности. Узнайте, как эти станки используют силу света для создания точных, высококачественных резов с беспрецедентной скоростью и эффективностью. Присоединяйтесь к нам в путешествии в мир лазерной резки и узнайте от экспертов отрасли, которые поделятся своими знаниями и опытом.
Что такое волоконно-лазерный резак и как он работает? Давайте разберемся в тонкостях этой передовой технологии резки металла.
Станок для резки волоконным лазером работает за счет генерации высокоинтенсивного лазерного луча из твердотельного источника волоконного лазера. Затем этот луч точно направляется и фокусируется через сложную систему оптических путей, в результате чего получается чрезвычайно концентрированный лазерный луч с исключительной плотностью мощности.
При контакте с поверхностью заготовки сфокусированный лазерный луч быстро нагревает материал до температуры плавления или испарения. Одновременно с этим коаксиально лазерному лучу направляется вспомогательный газ высокого давления (обычно азот или кислород, в зависимости от материала). Этот газ служит нескольким целям: он помогает выталкивать расплавленный материал из пропила, предотвращает окисление в некоторых случаях и помогает охладить зону резки. Благодаря точному управлению движением луча с помощью систем перемещения с ЧПУ и манипулированию положением заготовки достигаются сложные схемы резки с удивительной точностью.
Волоконно-лазерная резка произвела революцию в производстве металлов, обеспечив значительные преимущества по сравнению с традиционными механическими методами резки:
Непревзойденная точность: Достижение допусков до ±0,1 мм на тонких материалах.
Высокоскоростная обработка: Скорость резки до 40 м/мин для тонких листов, что значительно сокращает время производства.
Универсальность: Возможность резки широкого спектра материалов и толщин, от тонкой фольги до листов толщиной до 30 мм для некоторых металлов.
Сложные геометрии: Неограниченные шаблоны резки возможны благодаря передовому программному обеспечению для программирования ЧПУ и раскроя.
Эффективность использования материалов: Оптимизированные алгоритмы раскроя позволяют максимально эффективно использовать материал, сокращая количество отходов.
Превосходное качество кромок: Получаются ровные, без заусенцев края, которые часто не требуют дополнительной обработки.
Минимальная зона термического влияния (HAZ): Локализованный ввод тепла приводит к минимальному термическому искажению, обычно менее 0,1 мм для тонких материалов.
Бесконтактный процесс: Исключает износ инструмента и повреждение заготовки, связанные с механическими методами резки.
Узкая ширина пропила: обычно составляет от 0,1 мм до 0,3 мм, что позволяет плотно укладывать детали и экономить материал.
Совместимость с автоматикой: Легко интегрируется в автоматизированные производственные линии для повышения эффективности.
Технология волоконных лазеров продолжает развиваться, постоянно улучшая выходную мощность, качество луча и возможности резки. Этот непрерывный прогресс постоянно расширяет сферу ее применения, делая ее все более предпочтительным выбором по сравнению с традиционным оборудованием для резки металла в различных отраслях промышленности.
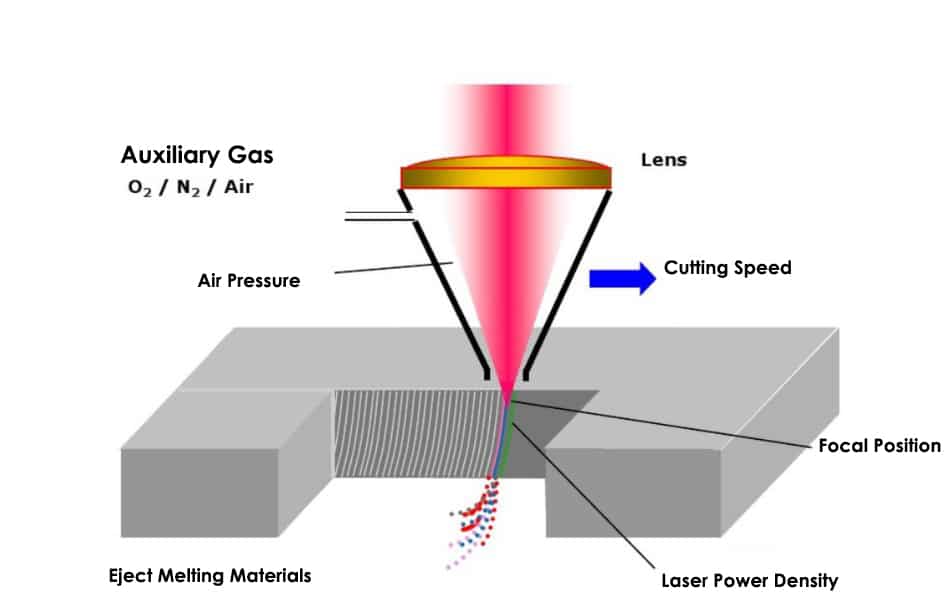
Принцип работы станка для резки волоконным лазером
Принцип работы станка для резки волоконным лазером
Лазерная резка использует высокоинтенсивный лазерный луч в качестве источника тепла для точного удаления материала. Этот процесс имеет общие принципы с лазерная сварка но работает при значительно более высоких температурах, часто превышающих 11 000°C. При таких экстремальных температурах целевой материал претерпевает быстрые фазовые изменения, включая плавление и испарение. Для некоторых материалов, таких как углерод и керамика, процесс резки в основном включает сублимацию, при которой твердый материал переходит непосредственно в газообразное состояние.
В современной лазерной резке металлов преимущественно используются мощные волоконные лазерные системы, которые в значительной степени вытеснили традиционные CO2-лазеры благодаря их более высокой эффективности, качеству луча и более низким эксплуатационным расходам. В процессе резки коаксиальная газовая струя выполняет несколько важнейших функций:
Он помогает выталкивать расплавленный материал из пропила (ширина реза).
Он помогает сохранить чистоту и отсутствие окисления режущей кромки.
При использовании кислорода в качестве вспомогательного газа начинается экзотермическая реакция, которая ускоряет скорость резки некоторых металлов.
Процесс лазерной резки обладает рядом преимуществ по сравнению с традиционными методами термической резки:
Исключительно узкая ширина пропила, обычно 0,1-0,5 мм в зависимости от толщины материала
Высокая точность размеров, часто достигающая допусков ±0,1 мм или выше
Отличное качество кромок с минимальной зоной термического воздействия (HAZ)
Возможность вырезать сложные геометрические фигуры и замысловатые узоры
Лазерная резка способна обрабатывать широкий спектр материалов и толщин. Для металлов производительность резки обычно варьируется от тонкой фольги (несколько микрон) до 25-30 мм для низкоуглеродистой стали, а специализированные системы способны резать до 50 мм. Технология особенно хорошо подходит для прецизионной резки материалов толщиной до 12 мм, в том числе:
Нержавеющая сталь и другие высоколегированные стали
Титан и его сплавы
Тугоплавкие металлы (например, молибден, вольфрам)
Драгоценные металлы
Цветные сплавы (алюминий, медь, латунь)
Помимо металлов, волоконная лазерная резка находит применение в обработке неметаллических материалов, таких как:
Инженерные пластмассы и композиты
Древесина и изделия из нее (например, фанера, МДФ)
Текстиль и синтетические ткани
Графит и полимеры, армированные углеродным волокном (CFRP)
Техническая керамика
Универсальность лазерной резки распространяется на специализированные области применения, включая:
Производство микроэлектроники
Производство медицинского оборудования
Производство аэрокосмических компонентов
Быстрое создание прототипов и мелкосерийное производство
Ключевые факторы, влияющие на эффективность и качество лазерной резки, включают:
Характеристики лазерного луча (длина волны, мощность, коэффициент качества луча M²)
Конструкция режущей головки и фокусирующая оптика
Точность и динамика системы движения
Возможности системы управления ЧПУ
Свойства материала и состояние поверхности
Оптимизация параметров процесса (скорость резки, тип и давление вспомогательного газа, положение фокуса)
Хотя первоначальные инвестиции в оборудование для волоконно-лазерной резки могут быть значительными, эта технология предлагает значительные преимущества в плане производительности, гибкости и качества деталей, что делает ее все более важным инструментом в современном производстве.
Структура волоконно-оптического лазерного резака
Основные компоненты a CNC Лазерный резак включает в себя хост станка, систему управления, лазер, охладитель и регулятор, а также другие компоненты. Каждый из этих компонентов имеет собственное руководство или инструкцию по эксплуатации, но основными структура машины и состав электрической системы управления будут подробно описаны здесь.
Хозяйственная часть машины:
Ходовая часть станка лазерной резки является наиболее важным аспектом процесса лазерной резки. Она отвечает за точность и функциональность резки. Хост-часть состоит из шести компонентов: станина, лазер, портальная часть, устройство оси Z, вспомогательные части рабочего стола (защитный кожух, воздушный и водяной каналы), а также панель управления.
Электрическая часть управления:
Электрическая система управления станка лазерной резки играет важную роль в обеспечении разнообразных графических траекторий. Электрическая система управления в основном состоит из системы числового программного управления и низковольтной электрической системы. Станок лазерной резки оснащен программным обеспечением CYPCUT и работает на платформе WINDOWS XP, обеспечивая стабильную и надежную работу. Система оснащена 32-битным микропроцессором и интерфейсом связи Ethernet.
Система отличается высокой скоростью интерполяции, простотой управления, хорошими динамическими характеристиками и высокой нагрузочной способностью. Управляющая часть низковольтной электрической системы расположена в электрическом шкафу управления и служит в качестве электрического интерфейса управления. Компоненты электрической части используют известные мировые бренды для обеспечения стабильной работы и чувствительной реакции.
Приводной двигатель - это серводвигатель переменного тока, который используется для управления порталом по оси X и скейтбордом по оси Y лазерного резака. Он характеризуется хорошими показателями ускорения и быстрым откликом. Максимальная скорость позиционирования составляет до 50 м/мин. Ось Z станка лазерной резки - это ось подачи, которая приводится в движение серводвигателем переменного тока. Режущая головка по оси Z характеризуется хорошей динамикой и может управляться как сервоприводом, так и ЧПУ.
Общая структура
Главный компонент станка лазерной резки имеет решающее значение для всей машины. Точность резки и функциональность станка достигаются за счет основного компонента, который включает в себя станину (ось Y), луч (ось X), ось Z, рабочий стол, воздушный и водяной каналы.
Рама станка лазерной резки
Кровать изготовлена из высокопрочного чугуна с полностью сварная конструкция. В нем происходят процессы снятия напряжения, в том числе отжигЧерновая, получистовая и чистовая обработка. Это обеспечивает тщательное снижение напряжений и уменьшает деформацию станка, гарантируя долговременную точность.
Привод серводвигателя переменного тока и коаксиальная приводная балка управляются системой числового программного управления, что позволяет оси Y совершать возвратно-поступательное движение. Это обеспечивает быстрое и оперативное перемещение. Ход перемещения станка составляет 1500 мм * 3000 мм.
Зубчатая рейка и линейная направляющая оснащены закрытым пылезащитным устройством, характеризующимся легким пылезащитным кожухом и надежной работой. Эти прецизионные изделия эффективно гарантируют точность привода. Ход на обоих концах станка контролируется концевыми выключателями, а сам станок защищен эластичными подушками с обеих сторон, что обеспечивает безопасность движения станка.
Секция балки
Балочная деталь изготавливается путем сварки высокопрочной квадратной трубы и подвергается механической обработке после искусственного старения для повышения общей жесткости и прочности. Процесс обработки включает черновую обработку, вибростарение, полуфинишную обработку, вибростарение и финишную обработку.
Балка крепится к опорному рельсу станины, который имеет как линейные, так и плоские направляющие. Привод от серводвигателя и вращение через редуктор позволяют скейтборду по оси Z перемещаться в направлении X возвратно-поступательно. Ход перемещения составляет 1450 мм.
Во время движения ход контролируется концевым выключателем, а оба конца защищены упругими подушками для безопасности системы. Верхняя и боковые стороны балки закрыты крышкой, а между балкой и поперечным скейтбордом расположен выдвижной кожух, обеспечивающий полностью закрытую среду для стойки и линейной направляющей, свободную от внешних воздействий.
Оптический тракт частично закрыт кожухом, чтобы создать полностью закрытую структуру оптического тракта.
Сменная база рабочей станции и рабочие станции (опция)
Рабочие станции построены с использованием надежного общего сварочная конструкция для прочности и устойчивости. Сменный стол разделен на две секции: переключающее устройство и два подвижных режущих стола.
Сменное устройство закреплено на задней стороне станины и используется в основном для смены верхнего и нижнего столов. При резке заготовки другой стол может быть использован для подачи и выгрузки материала, что повышает эффективность работы станка лазерной резки.
Каждый подвижный стол для резки состоит из сварочной рамы с опорными воротами для заготовок. Рабочий стол выдерживает нагрузку до 800 кг. Два стола можно автоматически менять местами с помощью цепного привода, что значительно повышает эффективность производства.
В центре стола расположено универсальное шаровое гнездо, а четыре универсальных шара в центре поддерживают 44 заготовки. Цилиндровый привод и реечный механизм позволяют поворотной стойке поворачиваться на 180°.
Быстроразъемный соединитель спиральной трубки вставляется в быстроразъемный соединитель станции резки, и открывается пневматический выключатель. Цилиндровый привод поворачивает поворотный столб вверх на 180°, а 44 универсальных шарика поддерживают заготовку, позволяя ей катиться по шарикам и избегая царапин, вызванных скольжением заготовки по опорной сетке.
Когда заготовка установлена, нажимается пневматический выключатель, и цилиндр поворачивается вниз на 180° с помощью реечного механизма, в результате чего универсальные шарики оказываются чуть ниже маятника, что позволяет избежать их повреждения в процессе резки.
Этот механизм, при котором заготовка во время подачи и позиционирования катится по шарикам, а не скользит по опорной сетке (как в традиционных методах), эффективно защищает гладкую поверхность заготовки и снижает трудоемкость работы оператора.
Устройство оси Z
Устройство оси Z отвечает за движение подъема режущей головки. Это движение контролируется системой числового программного управления с помощью серводвигателя, который приводит в движение шарико-винтовую пару, заставляя скат оси Z совершать возвратно-поступательное движение вверх-вниз.
Ход оси Z составляет 100 мм, а для контроля хода на верхнем и нижнем концах используются концевые выключатели. Кроме того, на обоих концах шарико-винтовой пары установлены упругие подушки для обеспечения безопасности движения.
Высококачественная шарико-винтовая пара и линейные направляющие используются для обеспечения точности передачи. Ось Z может функционировать как ось ЧПУ благодаря отдельному интерполяционному движению и может двигаться в тандеме с осями X и Y. Она также может быть переключена на сервоуправление с помощью электронного управления режущей головкой для удовлетворения различных требований.
Сервоуправление осью Z контролируется регулятором Система ЧПУчто обеспечивает высокую степень точности и стабильности, гарантируя качество резки. Режущая головка герметична и снабжена амортизатором, что продлевает срок ее службы.
Датчик емкости, установленный на режущей головке, определяет расстояние между соплом и поверхностью пластины и передает информацию в систему управления. Контроллер использует эту информацию для управления двигателем оси Z и поддерживает постоянное расстояние между соплом и пластиной, обеспечивая тем самым качество резки.
Режущая головка оснащена гайкой для регулировки фокусного расстояния, что позволяет регулировать положение фокуса в зависимости от материала и толщины разрезаемого материала, обеспечивая качественный срез.
Примечание: Насадка является изнашиваемой частью процесса, поэтому пользователи могут хранить запасные насадки разного диаметра для легкой замены.
Секция управления электрооборудованием
Электрическая система управления станка лазерной резки с ЧПУ в основном состоит из системы числового программного управления, сервосистемы и низковольтной электрической системы.
Станок лазерной резки оснащен системой ЧПУ CYPCUT, которая основана на системе ЧПУ WINDOWS XP PC и обеспечивает высокую скорость работы с интерполяцией и простоту использования.
В сервосистеме используются японские серводвигатели и приводы переменного тока Yaskawa, известные своей стабильностью, надежностью и высокой нагрузочной способностью.
На передней панели станка лазерной резки расположены две функциональные кнопки, две программные клавиши управления и два передних USB-порта, расположенные в следующем порядке слева направо: выключатель аварийной остановки, выключатель питания, кнопка начала резки и кнопка остановки резки.
Софт-клавиши имеют различные функции в зависимости от режима работы, что позволяет сократить количество кнопок управления и упростить панель управления.
Функции управления отображаются через меню, что делает управление в различных режимах интуитивно понятным.
Типы волоконных лазерных резаков
Если на основе лазерного генератора, лазерный резак можно разделить на:
A. твёрдый лазер Резак. Твердые лазерный резак можно разделить на бонус камни лазерный резак, YAG лазерный резак.
Если на основе структуры, лазерный резак можно разделить на:
В соответствии с относительным движением режущей головки и стола, станок лазерной резки с ЧПУ можно разделить на:
Фиксированная форма луча (фиксированный световой путь)
Форма движения луча (летающий луч)
Полустационарная и полумобильная гибридная форма
Кроме того, существует шарнирная подвижная рука с фиксированной формой передачи оптического полетного луча, известная как постоянная траектория полета.
В процессе резки на лазерном резаке, использующем летящий луч, только режущая головка перемещается в направлении X и Y, а положение стола фиксировано.
Такой лазерный резак оснащен:
Пластина обработки большого размера, с тяжелым грузом.
Оборудование занимает небольшую площадь.
Нет необходимости зажим для изготовления заготовок, который удобен для загрузки и выгрузки материалов.
Машина обладает хорошим ускорением и высокой точностью позиционирования.
Поэтому он высоко ценится рынком как основная модель на международном рынке.
В основном представлены несколько типовых конструкций современных станков лазерной резки:
Портальная рама подвижной конструкции летающего луча.
Путешествующий по лучу летающий луч.
Перевернутый подвижный летающий луч.
Консольная подвижная конструкция летающего луча.
Роботизированная конструкция и широкоформатный гибридный летающий луч.
Лазерная система гибкой обработки.
С точки зрения структуры оборудования для лазерной резки, рама машины включают:
литейная конструкция
сварочная конструкция
структура мрамора
балки изготовлены из алюминия литьё из сплавов или сварных швов и профилей.
В других компонентах используются инженерные пластики, стекловолокно, нержавеющая сталь и т.д.
Лазерный генератор, необходимый для лазерного резака, должен быть выбран в зависимости от производительности обработки пользователя, обрабатываемых материалов, форм и размеров и т.д.
Доступные лазерные генераторы включают в себя быстродействующий лазерный генератор с осью Co2, лазерный генератор для отладки радиочастотных плат, вихревой лазерный генератор, твердотельный лазерный генератор и волоконный лазерный генератор.
В зависимости от способа вождения, они бывают:
Оси X и Y выбираются с помощью одностороннего серводвигателя и оснащаются соответствующим редуктором скорости, который приводится в движение высокоточной зубчатой рейкой.
Ось X выбирается с помощью серводвигателя и оснащается соответствующим редуктором, который приводится в движение высокоточной зубчатой рейкой. Для устранения обратного зазора имеются две шестерни.
Непосредственно приводится в движение высокоточным шариковым винтом с серводвигателем. Машина приводится в движение прямой передачей и стойкой с диском большой инерционный двигатель.
Прямой привод от линейного двигателя.
Станок лазерной резки с ЧПУ, как правило, оснащен высокоточной линейной направляющей, и оснащен автоматическим устройством смазки.
Односторонняя линейная направляющая с роликовой структурой - это экономичное и удобное решение для экономичных применений. Альтернативной конструкцией является приводной блок, который объединяет привод и направляющую, что упрощает установку, отладку и точность, хотя и немного дороже.
Установка и ввод в эксплуатацию станка для резки волоконным лазером
Установка и ввод в эксплуатацию станка лазерной резки очень важны для каждого завода, поэтому перед началом работы ознакомьтесь со следующими деталями.
Проверка доставки
Меры предосторожности при распаковке:
Пожалуйста, откройте деревянную коробку, следуя инструкциям на внешней стороне коробки, чтобы избежать повреждения находящегося внутри лазерного режущего оборудования.
Не используйте острые предметы для снятия защитной пленки, чтобы не поцарапать поверхность оборудования и не повредить электропроводку.
В случае повреждения по вине клиента компания не несет ответственности за замену.
Проверка содержания:
После вскрытия упаковки, пожалуйста, убедитесь, что это лазерный резак, который вы приобрели.
Осмотрите лазерный резак на предмет повреждений, которые могли возникнуть при транспортировке.
Убедитесь, что все детали присутствуют и находятся в хорошем состоянии, проверив список.
В случае обнаружения каких-либо несоответствий, например, несоответствия модели лазерного резака, отсутствия принадлежностей или повреждений при транспортировке, немедленно свяжитесь с компанией.
Требования к среде установки
Пожалуйста, обратитесь к заводской карте фундамента для установки и крепления станка лазерной резки. Убедитесь, что станок транспортируется в положение подъема.
Пожалуйста, поручите профессиональному электрику провести электропроводку в соответствии с требованиями и следите за тем, чтобы не повредить машину при установке и креплении.
Методы установки и меры предосторожности
Установите и закрепите станок лазерной резки согласно заводской карте фундамента и в соответствии с рекомендуемыми нами принципами размещения, установки и закрепления. Убедитесь, что процесс установки и закрепления не приведет к повреждению станка лазерной резки.
Методы ввода в эксплуатацию и соответствующие инструкции
Ввод оборудования в эксплуатацию должны выполняться профессиональным персоналом и строго в соответствии с действующими положениями. Перед вводом в эксплуатацию рекомендуется хорошо изучить характеристики станка лазерной резки и ознакомиться с сопроводительной технической информацией. Правильный ввод в эксплуатацию необходим для обеспечения нормальной работы станка. В случае необходимости оказания помощи, пожалуйста, незамедлительно свяжитесь с нами, и мы своевременно предоставим удовлетворительное решение.
Примечание: Этот процесс отладки включает в себя процедуры ввода в эксплуатацию после включения питания.
Подключение деталей в распределительном шкафу
Для начала определите детали в соответствии с требованиями, как показано ниже:
После завершения установки подключите каждый распределительный шкаф следующим образом:
(A) Проверьте, не были ли повреждены при транспортировке три разъема на конце удлинителя оси Y (три разъема: 16-жильный разъем для тяжелых условий эксплуатации, 19-жильный авиационный разъем, разъем 4 энкодера и разъем усилителя), как показано ниже:
Авиационная вилка
Прочный коннектор
Штекер энкодера
Штекер усилителя
(B) Вставьте штекеры в соответствующие позиции (позиции уникальны). Штекер энкодера должен быть вставлен в соответствующий сервопривод в соответствии с номером, а штекер усилителя - в регулятор высоты.
(C) Подключите шнур питания водоохладителя в распределительном шкафу к указанному месту, как показано на рисунке ниже:
Вилка питания
Положение подключения вилки питания
(D) Подключите основное питание, которое представляет собой трехфазную четырехпроводную систему, где желтый и зеленый провода служат нулевой линией, а остальные три - живой линией. На этом подключение внешних электрических цепей завершено. В следующем разделе мы обсудим подключение воды.
Внимание:
Провод заземления шнура питания должен быть надежно заземлен, чтобы предотвратить нарушение сигналов внутри корпуса машины и снизить риск утечки.
Способ подключения кулера для воды
Требования к установке
Охладители должны быть расположены ровно и находиться на достаточном расстоянии от стены. Место установки чиллеров должно иметь достаточное пространство для притока и оттока воздуха, чтобы предотвратить плохое охлаждение и избежать высоких температур в распределительном шкафу.
Осмотр оборудования
Перед установкой важно очистить резервуар для воды от мусора и убедиться, что в воде нет примесей. Затем проверьте соединения водопроводных труб, чтобы убедиться в их герметичности.
Процедура установки
Подсоедините входные и выходные трубы чиллера в соответствии с указателями на корпусе чиллера и подсоедините их к входной и выходной дверцам лазера, следя за тем, чтобы направление входа и выхода водопроводной трубы не смещалось. Перед подключением водопроводной трубы убедитесь, что внешняя поверхность чиллера очищена от мусора и посторонних предметов.
Стандарты качества воды
Убедитесь, что канализационный клапан закрыт, и добавьте воду в бак. Во избежание переполнения уровень воды в баке должен составлять менее 30-50 мм. Категорически запрещается использовать обычную водопроводную воду в блоках охлажденной воды, необходимо использовать высококачественную чистую воду, дистиллированную или деионизированную воду. Добавление любых агрессивных жидкостей строго запрещено.
Ввод в эксплуатацию при включении питания
За водяным охладителем находится воздушный выключатель. Когда водоканал хорошо подключен, включите выключатель для проверки работы. После запуска насоса проверьте, нет ли утечек воды в соединениях, и если они обнаружены, отключите питание и устраните проблему перед повторным включением.
Регулирование температуры воды
В помещении с кондиционером температура воды обычно устанавливается на уровне 22-24 градусов Цельсия. В некондиционируемом помещении температура воды устанавливается ниже комнатной на 2-5 градусов Цельсия. Если вода конденсируется на стенках трубы, это говорит о том, что температура в водоохладителе установлена слишком низко.
Эффект сопла и регулировка лазера в устье сопла
Действие и регулировка форсунки
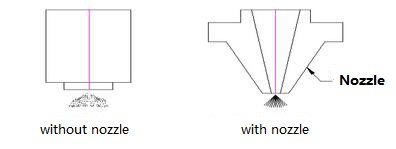
A) Сопло
Конструкция сопла и условия подачи струи оказывают непосредственное влияние на качество резки; точность изготовления сопла тесно связана с качеством резки.
B) Основные функции насадки:
▲ Для предотвращения попадания обломков и другого мусора в режущую головку и повреждения фокусирующей линзы.
▲ Сопло может изменить ситуацию выброса режущего газа, контролировать размер и площадь диффузии газа, тем самым влияя на качество резки.
На рисунке ниже показан случай выброса при установленном и неустановленном сопле.
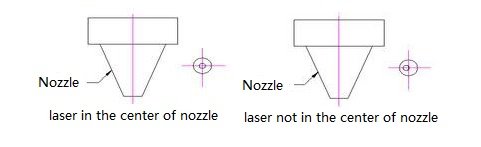
Шаги по настройке сопла для прохождения лазера из центра сопла
По сравнению с CO2 лазерной резки машины, волокна лазерной резки машина не оптический путь, только нужно настроить лазер на сопло рот.
По сравнению с машинами лазерной резки CO2, станки для лазерной резки волокна не имеют оптического тракта и требуют только регулировки лазера на сопле.
Покройте конец насадки индийской грязью (или прозрачной лентой, если не используете грязь), затем прикрепите к концу белые наклейки.
Отрегулируйте выходную мощность лазера от 30 Вт до 50 Вт, откройте механический затвор и быстро переключите электронный затвор один раз, наблюдая за явлением.
Отключите механический затвор, снимите белые наклейки, стараясь не изменить их относительное положение.
Если разница между положением сопла и центром лазера слишком велика, наклейки не смогут совместиться с центральным отверстием. Поскольку центр лазера фиксирован, центр сопла можно отрегулировать, повернув регулировочный винт на ручке режущей головки, чтобы он совпадал с центром лазера.
Повторяйте описанные выше действия до тех пор, пока отверстие лазера на белой наклейке не совпадет с центром сопла, убедившись, что центр лазера совпадает с центром сопла.
Смотрите ниже:
Влияние насадки на качество резки и выбор размера насадки
Взаимосвязь между насадкой и качеством резки:
Когда центр сопла отличается от центра лазера: влияние на качество резки
Секция резки
Когда режущий газ подается струей, может возникнуть неравномерный объем газа, что приведет к тому, что режущая часть будет более склонна к ступенчатой резке с одной стороны, а с другой - нет. При резке листов толщиной менее 3 мм влияние этого фактора невелико, но при резке листов толщиной более 3 мм влияние более серьезно, и резка может оказаться невозможной.
Острые углы
При резке острых углов или заготовок с малыми углами возможно локальное переплавление, и резка толстых листов может оказаться невозможной.
Перфорация
Во время пробивки нестабильность затрудняет контроль времени, а пробивка толстых пластин может вызвать плавление. Это также может затруднить контроль условий пробивки, а влияние на мелкие детали невелико.
В заключение следует отметить, что центр сопла и концентричность лазера являются важными факторами качества резки, особенно если заготовка толще. Поэтому для достижения лучшего качества резки необходимо отрегулировать центр сопла так, чтобы он совпадал с концентричностью лазера.
Примечание:
Деформация сопла или загрязнение могут оказать такое же влияние на качество резки, как описано выше. Поэтому с насадкой следует обращаться осторожно, чтобы избежать деформации, а любые пятна необходимо своевременно очищать. Изготовление насадки требует высокой точности, и необходимо соблюдать правильные методы установки. Если низкое качество сопла приводит к изменению условий резки, сопло следует незамедлительно заменить.
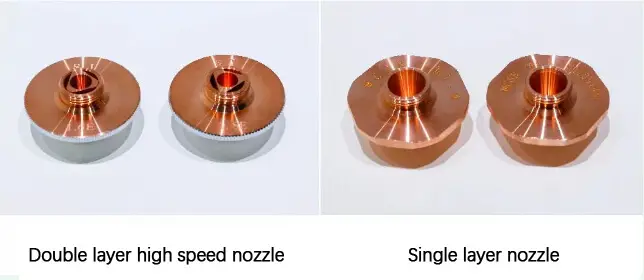
Выбор апертуры сопла
Разница в диаметре сопла показана ниже:
Апертура сопла
Поток воздуха
Мощность удаления жидкого расплава
Маленький
Быстрый
Сильный
Большой
Медленный
Слабый
Диаметр сопла может быть φ 1,0 мм, φ 1,4 мм, φ 2,0 мм, φ 2,5 мм, φ 3,0 мм и так далее. В настоящее время часто используется диаметр сопла φ 1,4 мм, φ 2,0 мм. Как показано ниже:
Разница между двумя вышеупомянутыми диаметрами заключается в следующем:
Для тонких пластин менее 3 мм:
Использование насадки φ4 мм приведет к уменьшению поверхности резки.
При использовании насадки φ2 мм режущая поверхность будет толще, а вероятность появления оплавленных пятен на углах выше.
Для толстых листов толщиной более 3 мм:
Мощность резки выше, что приводит к увеличению времени отвода тепла и более длительному сроку службы. время резки.
Использование сопла диаметром φ1,4 мм приведет к малой площади диффузии газа, что может вызвать нестабильность во время использования, но, как правило, пригодно для использования.
Использование сопла φ2 мм приводит к увеличению площади диффузии газа и снижению скорости потока газа, что обеспечивает более стабильную резку.
Насадка диаметром 2,5 мм может использоваться только для резки листов толщиной более 10 мм.
В заключение следует отметить, что размер сопла оказывает значительное влияние на качество резки и перфорации. В настоящее время в станках лазерной резки чаще всего используются сопла с отверстиями φ1,4 мм и φ2 мм.
Примечание:
Чем больше отверстие сопла, тем больше вероятность того, что искры и брызги расплава во время резки повредят линзу, сократив ее срок службы.
Регулировка фокуса луча
В процессе лазерной резки соотношение между фокусом луча и поверхностью листа сильно влияет на качество резки, и очень важно правильно настроить положение фокуса.
Обычно это делается путем настройки фокуса через пробный разрез, где фокус находится в правильном положении, когда разрез имеет наименьшее количество висящего шлака и наименьший размер на соответствующем стальная пластина.
Если положение режущей головки относительно доски меняется, необходимо также отрегулировать нулевые точки режущей головки и датчика. Тонкую настройку можно выполнить, отрегулировав высоту реза в программном обеспечении.
При необходимости более значительной корректировки может потребоваться изменить положение датчика и его кронштейна, чтобы правильно настроить фокус.
Будьте осторожны при выполнении этих регулировок, так как неправильное движение может привести к удару режущей головки о поверхность и повреждению деталей.
Взаимосвязь между положением фокуса и эффектом резки
Сосредоточьтесь на поверхности разрезаемого лука и стрелы, верхняя поверхность гладкая, нижняя поверхность не гладкая
Положительное фокусное расстояние: фокус во внутренней части режущего лука
Инструкции по резке алюминия
Фокус в центре, так что есть большая гладкая поверхность, ширина резки больше, чем нулевой фокус, большой поток воздуха во время резки, время перфорации больше, чем нулевой фокус
Резка нержавеющей стали азотом под высоким давлением, сдувание расплавленного шлака для защиты режущей части, ширина реза увеличивается с толщиной заготовки
Выбор скорости резки
Выбор скорости резки в станке лазерной резки имеет решающее значение и зависит от материала и толщины разрезаемой пластины. Скорость резки оказывает значительное влияние на качество лазерной резки.
Выбор подходящей скорости резки не только повышает эффективность работы станка лазерной резки, но и обеспечивает высокое качество реза.
Здесь показано влияние различных скоростей резки на качество резки:
Влияние на качество резки слишком высокой скорости подачи при лазерной резке
может привести к отсутствию резки, разбрасыванию искр.
Некоторые области можно отрезать, а некоторые - нельзя.
В результате вся режущая часть становится толще, но не образуется плавкого слоя.
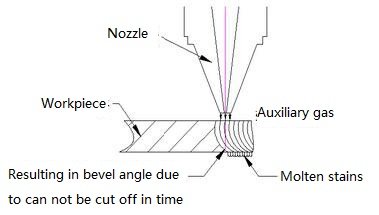
Скорость подачи при резке слишком высока, в результате чего пластина не может быть вовремя отрезана, на участке резки появляются косые линии, а в нижней части образуются слипшиеся пятна. Как показано ниже:
Влияние на качество резки слишком низкой скорости подачи при лазерной резке:
приводит к переплавке режущей пластины и неровному срезу.
Ширина щели увеличится, в результате чего вся площадь расплавится на мелкие галтели или острые углы, что приведет к ухудшению качества резки.
низкая эффективность резки, влияющая на производственную мощность.
Чтобы определить подходящую скорость подачи, обратите внимание на искры при резке: если они распространяются сверху вниз и отклоняются, скорость подачи слишком велика. Если искры сгущаются и не распространяются, скорость подачи слишком медленная. При правильной скорости резки поверхность реза будет иметь более ровную линию, а нижняя половина пластины не будет оплавляться.
Как показано ниже:
Инструкции по выбору газа и давления для лазерной резки
Выбор режущего газа при лазерной резке зависит от разрезаемого материала. Выбор газа для резки и давления оказывает значительное влияние на качество резки.
Основная функция режущего газа - способствовать горению и отводить тепло, сдувая остатки и не давая им попасть в сопло и повредить фокусирующую линзу.
Влияние газа для резки и давления на качество резки
Подходящий газ для резки способствует горению и отводу тепла, что приводит к более качественному срезу.
Если давление режущего газа недостаточно, на процесс резки будет влиять скопление остатков, а скорость резки не будет соответствовать производственным требованиям.
Если давление режущего газа слишком велико, поверхность реза будет неровной, а щель - широкой, что приведет к расплавлению части реза, в результате чего качество реза будет низким.
Влияние давления режущего газа на перфорацию
Если давление газа слишком низкое, лазер будет с трудом проникать в режущую пластину, что приведет к увеличению времени сверления и снижению производительности.
Если давление газа слишком велико, точка проникновения расплавится и образует большую точку плавления, что повлияет на качество резки.
Для лазерного сверления используется высокая листовой металл обычно используется давление пробивки, в то время как для пробивки толстых листов используется более низкое давление.
При резке обычной углеродистой стали, чем толще материал, тем ниже давление режущего газа.
Когда резка нержавеющей сталиПри этом давление режущего газа остается высоким независимо от толщины материала.
В заключение следует отметить, что выбор газа и давления для лазерной резки должен осуществляться в соответствии с конкретными условиями и обстоятельствами каждого применения.
Наше оборудование для лазерной резки поставляется с двумя газовыми трубопроводами: один для кислорода и воздуха, а другой - для азота высокого давления. Эти два газовых канала должны быть подключены к редукционному клапану, как показано на рисунке ниже.
Описание предохранительного клапана: левая часть таблицы показывает текущее давление, правая - оставшийся объем газа.
"Внимание"
Давление подачи азота не должно превышать 20 кг;
Давление подачи кислорода не должно превышать 10 кг, иначе это может привести к разрыву газовой трубы.
Влияние мощности лазерной резки на качество резки
Выбор мощность лазера Размер влияет на качество резки, поэтому важно определить мощность резки в зависимости от материала и толщины пластины. Слишком маленькая или слишком большая мощность лазера приведет к низкому качеству резки.
A) Слишком маленькая мощность лазера приведет к отсутствию резки. Б) При слишком большой мощности лазера вся поверхность реза будет плавиться, а щель будет слишком широкой, что приведет к низкому качеству резки. C) Если мощность лазера недостаточна, произойдет засорение режущей поверхности и на участке реза появятся шрамы.
Поэтому установка соответствующей мощности лазера, а также соответствующего газа для резки и давления приведет к хорошему качеству резки и отсутствию слипшихся пятен.
Чтобы уменьшить разброс размеров фокусного пятна, вызванный изменением размера луча перед фокусировкой, производители систем лазерной резки предлагают пользователям на выбор несколько вариантов:
Параллельная оптическая трубка. Этот вариант предполагает добавление параллельной оптической трубки к выходному концу CO2-лазера, что увеличивает диаметр луча и уменьшает угол его расходимости, в результате чего ближний и дальний концы луча имеют близкий к одинаковому размер.
Независимая подвижная линза. На нижнем валу режущей головки может быть установлена независимая подвижная линза, отдельная от оси Z, которая регулирует расстояние между соплом и поверхностью материала. Эта линза перемещается в тандеме со столом станка или осью освещения, обеспечивая постоянство диаметра фокусного пятна по всей зоне обработки.
Управление давлением воды в фокусирующем зеркале. Этот метод, обычно применяемый в металлической системе фокусировки на отражение, позволяет уменьшить кривизну фокусного пятна путем автоматической регулировки давления воды, что уменьшает размер луча и увеличивает размер фокусного пятна.
Система компенсационного оптического пути в направлениях X и Y. Этот вариант предусматривает добавление системы компенсационного оптического пути к станку для резки летящими лучами. Длина компенсационного оптического пути уменьшается по мере увеличения расстояния резки дальнего конца, в то время как увеличение компенсационного летящего луча позволяет сохранить длину оптического пути неизменной при резке ближнего конца.
2. Технология режущей перфорации.
Почти все технологии горячей резки, за редким исключением, начинаются со сверления небольшого отверстия в плате. В прошлом лазерный перфоратор использовался для пробивки отверстия перед началом лазерной резки. Существует два основных метода использования станков для лазерной резки без штамповочного устройства:
Взрывное бурение:
После непрерывного лазерного облучения в центре материала образуется яма, которая затем быстро удаляется потоком кислорода вместе с лазерным лучом. Средний размер отверстия зависит от толщины пластины, а средний диаметр абразивных отверстий составляет половину толщины пластины. Этот метод не подходит для высокоточных деталей (таких как трубы для швов нефтяных экранов) из-за большого диаметра отверстий и плохого качества. округлость. Он используется только для лома. Кроме того, при перфорации используется то же давление кислорода, что и при резке, что приводит к значительному разбрызгиванию.
Импульсное бурение:
Импульсный лазер с пиковой мощностью используется для расплавления или испарения небольшого количества материала, при этом воздух или азот используются в качестве вспомогательного газа для уменьшения расширения отверстия вследствие экзотермического окисления. Давление кислорода ниже, чем при резке. Каждый импульсный лазер создает только маленькие, глубокие частицы, поэтому на перфорацию толстых пластин уходит несколько секунд. После завершения перфорации вспомогательный газ немедленно заменяется кислородом для резки. Этот метод позволяет получить меньший диаметр перфорации и лучшее качество перфорации, чем при взрывном бурении.
Лазер должен обладать высокой выходной мощностью, а также временными и пространственными характеристиками луча, поэтому общий генератор CO2-лазера не может удовлетворить требованиям лазерной резки. Кроме того, импульсная перфорация должна иметь надежную систему управления газом для контроля типа газа, переключения давления и времени перфорации. Для получения высококачественных разрезов следует обратить особое внимание на технологию перехода от импульсной перфорации к непрерывной резке.
Теоретически, условия резки, которые обычно меняются на участке ускорения, включают фокусное расстояние, положение сопла и давление газа. Однако маловероятно, что эти условия изменятся за такой короткий промежуток времени.
3. Конструкция сопла и технология управления воздушным потоком.
При лазерной резке стали лазерный луч и кислород направляются через сопло на материал, образуя воздушный поток. Чтобы разрез был эффективным, воздушный поток должен иметь высокую скорость и объем, чтобы способствовать окислению и удалению расплавленного материала. На качество разреза влияет не только лазерный луч, но и конструкция сопла и управление воздушным потоком (например, давление в сопле и положение материала по отношению к воздушному потоку).
Сайт насадка для лазерной резки имеет простую конструкцию с небольшим круглым отверстием на конце конического отверстия. Насадка обычно изготавливается из меди, которая подвержена износу, поэтому ее необходимо часто заменять. Поэтому расчеты и анализ механики жидкости обычно не проводятся. Давлением в сопле называется давление газа, выбрасываемого со стороны сопла, измеряемое в манометрическом давлении (Pg).
При использовании газ выходит из сопла и достигает поверхности материала на определенном расстоянии, называемом давлением резания (Pc). Затем газ расширяется до атмосферного давления (Pa). Исследования показывают, что с увеличением давления в сопле (Pn) увеличивается скорость потока и давление резки. Для расчета скорости воздушного потока можно использовать формулу:
V = 8,2d2 (Pg + 1)
Где: V = скорость потока газа в л/мин d = диаметр сопла в мм Pg = давление в сопле (манометрическое давление) в бар
Для разных газов существуют различные пороговые значения давления. Когда давление в сопле превышает определенное значение, воздушный поток переходит из дозвукового в сверхзвуковой. Этот порог зависит от соотношения Pn и Pa и степени свободы молекул газа. Например, в случае с кислородом порог составляет Pn = 1 бар x (1,2)3,5 = 1,89 бар. Если давление в сопле еще выше (Pn/Pa = (1 + 1/n)1 + n/2, где Pn = 4 бар), воздушный поток переходит от нормальной косой ударной волны к положительной ударной волне, что снижает давление резки, скорость воздушного потока и вызывает образование вихрей на поверхности материала, что ослабляет способность воздушного потока удалять расплавленный материал и влияет на скорость резки.
Поэтому используется коническое сопло с небольшим круглым отверстием, а давление в кислородном сопле часто не превышает 3 бар.
Чтобы определиться с моделью, размером и количеством приобретаемых лазерных резаков, важно понимать масштабы производства вашей компании, обрабатываемые материалы и толщину резки. Желательно сделать простую настройку для последующей покупки.
Станки для лазерной резки используются в различных отраслях промышленности, таких как производство мобильных телефонов, компьютеров, обработка листового металлаЭлектроника, полиграфия, упаковка, кожа, одежда, промышленные ткани, реклама, ремесла, мебель, декор, медицинское оборудование и инструменты.
Наиболее популярными моделями на рынке являются 3015 и 2513, которые имеют размеры 3×1,5 м и 2,5×1,3 м (ширина x длина стороны станины) соответственно. Однако размер лазерного резака не является проблемой, так как поставщики обычно предлагают лазерные резаки различных размеров на выбор клиента, а также могут быть изготовлены по индивидуальному заказу.
Что касается цены на станки для лазерной резки волокна, вы можете найти больше информации в соответствующем посте. Профессиональный персонал может провести моделирование на месте или предоставить решения, а также принести свои собственные материалы производителю для изготовления образцов.
Тонкий шов резки - шов лазерной резки обычно составляет 0,10 мм-0,20 мм.
Гладкая поверхность резки - Наличие заусенцев на поверхности резки лазерной резки может варьироваться. Как правило, YAG лазерной резки машины имеют некоторые заусенцы, которые в основном определяется толщиной резки и газа. Как правило, нет заусенцев менее 3 мм. Азот резки является лучшим, а затем кислородной резки и воздушная резка самые плохие. Станок лазерной резки имеет наименьшее количество заусенцев, очень гладкую поверхность реза и высокую скорость.
Проверьте деформацию материала.
Мощность лазера - Например, если завод в основном режет металлические пластины менее 6 мм, нет необходимости покупать мощный станок лазерной резки. 500W волоконно-лазерной резки машина может удовлетворить спрос на производство. Если же производство больше, и есть опасения по поводу эффективности 500-ваттного лазерного резака, то лучшим вариантом будет приобретение двух или более станков лазерной резки малой и средней мощности. Это поможет заводу сэкономить расходы и повысить прибыль.
Основные части лазерного резака - лазерный генератор и лазерная головка являются основными компонентами лазерного резака. В большинстве лазерных генераторов используются импортные марки IPG, а экономичным типом является Raycus бренд из Китая. Также важно обратить внимание на другие компоненты, такие как электродвигатель (будь то серводвигатель), линейная направляющая, рама и т.д., поскольку эти компоненты также могут влиять на точность резки. Также следует обратить внимание на систему охлаждения станка лазерной резки - холодильный шкаф. Многие компании используют для охлаждения домашние кондиционеры, но это неэффективно. Лучше всего использовать промышленные кондиционеры для оптимального охлаждения.
Ремонт и расходы - любое оборудование в той или иной степени повреждается в процессе эксплуатации. В случае повреждения следует учитывать своевременность и стоимость ремонта. Поэтому необходимо выяснить, как компания осуществляет послепродажное обслуживание по различным каналам, например, является ли плата за техническое обслуживание разумной.
Как СДЕЛАЙ САМ Волоконный лазерный резак?
Если вам нужен лазерный резак, его легко приобрести. Самостоятельная работа может оказаться сложной и не привести к экономии средств. Есть люди, которые увлечены лазерными резаками и создали лазерный резак по металлу сами разработали программное обеспечение, схему и оборудование. Этот процесс занял около трех месяцев.
Однако если вы хотите научиться и получить практический опыт, создание станка от начала и до конца может стать увлекательным занятием. Ознакомьтесь со следующими ресурсами, посвященными лазерным резакам DIY:
Набор для лазерного резака
Список изнашиваемых деталей лазерного резака
Нет.
Артикул
1
Защитная линза
2
Фильтрующий элемент
3
Медная насадка
4
Фокусировочный объектив
5
Керамическое кольцо
6
Коллимирующая линза
7
Усилитель
8
Разъем усилителя
Анализ эксплуатационных затрат на лазерный резак.
1) Возьмем в качестве примера нержавеющую сталь толщиной 1 мм, чтобы рассчитать используемый капитал и затраты времени
Например:
Рассмотрим резку 50 000 метров 1-миллиметровой нержавеющей стали. Расчет периода времени может отличаться из-за короткого времени сверления отверстий в тонком листовом металле и различий в производственных схемах, которые могут не фиксировать пустой ход. Таким образом, статистические результаты могут неточно отражать эффективность и сравнение затрат.
Примечание: Время погрузки и разгрузки не включено в расчет.
Волоконный лазерный резак с мощностью 2000 Вт:
50 000 м ÷ 20 м/мин ÷ 60 мин = 41,7 ч ≈ 5 дней
41,7 ч x (27,8 юаней + 70 юаней) ≈ 4078 юаней
CO2 лазерный резак с мощностью 3000 Вт:
50 000 м ÷ 8 м/мин ÷ 60 мин = 104,2 ч ≈ 13 дней
104,2 ч x (63,5 RMB + 70 RMB) ≈ 13911 RMB
CO2 лазерный резак с мощностью 2000 Вт:
50 000 м ÷ 6,5 м/мин ÷ 60 мин = 128,2 ч ≈ 16 дней
128,2 ч x (50,5 RMB + 70 RMB) ≈ 15488 RMB
1 мм SS
Волоконный лазер 2000W
CO2 лазер 3000W
CO2 лазер 2000W
Время(день)
5
13
16
Стоимость(RMB)
4078
13911
15488
2) Возьмем в качестве примера 2-миллиметровую нержавеющую сталь, чтобы рассчитать используемый капитал и затраты времени
Например:
Резка 2-миллиметровой нержавеющей стали, в общей сложности 50 000 метров, в течение приблизительно рассчитанного периода времени:
Волоконный лазерный резак с мощностью 2000 Вт:
50 000 м ÷ 8,5 м/мин ÷ 60 мин = 98 часов ≈ 12 дней
98 часов × (27,8 юаней + 70 юаней) ≈ 9588 юаней
CO2 лазерный резак с мощностью 3000 Вт:
50 000 м ÷ 4,5 м/мин ÷ 60 мин = 185,2 часа ≈ 23 дня
185,2 часа × (63,5 RMB + 70 RMB) ≈ 24724 RMB
CO2 лазерный резак с мощностью 2000 Вт:
50 000 м ÷ 3 м/мин ÷ 60 мин = 277,8 часа ≈ 34,7 дня
4) Эффективность работы(в качестве примера возьмем толщину 1~4 мм).
Артикул
Толщина(mm)
IPG2000
CO2 2000 ВТ
CO2 3000 ВТ
Скорость резки(м/мин)
Мягкая сталь
1
10.0-13.0
5.0-6.5
6.0-9.0
2
5.0-6.0
3.5-5.0
4.0-5.6
3
3.0-4.8
3.0-3.8
3.0-4.6
4
2.8-3.5
2.5-3.3
2.6-3.8
5
2.2-3.0
2.2-2.8
2.2-3.2
6
1.8-2.5
1.8-2.5
2.0-2.8
8
1.2-1.8
1.1-1.6
1.3-2.0
10
1.1-1.3
1.0-1.3
1.2-1.6
12
0.9-1.2
0.9-1.1
1.0-1.4
SS
1
15.0-22.0
6.0-9.0
7.0-9.0
2
7.0-9.0
3.8-4.5
4.2-5.2
3
3.5-5.5
2.0-2.5
2.8-3.9
4
3.0-4.5
1.2-1.8
2.0-2.8
5
1.8-2.5
1.0-1.3
1.6-2.0
6
1.2-1.8
0.6-0.9
1.3-1.6
8
0.8-1.0
0.7-1.0
Обслуживание и устранение неисправностей станка для резки волоконным лазером
Резюме
Для обеспечения нормального функционирования станка лазерной резки ему требуется регулярное техническое обслуживание. Поскольку в станке используются высокоточные компоненты, важно тщательно подходить к процессу обслуживания и строго следовать процедурам эксплуатации. Также рекомендуется назначить специального человека для выполнения технического обслуживания, чтобы избежать повреждения компонентов.
Пользователи должны всегда иметь под рукой следующие запасные части:
A) Ацетон (чистота 99,5%, вода менее 0,3%, объем 500 мл) B) Впитывающая вата (5 упаковок, медицинский или оптический класс) C) Спирт (500 мл, чистота 99,5%+) D) Пипетка (медицинская) E) Ватный тампон (две упаковки) F) Мультиметр (один).
Также приведены инструкции по установке или замене внутренней линзы режущей головки.
(1) Перед установкой оптической линзы необходимо: надеть чистую одежду, вымыть руки с мылом или моющим средством и надеть чистые белые перчатки; не прикасаться к любым частям линзы голыми руками; брать линзу сбоку, не касаясь непосредственно поверхности покрытия линзы.
(2) При сборке объектива не дуйте на него ртом; положите объектив на чистый рабочий стол и подложите под него несколько листов профессиональной бумаги.
Обращайтесь с объективом осторожно, чтобы избежать ушибов или падений, и не прикладывайте силу к поверхности покрытия объектива. Перед установкой линзы очистите держатель линзы, используя чистый воздушный распылитель, чтобы удалить пыль и грязь. Затем аккуратно установите линзу в держатель.
(3) При установке объектива в держатель объектива не прилагайте чрезмерных усилий для его фиксации, так как это может привести к деформации объектива и повлиять на качество луча.
(4) Меры предосторожности при замене оптической линзы:
Осторожно обращайтесь с объективом при извлечении его из коробки, чтобы не поцарапать
Не надавливайте на объектив до тех пор, пока не будет удалена оберточная бумага
Надевайте чистые перчатки при извлечении защитной и фокусирующей линз из коробки и снимайте их со стороны объектива
Избегайте попадания пыли и других предметов на объектив при снятии упаковочной бумаги
С помощью пистолета с чистым воздухом удалите пыль с объектива и положите ее на бумагу для оптических линз.
Удалите пыль и грязь с держателя и опор объектива, чтобы избежать попадания посторонних предметов на объектив во время сборки
Не прилагайте слишком больших усилий при установке объектива в держатель, чтобы избежать его деформации
После завершения сборки объектива удалите пыль и посторонние частицы на объективе с помощью чистого воздушного пистолета.
Шаги по очистке линзы станка лазерной резки:
Сначала сдуйте пыль с зеркала чистым воздушным пистолетом. Затем удалите загрязнения с помощью чистого ватного тампона. Окуните ватный тампон в новый высокоочищенный спирт или ацетон и сделайте круговые движения, начиная от центра линзы и двигаясь наружу.
Повторяйте процедуру до тех пор, пока линза не станет чистой, меняя на новый чистый ватный тампон после каждого цикла. Чистой тканью удалите все остатки следов на зеркале, стараясь не поцарапать его. Посмотрите на линзу при достаточном освещении, чтобы убедиться, что отражение хорошее, что свидетельствует о том, что линза очищена. Если отражение не очень хорошее, продолжите процесс очистки.
Наконец, поместите очищенную линзу в основание зеркала, используя описанный выше метод. Запрещается повторно использовать тот же ватный тампон для очистки.
Хранение оптических линз
Правильное хранение оптических линз необходимо для сохранения их качества.
Условия хранения должны находиться в диапазоне 10-30°C, так как помещение объектива в морозильную камеру или аналогичную среду может привести к образованию конденсата, который может легко повредить объектив.
Температура хранения не должна превышать 30°C, так как это может повлиять на покрытие поверхности линз.
При хранении объектива в коробке его следует помещать в не вибрирующую среду, чтобы предотвратить деформацию объектива и сохранить его рабочие характеристики.
Электрическая инспекция
Техническое обслуживание включает в себя проверку стабильности напряжения питания, поддержание чистоты и надлежащей вентиляции электрического шкафа машины, а также обеспечение целостности и безопасности каждого электрического компонента.
Цикл технического обслуживания
A) Цикл технического обслуживания лазера, чиллера и воздушного компрессора должен соответствовать графику, указанному в руководстве по эксплуатации.
B) Первое техническое обслуживание машины должно быть проведено через 24 часа использования, затем еще одно техническое обслуживание через 100 часов использования, затем капитальный ремонт через шесть месяцев, и в дальнейшем техническое обслуживание должно проводиться каждые шесть месяцев или раз в год (в зависимости от конкретных условий заказчика).
Обслуживание во время эксплуатации
Перед началом работы важно проводить ежедневную проверку и техническое обслуживание станка лазерной резки в соответствии с перечнем ежедневных проверок. Если во время работы станка вы заметили какие-либо ненормальные звуки, немедленно остановите его и проведите тщательный осмотр. После окончания работы со станком лазерной резки обязательно выключите его в правильном порядке и уберите стол станка и прилегающую к нему территорию. Не оставляйте на столе станка или панели управления никаких посторонних предметов.
Регулярно проверяйте уровень масла в смазочном насосе и при необходимости доливайте его, чтобы обеспечить полную смазку направляющих осей X и Y, сохранить точность станка и продлить срок службы направляющих осей X и Y.
Раз в неделю очищайте линейную направляющую оси Z и пыль на валу винта и добавляйте моторное масло.
Раз в неделю проверяйте водо- и воздухопроводы на наличие повреждений, а при обнаружении повреждений незамедлительно сообщайте сотрудникам компании о необходимости технического обслуживания.
Еженедельно очищайте воздух от мусора и пыли.
Еженедельно проверяйте уровень воды во внутреннем охладителе и при необходимости доливайте.
Проверяйте загрязнение фокусирующей линзы каждые две недели и очищайте ее по мере необходимости, чтобы продлить срок ее службы.
Проверяйте защитное зеркало раз в день, чтобы сохранить его режущий эффект.
Раз в месяц проверяйте газовый тракт, чтобы устранить все потенциальные опасности.
Регулярно проверяйте внешние кабели на предмет повреждений и проверяйте линейные интерфейсы распределительного шкафа на предмет ослабления.
После шести месяцев использования отрегулируйте ровность станка, чтобы обеспечить точность резки.
Обслуживание при длительном неиспользовании
Если машина не используется в течение длительного времени, нанесите на движущиеся части защитное покрытие, например масло или смазку. Оберните их антикоррозийной бумагой и регулярно проверяйте наличие ржавчины, своевременно удаляя ее и выполняя меры по предотвращению ржавчины на пораженных участках. (Если позволяет бюджет, установите пылезащитный кожух). Регулярно проводите чистку и осмотр машины.
Проблемы
Причины
Решения
Обработка деталей осуществляется без подачи дополнительного газа
1. отсутствие давления;
1. проверьте давление воздуха;
2. сломан электромагнитный клапан или проводка;
2. проверьте электромагнитный клапан или линию электромагнитного клапана
При движении оси возникает ненормальный звук
1. Отсутствие смазки на движущихся частях;
1. добавьте смазочные материалы;
2. убедитесь, что путь движения безопасен
2. проверьте безопасность движущихся частей
На режущей головке нет лазера. или свет слабый
1. нет светового сигнала;
1. Проверьте линию сигнала ШИМ;
2. лазер или волокно сломаны;
2. проверьте, работает ли лазерная сигнализация;
3. блок сопла; частичный оптический путь;
3. заменить насадку; 4. отрегулировать оптический путь
Примечание: Не существует одного "лучшего" варианта, есть только лучшие варианты, выбирайте тот, который больше всего подходит вам.
Лазерная резка - это зрелый производственный процесс, и производительность станков лазерной резки ведущих брендов не сильно отличается. Выбор лучшего станка для лазерной резки в первую очередь основывается на материалах производства. Необходимо учитывать следующие факторы:
Резка шва: Типичный шов лазерной резки составляет 0,10-0,20 мм.
Гладкая режущая поверхность: На режущей поверхности не должно быть заусенцев.
Низкая тепловая деформация: Процесс лазерной резки характеризуется тонким режущим швом, высокой скоростью и концентрированной энергией, что приводит к минимальной передаче тепла к материалу и низкой деформации.
Подходит для обработки крупных изделий: Лазерная обработка исключает необходимость использования пресс-форм при изготовлении крупногабаритных изделий, что позволяет значительно снизить производственные затраты и повысить качество продукции.
Подходит для разработки новых продуктов: Лазерная обработка может быть выполнена сразу после завершения проектирования изделия, что позволяет сократить цикл разработки.
Экономия материалов: При лазерной обработке используется компьютерное программирование для максимального использования материалов путем резки изделий в различные формы.
Эксплуатация станка для резки волоконным лазером
Перед использованием станка для лазерной резки важно понять принцип работы его различных частей и следовать правильным методам эксплуатации для обеспечения как производительности станка, так и личной безопасности.
Перед использованием выполните следующие проверки:
Проверьте уровень масла в машине и при необходимости долейте, чтобы поддерживать его в пределах нормы.
Проверьте водяные и газовые каналы на наличие утечек и убедитесь, что качество воздуха и воды нормальное и не загрязнено.
Убедитесь, что лазерный луч исходит из центра газового сопла, проверив коаксиальную соосность лазера и сопла.
Убедитесь, что устье сопла для подачи газа для резки соответствует процессу резки, и при необходимости замените его.
Проверьте подключение вспомогательного газа для резки и при необходимости отрегулируйте давление газа до нужного уровня.
Меры предосторожности и знаки безопасности перед использованием и в процессе эксплуатации
Представляет собой "Внимание", несоблюдение правильной эксплуатации может привести к травмам или повреждению оборудования
Представляет собой есть лазерный луч через, не проходят от луча, в противном случае, это вызовет ожоги на человеческое тело или даже опасно для жизни
Представляет собой опасность высоковольтного питания, не приближайтесь к высокому давлению, иначе это вызовет поражение электрическим током или даже опасность для жизни
Меры предосторожности:
A) Никогда не смотрите прямо на лазер, включая красный свет.
B) Не допускайте попадания людей и нерабочих предметов в зону действия лазера при открытии затвора.
C) Оператор должен носить защитные очки и присутствовать при работе станка лазерной резки.
Г) Если во время использования возникла проблема, немедленно нажмите на аварийный выключатель или отключите основное питание.
E) Постоянно контролируйте температуру охлаждающей воды и давление рабочего газа во время эксплуатации.
F) Эксплуатируйте машину только при условии надлежащего обучения и соблюдения правил техники безопасности. Несанкционированному персоналу строго запрещено работать с машиной.
G) Лазер на станке лазерной резки является лазерным продуктом класса 4, и невидимый лазерный луч, отражение линзы и рассеянный свет могут быть вредными для человеческого тела, особенно для глаз. Персонал должен принять необходимые меры предосторожности и предотвратить пожар.
H) Выхлопные газы, образующиеся при лазерной резке, могут быть опасны для оператора, поэтому убедитесь, что пылесос станка работает исправно.
I) Содержите оборудование для лазерной резки в чистоте и порядке, смазывайте его в соответствии с инструкциями и правильно используйте инструменты и принадлежности, чтобы избежать потерь. При возникновении любых неисправностей немедленно остановите станок и сообщите соответствующим инженерам, если оператор не может решить проблему.
J) Во избежание поражения электрическим током к осмотру или ремонту электрической части управления станка лазерной резки допускается только профессиональный обслуживающий персонал.
Последовательность включения/выключения:
A) Начните с включения внешнего источника питания для подачи электроэнергии на шкаф управления.
B) Убедитесь, что выключатель водоохладителя включен (не выключайте выключатель водоохладителя после использования).
C) Убедитесь, что выключатель аварийной остановки находится в отпущенном положении.
D) Поверните выключатель ключа в положение "включено".
E) Включите компьютер.
F) Наконец, включите питание лазера слева.
Чтобы выключить станок лазерной резки, выполните эти действия в обратном порядке.
Использование программного обеспечения и программирование:
Инструкции по использованию программного обеспечения приведены в руководстве. Здесь мы не будем обсуждать подробности.
Автоматическая калибровка для датчика высоты:
Если вам необходимо откалибровать датчик высоты при смене насадки или если расстояние сервопривода не является точным, калибровка может скорректировать высоту следящего устройства. Для этого необходимо выполнить следующие действия:
A) Переместите режущую головку вниз на расстояние примерно 5 мм от поверхности пластины.
B) Выберите "Калибровка" на резаке управления высотой → "Калибровка плавающей головки" → "Подтвердить".
C) Во время процесса, который занимает около 10 секунд, режущая головка опустится дважды. Проверьте положение пластины в течение этого времени.
Г) По окончании калибровки на резаке управления высотой отобразится калибровочная кривая. Для нормального результата калибровки кривая должна быть плавной. Если результат калибровки плохой, это повлияет на эффект резки, и калибровку необходимо повторить.
На результаты калибровки могут повлиять несколько факторов, в том числе:
Нестабильная поверхность на доске.
Встряхивание ползуна по оси Z.
Серьезные электрические помехи от внешних источников.
Результаты калибровки классифицируются как A, B, C или D. Лазерный резак можно нормально использовать, если результат калибровки выше "C", а если результат "D", то требуется повторная калибровка для устранения помех.
Безопасность станков лазерной резки
Этот раздел посвящен важности лазерной безопасности и содержит рекомендации по безопасной эксплуатации станков для лазерной резки. Очень важно, чтобы каждый оператор был осведомлен об общих знаниях и мерах безопасности для обеспечения своего благополучия.
"Меры предосторожности"
A) Назначить администраторов по технике безопасности, определить их обязанности и обеспечить обучение операторов лазерной обработки технике безопасности.
B) Определите зону управления лазерной безопасностью и установите предупреждающие знаки у входа. Знаки должны содержать информацию о мощности аппарата, тип лазеразапрет на вход посторонних и важность защиты глаз. Также следует указать имя руководителя службы безопасности.
C) Операторы станков для лазерной обработки должны пройти специальное обучение и работать на станке только с разрешения администратора по технике безопасности.
Предупреждение о лазерной безопасности
Основной вред от воздействия лазера на организм человека - это глаза и кожа. Воздействие лазера может привести к ожогам на любой части тела, поэтому важно избегать попадания любой части тела в световой путь лазерного оборудования, чтобы избежать повреждений при неправильном использовании.
Защита глаз и кожи
При лазерной обработке обычно используются CO2- и YAG-лазеры, и каждый из них тип лазера могут нанести различный вред человеческому организму. YAG-лазер более вреден, так как его длина волны имеет высокий коэффициент пропускания для глаз человека, что может привести к повреждению сетчатки. С другой стороны, CO2-лазеры наносят вред в основном в виде ожогов роговицы глаза. Оба типы лазеров воздействие может привести к катаракте глаз и риску ожогов кожи. Поэтому в процессе корректировки важно использовать соответствующие меры защиты в зависимости от типа используемого лазера.
Предотвращение пожаров
Лазерная резка часто предполагает использование кислорода и искр в процессе резки, что повышает риск возникновения пожара. Поэтому в рабочей зоне не должно быть легковоспламеняющихся или взрывоопасных материалов, а также должны быть предусмотрены необходимые профилактические средства.
Электробезопасность
A) Не прикасайтесь к выключателям мокрыми руками во избежание поражения электрическим током
Участки станка лазерной резки, отмеченные световыми знаками, указывают на то, что эти части имеют высокое электрическое напряжение или электрические компоненты. Операторы, находящиеся вблизи этих частей или выполняющие техническое обслуживание, должны быть осторожны, чтобы избежать поражения электрическим током. К ним относятся защитный кожух на месте серводвигателя, распределительная коробка за колонной, трансформаторный шкаф станка лазерной резки, дверцы электрического шкафа и т. д.
B) Ознакомьтесь с функциями и клавишами
Обязательно прочитайте инструкцию к станку и электрическую схему, чтобы ознакомиться с функциями и кнопками станка лазерной резки.
C) Запрет на несанкционированное изменение параметров машины
Не открывайте легко дверцы электрооборудования и не допускайте несанкционированного изменения параметров станка, параметров сервопривода и потенциометра (в соответствии со сменной таблицей). Если изменения необходимы, вы должны пройти обучение у производителя оборудования для лазерной резки и получить одобрение специалистов. Не забудьте записать значения параметров перед внесением изменений, чтобы в случае необходимости можно было восстановить исходное состояние.
D) Защитите себя от высокого напряжения и рентгеновских лучей
Общее напряжение питания обрабатывающего лазерного резака составляет от нескольких тысяч до десятков тысяч вольт, поэтому важно предотвратить воздействие высокого напряжения лазера и рентгеновского излучения, генерируемого электронно-лучевой трубкой под высоким напряжением.
E) Избегайте прикосновения к токоведущим частям электрошкафа
Не прикасайтесь к токоведущим частям электрошкафа, находящимся под напряжением, таким как устройство числового программного управления, сервопривод, трансформатор, вентилятор и т.д.
Тревога:
После отключения питания подождите не менее 5 минут, прежде чем прикасаться к клемме. В течение некоторого времени после отключения питания между клеммами линии электропередачи может сохраняться высокое напряжение, поэтому во избежание поражения электрическим током не прикасайтесь к ним сразу.
Машина лазерной резки'защитные меры
"Назначить администратора безопасности"
Назначить администратора по безопасности, определить его обязанности и проводить обучение операторов лазерной обработки безопасной работе и технике безопасности.
"Область управления лазерной безопасностью"
Определите зону управления лазерной безопасностью и разместите предупреждающую карточку у входа в эту зону. На предупредительной карточке должны быть указаны мощность лазерного станка, тип лазера, запрет на вход посторонних, предупреждение о необходимости беречь глаза и имя менеджера по безопасности.
"Переключатель машинных клавиш"
Когда станок для лазерной обработки не используется, обязательно вытащите ключ-выключатель и держите его под замком, чтобы избежать вреда от неправильного использования.
"Вытяжная система для дыма и газов"
Убедитесь, что дым, газ и рабочие газы лазера, образующиеся в процессе производства, выводятся наружу через выхлопную трубу. Все баллоны должны храниться аккуратно и надежно.
Операторы должны обладать общепринятыми знаниями
Операторы станков лазерной резки должны пройти специальное обучение, чтобы достичь определенного уровня, и работать только по согласованию с администратором по технике безопасности.
При использовании станка для лазерной резки или нахождении вблизи лазера оператор или человек должны надевать соответствующие лазерные очки и защитную одежду. В зоне, где надеты защитные очки, должно быть обеспечено достаточное внутреннее освещение, чтобы оператор мог беспрепятственно работать.
Для защиты оператора необходимо оборудовать помещение для обработки или защитный экран. Для предотвращения распространения лазерного излучения и обеспечения безопасности операторов должны быть предусмотрены защитные устройства.
При открытии двери в комнату обработки лазерный затвор должен быть закрыт.
Диаграмма толщины и скорости резки волоконным лазером
Следующая таблица толщины лазерной резки может быть полезна для вас.
Вы также можете скачать файл xls диаграммы толщины лазерной резки на этой странице.
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Вы когда-нибудь задумывались, как лазер может разрезать металл, словно горячий нож масло? В этой увлекательной статье мы рассмотрим научные основы технологии резки волоконным лазером.....
С какой скоростью волоконный лазер может резать различные металлы? Если вы когда-нибудь задумывались об оптимизации скорости резки таких материалов, как углеродистая сталь или алюминий, в этой статье вы найдете подробные графики скорости...
Представьте, что вы режете металл так же легко, как масло. Технология волоконных лазеров произвела революцию в металлообработке, обеспечив непревзойденную точность и скорость. В этой статье рассматриваются скорости резки различных металлов...
Вы когда-нибудь пытались добиться идеального реза на металле? В этой статье мы раскроем секреты оптимальных параметров резки различных металлов с помощью волоконно-оптического станка мощностью 3000 Вт...
Выбор подходящего мощного волоконного лазера для ваших промышленных нужд может оказаться непростой задачей. Всегда ли большая мощность означает лучшую эффективность? Не обязательно. В этом руководстве рассматриваются распространенные заблуждения и...
Представьте себе настолько точный инструмент, что он может разрезать металл с точностью скальпеля хирурга. Волоконные лазеры произвели революцию в различных отраслях промышленности, от производства до медицины. Эта статья посвящена...
Вы когда-нибудь задумывались, как передовые технологии достигают такой точности? Волоконные лазеры, чудо современной техники, используют легированные редкоземельными элементами стеклянные волокна для генерации высокоэффективных и универсальных лазерных лучей.....
Что приводит к выходу из строя головок для лазерной резки и как это предотвратить? В этой статье рассматриваются распространенные проблемы загрязнения, влияющие на линзы головок для резки волоконных лазеров, и предлагаются практические решения...
Вы когда-нибудь задумывались о том, какая технология лазерной резки на самом деле лучше? В этой статье мы рассмотрим битву между волоконными и CO2-лазерами, изучим их сильные и слабые стороны, а также факторы...