При изготовлении деталей из нержавеющей стали деформация деталей является распространенной проблемой, возникающей в результате сварки. Эта деформация является лишь поверхностным явлением, вызванным перегревом металла шва и зоны термического влияния из-за источника сварочного тепла. Такой перегрев часто приводит к образованию крупнозернистой структуры в металле шва и зоне термического влияния, что может привести к появлению дефектов и негативно повлиять на эксплуатационные характеристики металла.
Чтобы предотвратить эти негативные последствия и контролировать температуру деталей, важно регулировать температуру деталей. Однако ждать, пока детали остынут, прежде чем приступать к следующей операции процесс сварки может отнимать много времени и негативно сказываться на эффективности работы.
Для решения этой проблемы было предложено несколько решений. В конкретных процессах сварки объем деталей тесно связан с плотностью сварная шайба и сварочных ножек. Например, при обработке листовых деталей из нержавеющей стали источник тепла (дуга) расплавляет основной металл (детали) во время сварки, образуя расплавленную ванну. После естественного охлаждения и кристаллизации сварной шов формируется.
Однако если детали слишком малы, то сварочное тепло не может быть быстро распределена, что приводит к деформации деталей и нарушает их внешний вид и форму. Чтобы решить эту проблему, необходимо рассмотреть несколько аспектов.
Схема сварки
В настоящее время существует два распространенных метода сварки, используемых для сварка нержавеющей стали на большинстве фабрик:
⑴ Ручная дуговая сварка металлов (MMAW)
Ручная дуговая сварка металлов (MMAW), также известная как дуговая сварка металлов в защитных слоях (SMAW) или сварка палкой, - это традиционный метод сварки, требующий от сварщика значительных навыков и опыта. Этот процесс включает в себя создание электрической дуги между расходуемым электродом и заготовкой для расплавления и соединения металлов.
Несмотря на универсальность MMAW с точки зрения совместимости материалов и мобильности, она сопряжена с рядом проблем:
- Тепловыделение: Процесс выделяет значительное количество тепла, что может привести к термическому искажению и изменению микроструктуры материала, потенциально влияя на механические свойства сварного соединения.
- Послесварочная обработка: Из-за высокой теплоемкости и потенциальных дефектов, таких как шлаковые включения, может потребоваться тщательная послесварочная очистка и термообработка, что увеличивает общее время обработки.
- Контроль качества: Достижение стабильного качества сварки в значительной степени зависит от мастерства сварщика, что усложняет задачу поддержания одинаковых результатов при больших объемах производства.
- Производительность: Необходимость частой смены электродов и удаления шлака между проходами может снизить общую эффективность сварки.
Несмотря на эти ограничения, MMAW остается актуальным в различных областях применения благодаря своим преимуществам:
- Простота оборудования: Сварочная установка относительно проста и состоит из источника питания, держателя электрода и зажима заземления, что делает ее подходящей для ремонта в полевых условиях и удаленных местах.
- Гибкость материалов: Благодаря широкому выбору типов электродов, MMAW можно использовать для сварки различных металлов, включая сталь, нержавеющую сталь, чугун и некоторые цветные сплавы.
- Адаптивность: Он хорошо работает на открытом воздухе и может использоваться в ограниченном пространстве, где более сложное оборудование может оказаться непрактичным.
- Экономичность: Для небольших предприятий или нечастых сварочных работ низкая первоначальная стоимость оборудования делает MMAW экономически выгодным выбором.
Для оптимизации процессов MMAW современные разработки направлены на улучшение рецептуры электродов, внедрение импульсных источников питания и повышение уровня подготовки сварщиков с помощью симуляторов виртуальной реальности. Эти достижения направлены на смягчение некоторых традиционных ограничений при сохранении присущей методу гибкости и простоты.
⑵ Сварка в газовой среде
Дуговая сварка в защитной газовой среде включает в себя несколько методов, в том числе дуговую сварку вольфрамовым электродом (GTAW) и дуговую сварку металлическим электродом (GMAW), которые особенно эффективны при сварке нержавеющей стали. В этих методах в качестве защитной среды используются инертные газы, такие как аргон, или смеси активных газов (при сварке MAG). К преимуществам сварки в газовой среде относятся высокая скорость сварки, минимизация зон термического влияния (HAZ) и снижение требований к послесварочной обработке.
Для сварки нержавеющей стали настоятельно рекомендуется использовать процессы в газовой защите, чтобы минимизировать термические искажения и сохранить свойства материала. При разработке последовательности сварки важно применять такие методы борьбы с искажениями, как сбалансированная сварка (чередование слева направо), симметричные схемы сварки и сварка с обратным шагом. Эти методы должны следовать ключевым принципам: сварка с внутренней стороны к внешней, переход от меньших швов к большим и последовательность от коротких швов к длинным.
Параметры сварки, в частности сила тока и напряжение, существенно влияют на качество сварного шва и деформацию. При увеличении толщины деталей из нержавеющей стали сварочный ток следует регулировать пропорционально. Однако точный контроль подачи тепла имеет решающее значение. Недостаточный ток может привести к отсутствию проплавления или дефектам проплавления, а избыточный ток - к увеличению деформации, росту зерна или даже прожогу в тонких секциях.
Для оптимизации сварочных характеристик необходимо точно настроить параметры в зависимости от толщины материала, конструкции соединения и конкретных требований к сварке. Например:
- Тонкие листы (< 3 мм): Используйте импульсную GTAW с низким тепловыделением
- Средняя толщина (3-10 мм): Рассмотрим GMAW с режимом переноса распыления
- Толстые листы (> 10 мм): Используйте многопроходную сварку GMAW или дуговую сварку под флюсом для высокой скорости осаждения
Кроме того, правильный выбор присадочного металла (например, ER308L для нержавеющей стали 304) и поддержание правильной скорости перемещения необходимы для достижения оптимального качества сварки и минимизации искажений при изготовлении изделий из нержавеющей стали.
Технология сварки
⑴ Маленькие, простые детали
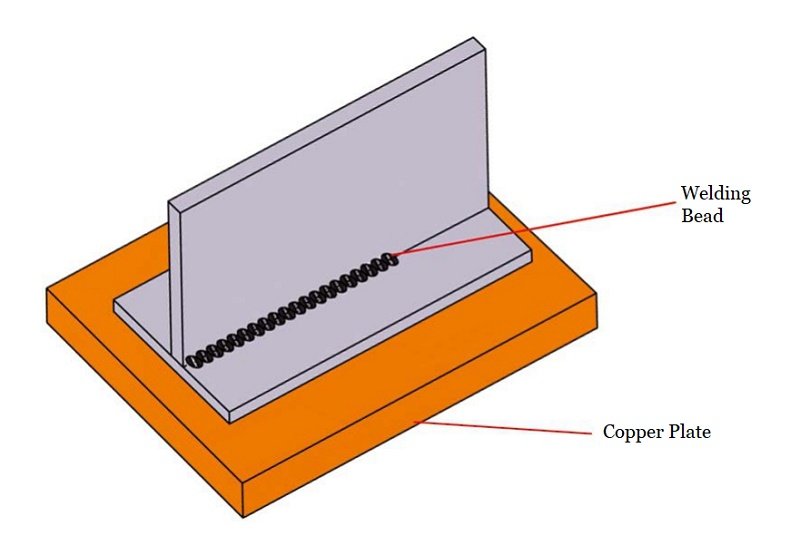
Например, в случае сварки L-образной, T-образной формы или наложения частей на плоскую плоскость, под части можно добавить медную пластину (толщиной более 8 мм), как показано на рис. 1.
Рис.1 Подложки медных пластин
Эффективность теплопередачи меди выше, чем у стали, поэтому использование медной пластины может облегчить удаление сварочное тепло и минимизировать тепловую деформацию деталей.
Если детали не плоские или склонны к разбуханию, что затрудняет плотный контакт с медной пластиной, под сварочный шов деталей можно подложить толстый хлопчатобумажный материал с высоким водопоглощением или пропитанный коврик. Это также эффективно снизит деформацию.
⑵ Крупные, сложные детали
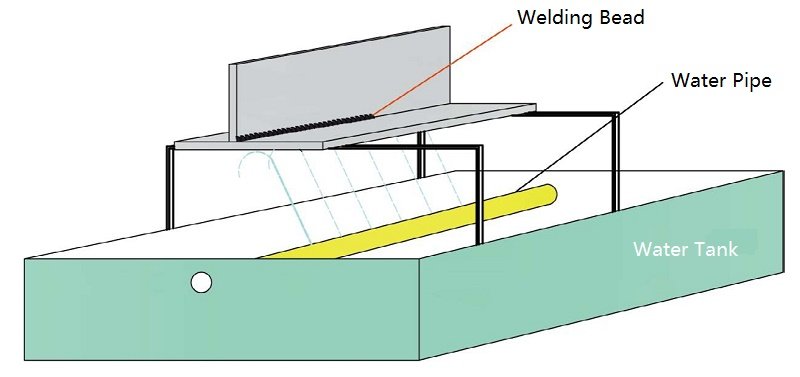
Если форма деталей сложная или нет места для установки медной пластины, вышеописанное решение может оказаться невыполнимым. В таких случаях следует использовать метод водяного охлаждения (как показано на рис. 2).
Рис.2 Метод водяного охлаждения
Водяное охлаждение обычно классифицируется на две категории:
① Охлаждение распылением:
При этом методе вода распыляется на обратную сторону сварочного шва деталей, что подходит для деталей с большой площадью. Очень важно отрегулировать угол подачи воды для Т-образного или L-образного нахлеста, чтобы предотвратить попадание воды в место сварки.
Преимущество этого метода в том, что он обеспечивает эффективное охлаждение и удобен для массового производства. Однако недостатком является то, что он требует специального оборудования и подходит только для обработки деталей одного типа.
② Мокрое охлаждение песка:
Метод распылительного охлаждения не применим для плоских совместная сварка поскольку он не может гарантировать, что вода не попадет в сварочный тракт. Вместо этого можно использовать метод охлаждения мокрым песком. Для этого необходимо заполнить песком контейнеры (большего размера, чем свариваемые детали), полностью насытить песок водой и уложить детали на мокрый песок перед сваркой.
Таким образом, обратная сторона сварного шва деталей полностью соприкасается с влажным песком, после чего можно приступать к сварке. Преимущество этого метода заключается в простоте работы и пригодности для всех сложные формы. Недостатком является то, что из него нелегко изготавливать крупные детали.
⑶ Сварка крупных пластинчатых деталей
Обычно это относится к сварке деталей толщиной более 6 мм. Из-за большого размера деталей, большой длины шва и высокой высоты сварки (большая площадь расплавленной ванны и обширная горячая зона) во время сварки может возникнуть деформация изгиба, вызванная тепловой деформацией. Для решения этой проблемы необходимо принять ряд мер:
① Перед сваркой следует принять соответствующие меры по охлаждению (см. схему охлаждения мелких деталей);
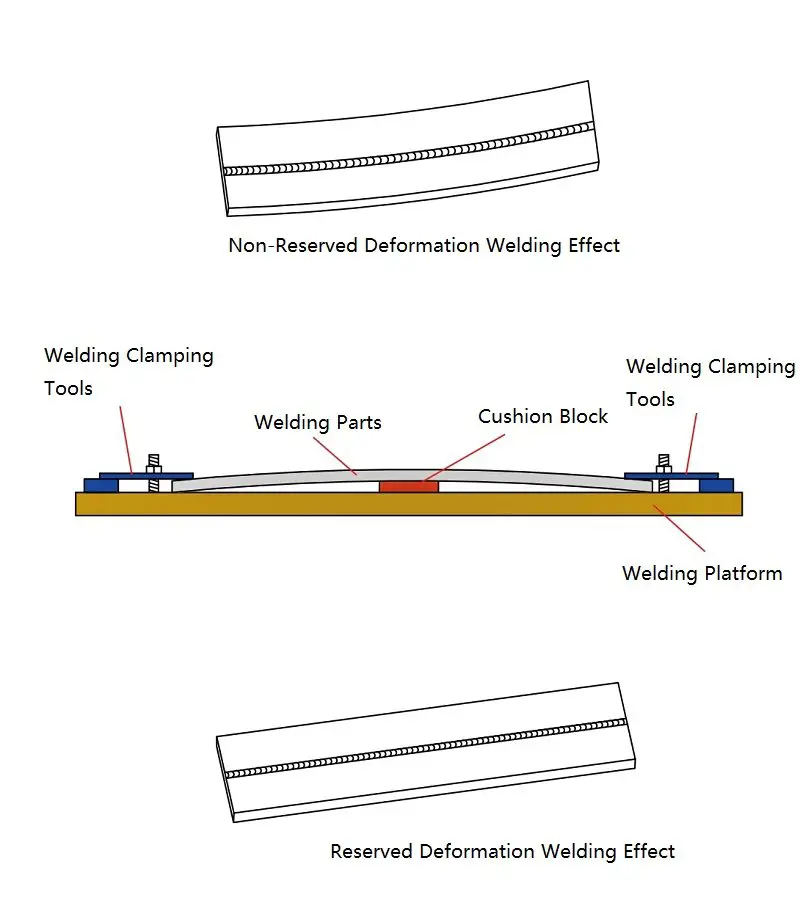
② Припуск на деформацию при сварке:
Поскольку для большинства деталей трудно добиться симметричной сварки или одновременной сварки с одной стороны, а неравномерный нагрев приведет к деформации изгиба во время сварки. Чтобы уменьшить это, необходимо противодействовать деформации деталей в противоположном направлении, исходя из длины деталей, толщины материала (высоты сварочной фаски) и формы.
Для этого требуется опытный инженерно-технический персонал и квалифицированные рабочие, способные принимать решения на основе опыта. Для фиксации деталей используются приспособления, а после изготовления первой детали производятся тонкие настройки, основанные на фактическом эффекте.
Рис.3 Припуск на деформацию сварного шва
Снятие напряжений после сварки деталей из нержавеющей стали
Сварка нержавеющей стали представляет собой уникальную проблему по сравнению с обычной углеродистой сталью из-за ее более низкой теплопроводности, более высокого электрического сопротивления и коэффициента теплового расширения. Эти свойства приводят к более медленному отводу тепла и большей тепловой деформации в процессе сварки.
После изготовления, даже если деформация поверхности не сразу заметна, детали из нержавеющей стали могут подвергаться изменениям размеров при транспортировке, вибрации, движении или перепадах температуры. Эти изменения могут существенно повлиять на внешний вид, точность размеров и эксплуатационные характеристики сваренных компонентов.
Следовательно, снятие напряжений имеет решающее значение для крупных деталей из нержавеющей стали после изготовления, особенно для толстых секций (характеризующихся высоким проплавлением сварного шва и большим объемом расплава) и деталей с несколькими сварными швами. Снятие напряжений может быть достигнуто двумя основными методами: естественным старением или искусственным старением.
Естественное старение, широко используемое для крупных отливок, обычно не подходит для сварных деталей из нержавеющей стали из-за его длительного и непредсказуемого процесса, который сложно контролировать и интегрировать в современные производственные графики.
Искусственное старение - более контролируемый подход - можно разделить на старение при термообработке и вибрационное старение:
- Термообработка Старение:
Этот метод предполагает нагрев сваренных деталей до температуры от 550 до 650 °C для отжига с целью снятия напряжения. Хотя этот метод более экономичен по времени, чем естественное старение, он часто требует специализированного оборудования, которого нет на многих производственных предприятиях. Передача этого процесса на аутсорсинг может привести к увеличению транспортных расходов и потенциальным рискам, связанным с обработкой, что ограничивает его широкое распространение.
- Вибрационное старение:
Вибрационное старение стало предпочтительным методом устранения остаточных внутренних напряжений в сварных деталях из нержавеющей стали. Этот метод позволяет уменьшить пластическую деформацию, вызванную внутренними остаточными напряжениями, с помощью контролируемой вибрации. Процесс включает в себя:
- Установка системы двигателей с эксцентриковым блоком (вибратором) на свариваемую деталь.
- Опора компонента на упругие элементы, например, резиновые прокладки.
- Использование контроллера для запуска двигателя и регулировки его скорости для достижения резонанса в детали. Типичная вибрационная обработка длится 20-30 минут, эффективно перераспределяя внутренние напряжения. Чтобы избежать чрезмерной обработки, суммарное время вибрации не должно превышать 40 минут. Преимущества вибрационного старения включают:
- Минимальные требования к месту обработки
- Простое управление и интеграция в существующие производственные линии
- Не изменять структуру или внешний вид компонента
- Сохранение стабильности размеров
- Экономическая эффективность по сравнению с методами термической обработки
Благодаря этим преимуществам вибрационное старение стало предпочтительным методом снятия напряжений на многих предприятиях по производству нержавеющей стали. Он предлагает эффективное, экономичное и неинвазивное решение для повышения долгосрочной стабильности и эксплуатационных характеристик сварных деталей из нержавеющей стали без ущерба для их структурной целостности или качества поверхности.
Заключение
Сварочные деформации остаются неотъемлемой проблемой при изготовлении изделий из нержавеющей стали, существенно влияя на точность и функциональность сварных компонентов. Для смягчения этих последствий требуется комплексный подход, объединяющий передовые технологии сварки, оптимизацию параметров процесса и стратегическое планирование. Основные направления включают:
- Методология сварки: Выбор подходящих технологий, таких как импульсно-дуговая сварка или лазерная сварка для минимизации тепловыделения и возникающих искажений.
- Оптимизация параметров: Тонкая настройка таких переменных, как ток, напряжение и скорость движения, для достижения оптимального распределения тепла и скорости охлаждения.
- Стратегии последовательности: Применение сбалансированной последовательности сварки и прерывистых методов сварки для равномерного распределения термических напряжений.
- Закрепление и позиционирование: Использование современных приспособлений для поддержания стабильности размеров в течение всего процесса сварки.
- Послесварочная обработка: Применение таких методов, как послесварочная термическая обработка (PWHT) или механическое снятие напряжений для ослабления остаточных напряжений.
- Прогнозирующее моделирование: Использование анализа методом конечных элементов (FEA) и вычислительной гидродинамики (CFD) для прогнозирования и упреждающего решения потенциальных проблем деформации.
Эффективное управление сварочной деформацией требует синергетического сотрудничества между инженерными группами и операторами сварки. Это сотрудничество должно опираться на теоретические принципы, эмпирические данные и обратную связь в реальном времени для разработки адаптивных стратегий производства. Интегрируя передовые инструменты моделирования с опытом работы в цехе, производители могут итеративно совершенствовать свой подход к минимизации деформации.
Кроме того, внедрение технологий Industry 4.0, таких как системы мониторинга на месте и алгоритмы машинного обучения, позволяет в режиме реального времени получать информацию о процессе сварки и динамически корректировать его для поддержания оптимальных условий. Такой подход, основанный на данных, не только повышает качество продукции, но и способствует постоянному совершенствованию процесса и накоплению знаний.
Благодаря такому многогранному подходу к решению проблемы сварочной деформации производители могут стабильно выпускать высокоточные компоненты из нержавеющей стали, отвечающие все более строгим допускам и критериям производительности в различных промышленных областях.