
Калькулятор и формула силы удара (онлайн и бесплатно)
Вы когда-нибудь задумывались о том, как обеспечить успех проекта штамповки металла? В этой статье мы рассмотрим критические факторы, которые могут сделать или сломать ваш процесс штамповки.....
1.0 Цель В целях дальнейшей стандартизации работ по газовой резке в цехе и регулирования управления операциями по газовой резке устанавливается настоящий свод правил. 2.0 Область применения Настоящие правила распространяются на контроль нашей компании над стандартизированными операционными процедурами газовой резки (включая методы резки ручными резаками, полуавтоматическими резаками и газовой резкой с ЧПУ [...].

Для дальнейшей стандартизации работ по газовой резке в мастерской и регулирования управления операциями по газовой резке устанавливается настоящий свод правил.
Эти правила распространяются на контроль нашей компании над стандартизированными операционными процедурами газовой резки (включая методы резки ручными резаками, полуавтоматическими резаками и машинами газовой резки с ЧПУ).
JB/T5000.2-2007 "Общие технические условия для тяжелого оборудования, часть 2: детали с пламенной резкой",
JB3092-82 "Технические требования к Пламенная резка Качество поверхности.
4.1.1 Осмотрите рабочую зону и уберите все препятствия, мешающие резке. Легковоспламеняющиеся или взрывоопасные предметы не должны находиться рядом с рабочей зоной.
4.1.2 Проверка оборудования для газовой резки:
a) Проверьте, нет ли утечек в шланге, соединяющем источник газа и режущее оборудование, и исправен ли источник газа.
b) Проверьте, правильно ли работает резак. Режущие ветровые линии всех резаков должны быть прямыми, чистыми цилиндрами, в противном случае для очистки внутреннего отверстия резака следует использовать пропускную иглу.
c) Убедитесь, что механизм продольного перемещения, механизм горизонтальной регулировки и механизм регулировки вверх-вниз резака находятся в нормальном состоянии.
4.1.3 В соответствии с планом мастерской по раскрою, тщательно проверьте ширину, длину и толщину стальная пластина для резки, и соответствует ли материал требованиям.
4.1.4 Поднимите стальной лист в соответствующее положение для резки.
4.1.5 Отрегулируйте положение стальной пластины так, чтобы две стороны пластины были параллельны направлению резки. Убедитесь, что вся стальная пластина находится в горизонтальном однородном состоянии, и очистите поверхность стальной пластины.
4.1.6 При ручной или полуавтоматической резке проведите линии на конце стального листа в соответствии с шириной разрезаемого материала по схеме.
a) При рисовании линий учитывайте ширину шва разреза.
b) Допустимый допуск ширины полосы резки: для двутавровых балок диапазон допусков для крыльев и полотна составляет 0~-2mm; для крыльев и полотна коробчатых колонн диапазон допусков должен составлять 0~+2mm.
4.2.1 Для предварительного нагрева и резки следует использовать нейтральное пламя.
4.2.2 Выберите подходящий размер сопла и параметры процесса резки в зависимости от толщины разрезаемого стального листа.
Соблюдайте параметры, указанные в таблице 1.
Таблица 1: Таблица выбора для Машина для газовой резки Параметры процесса резки (кислород-пропан)
| Режущая насадка Спецификация и модель | Диафрагма для резки кислорода (мм) | Толщина резки (мм) | Скорость резки (мм/мин) | Давление кислорода (МПа) | Давление пропана (МПа) | Ширина пропила (мм) | Потребление кислорода (м³/ч) | Время предварительного нагрева (s) |
| GKJ3-1 | 0,6 мм | 5-10 | 750-600 | 0.7 | 0.04 | ≤1 мм | ||
| GKJ3-2 | 0,8 мм | 10-20 | 600-450 | 0.7 | 0.04 | ≤1,5 мм | ||
| GKJ3-3 | 1 мм | 20-40 | 450-380 | 0.7 | 0.04 | ≤2 мм | 10-13 | |
| GKJ3-4 | 1,25 мм | 40-60 | 380-320 | 0.7 | 0.04 | ≤2,3 мм | 12-15 | |
| GKJ3-5 | 1,5 мм | 60-100 | 320-250 | 0.7 | 0.04 | ≤3,4 мм | 16-17 | |
| GKJ3-6 | 1,75 мм | 100-150 | 250-160 | 0.7 | 0.04 | ≤4 мм | 18-22 | |
| GKJ3-7 | 2 мм | 150-180 | 160-130 | 0.7 | 0.04 | ≤4,5 мм | 24-32 | |
| GKJ3-8 | 2,3 мм | 180-210 | 130-110 | 0.7 | 0.04 | ≤5 мм | 31-40 | |
| GKJ3-9 | 2,6 мм | 210-250 | 110-90 | 0.7 | 0.04 | ≤5,5 мм | ||
| GKJ3-10 | 3,2 мм | 250-300 | 90-60 | 0.7 | 0.04 | ≤7 мм | ||
| GKJ3-1A | 0,6 мм | 5-10 | 560-450 | 0.5 | 0.04 | ≤1 мм | ||
| GKJ3-2A | 0,8 мм | 10-20 | 450-340 | 0.5 | 0.04 | ≤1,5 мм | ||
| GKJ3-3A | 1 мм | 20-40 | 340-250 | 0.5 | 0.04 | ≤2 мм | 10-13 | |
| GKJ3-4A | 1,25 мм | 40-60 | 250-210 | 0.5 | 0.04 | ≤2,3 мм | 12-15 | |
| GKJ3-5A | 1,5 мм | 60-100 | 210-180 | 0.5 | 0.04 | ≤3,4 мм | 16-17 | |
| GKJ3-6A | 1,75 мм | 100-150 | 180-150 | 0.5 | 0.04 | ≤4 мм | 18-22 | |
| GKJ3-7A | 2 мм | 150-180 | 150-120 | 0.5 | 0.04 | ≤4,5 мм | 24-32 | |
| GKJ3-8A | 2,3 мм | 180-210 | 120-110 | 0.5 | 0.04 | ≤5 мм | 31-40 | |
| GKJ3-9A | 2,6 мм | 210-250 | 110-80 | 0.5 | 0.04 | ≤5,5 мм | ||
| GKJ3-10A | 3,2 мм | 250-300 | 80-45 | 0.5 | 0.04 | ≤7 мм | ||
| G03-00# | Φ0.8 | 5–20 | 690 | 0.3 | 0.02 | 1.97 | ||
| G03-0# | Φ1.0 | 20-35 | 690-630 | 0.3 | 0.02 | 1.2 | 2.84 | 10-13 |
| G03-1# | Φ1.2 | 35-45 | 630-530 | 0.4- | 0.02 | 1.4 | 4.38 | 12-15 |
| G03-2# | Φ1.4 | 45-60 | 530-450 | 0.4- | 0.02 | 1.6 | 6.2 | 14-17 |
| G03-3# | Φ1.6 | 60-100 | 450-300 | 0.5 | 0.03 | 1.9 | 8.1 | 16-19 |
| G03-4# | Φ1.8 | 100-130 | 300-240 | 0.5 | 0.03 | 2.2 | 9.25 | 18-25 |
| G03-5# | Φ2.0 | 130-160 | 240-200 | 0.6 | 0.03 | 2.4 | 12.38 | 24-32 |
| G03-6# | Φ2.4 | 160-220 | 200-170 | 0.6 | 0.04 | 2.9 | 15.36 | 31-42 |
| G03-7# | Φ3.0 | 220-260 | 170-130 | 0.7 | 0.04 | 22.26 | ||
| G03-8# | Φ3.2 | 260-320 | 130-90 | 0.7 | 0.04 | 24.4 | ||
| G03-9# | Φ3.6 | 320-380 | 90-60 | 0.8 | 0.06 | 42.42 | ||
| G03-10# | Φ4.0 | 380-450 | 60-40 | 0.8 | 0.07 | 55.16 | ||
| Подходит для резки листов углеродистой стали с содержание углерода ≤0,45%. | ||||||||
4.2.3 Процедура резки
a) Отрегулируйте положение каждого резака так, чтобы они находились непосредственно над швами резки. Расстояние резака от поверхности стального листа в идеале должно составлять от 10 до 15 мм.
b) Отрегулируйте скорость резки в соответствии с требованиями таблицы 1.
c) Зажгите резак: Сначала откройте клапан горючего газа и зажгите резак с помощью запальника. Затем откройте кислородный клапан предварительного нагрева, после чего отрегулируйте пламя до нейтрального уровня. Температуру пламени следует регулировать в зависимости от толщины разрезаемого стального листа.
d) Перед началом резки предварительно нагрейте края стальной пластины. Когда зона предварительного нагрева стального листа станет красной, откройте клапан подачи режущего кислорода. Когда шлак из оксида железа вылетит вместе с потоком кислорода, это означает, что резка выполнена. Нажмите кнопку перемещения, чтобы начать пробную резку.
д) После того как пробный разрез пройдет от 10 до 20 мм, немедленно закройте кислород для резки и переместите резак обратно за конец стального листа. Проверьте, соответствует ли ширина стального листа требованиям. Если нет, отрегулируйте положение резака соответствующим образом.
f) После повторного предварительного нагрева снова откройте кислород для резки. Нажмите кнопку перемещения резака, чтобы официально начать резку.
g) Во время процесса резки постоянно следите за тем, нормально ли горит пламя каждого резака и соответствует ли скорость резки. При необходимости отрегулируйте.
h) Во время процесса резки иногда режущее сопло может засориться из-за перегрева, что приведет к обратному возгоранию резака. В этом случае быстро закройте кислородный клапан предварительного нагрева, чтобы погасить обратный огонь. Если в этот момент обратное пламя все еще продолжается, быстро закройте клапан горючего газа или вытяните шланг горючего газа на резаке, чтобы выпустить отработанный газ из пламени.
i) Достигнув конечной точки резки, немедленно закройте кислородный клапан резки, затем закройте клапан горючего газа и, наконец, закройте кислородный клапан предварительного нагрева.
j) Удалите весь шлак с поверхности среза готового стального листа.
k) После завершения всех работ по резке немедленно закройте вентили для подачи горючего газа и кислородопровод.
4.3.1 Требования к качеству поверхности среза:
a) Поверхность среза должна быть гладкой и чистой.
b) Шлак из оксида железа должен легко удаляться.
c) Промежутки в разрезе должны быть узкими и одинаковыми по ширине.
d) Края разрезанного стального листа не должны быть оплавлены.
4.3.2 Параметры технологического процесса сильно влияют на качество газовая резка.
Взаимосвязь между распространенными дефектами сечения газовой резки и параметрами процесса приведена в таблице 2.
Таблица 2 Анализ дефектов поверхности газовой резки и их причин
| Виды дефектов | Причина возникновения | Иллюстрированное объяснение | |
| Грубая режущая поверхность | a. Слишком высокое давление режущего кислорода. b. Неправильный выбор режущей насадки. c. Слишком высокая скорость резки. d. Энергия пламени предварительного нагрева чрезмерна. |  | |
| Насечки на режущей поверхности | a. Процесс резки был прерван, что привело к некачественному повторному шву. b. На поверхности стального листа имеется толстый слой окалины и ржавчины. c. Движение режущего станка неустойчиво. | 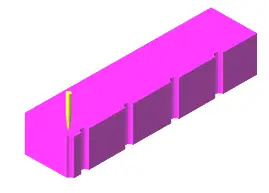 | |
| Вмятины на режущей поверхности | a. Слишком высокое давление режущего кислорода. b. Слишком высокая скорость резки. | 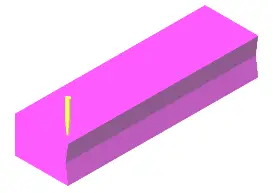 | |
| Наклонная режущая поверхность | a. Резак не перпендикулярен поверхности пластины. b. Воздушная линия перекошена. c. Низкое давление режущего кислорода или слишком маленький размер сопла. | 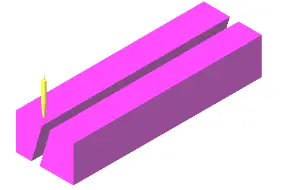 | |
| Кромка с бусинами на режущей поверхности | a. На поверхности стального листа имеется окислительный налет и ржавчина. b. Режущее сопло находится слишком близко к стальному листу, и пламя слишком интенсивное. | 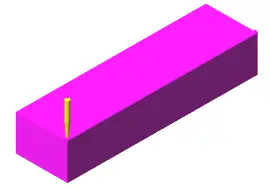 | |
| Оплавленный край на режущей поверхности | a. Пламя предварительного нагрева слишком сильное. b. Слишком низкая скорость резки. c. Режущая насадка находится слишком близко к пластине. |  | |
| Адгезия остатков на нижней режущей кромке | Слишком высокая или слишком низкая скорость резки. Слишком маленький размер сопла. Слишком низкое давление режущего кислорода. |  |
4.3.3 Меры по обеспечению качества среза
4.3.3.1 Давление газа для резки должно быть соответствующим: если оно слишком высокое, рез будет слишком широким; если слишком низкое, окисленный шлак не будет выдуваться, и материал может быть прорезан не полностью. Расплавленный шлак в разрезе имеет тенденцию слипаться и его трудно удалить.
4.3.3.2 Тепловая мощность пламени предварительного нагрева должна быть умеренной: если она слишком высока, края стали разрез пластины будет плавиться; при слишком низкой температуре процесс резки может быть прерван, что приведет к неровной поверхности среза.
4.3.3.3 Скорость резки должна быть соответствующей, чтобы расплавленный шлак и пламя двигались вертикально вниз. Слишком высокая скорость резки может привести к тому, что шлак не будет прорезаться и даже может вызвать всплытие окисленного шлака вверх, что приведет к обратному возгоранию. Если скорость резки слишком низкая, пропил расширяется и эффективность снижается.
4.3.3.4 Расстояние между резаком и разрезаемым стальным листом должно быть соответствующим. Если оно слишком мало, режущее сопло может засориться и дать обратный удар. Если оно слишком велико, пропил расширяется, и становится трудно обеспечить размеры разрезаемого материала.
4.3.3.5 Резак следует содержать в чистоте, а сопло должно быть всегда чистым и гладким.
4.4.1 В зоне резки строго запрещено хранить легковоспламеняющиеся и взрывоопасные материалы.
4.4.2 Баллоны с горючим газом, используемые для резки, должны находиться как можно дальше от кислородного интерфейса, на расстоянии более 5 метров от открытого пламени и искр, а также должны располагаться вертикально и надежно.
4.4.3 Использование редукторов давления должно осуществляться в соответствии с настоящими правилами:
a) Манометры и редукторы давления должны проходить регулярную проверку в соответствии с требованиями. Все используемые манометры и редукторы давления должны находиться в пределах своего цикла проверки и иметь действующий знак проверки.
b) Редукторы давления должны быть специальными; редукторы для разных газов не должны меняться местами.
c) При установке редуктора давления крайне важно не затягивать гайку молотком.
d) Перед установкой редуктора давления проверьте, целы ли горлышко бутылки и резьба на редукторе, очистите их от грязи и смазки.
д) Открывая вентиль газового баллона, оператор должен избегать выхода вентиля баллона и проверять, нет ли утечек и реагирует ли стрелка манометра.
f) Если манометр редуктора давления вышел из строя, его использование следует немедленно прекратить и обратиться в департамент с просьбой заменить его на квалифицированный манометр.
4.4.4 Кислородные и пропановые шланги нельзя менять местами, шланги следует держать вдали от раскаленных металлов, чтобы они не загорелись и не вызвали пожар; стареющие или треснувшие шланги следует своевременно заменять.
4.4.5 В случае разрыва шланга или возникновения пожара при использовании горючих газовых шлангов необходимо в первую очередь погасить пламя резака и прекратить подачу газа; при возгорании кислородного шланга необходимо быстро закрыть вентиль на кислородопроводе, категорически запрещается тушить пожар путем перегибания кислородного шланга.
4.4.6 Рельс следует содержать в чистоте, протирать не реже одного раза в неделю, а затем смазывать машинным маслом. Перед ежедневным запуском машины необходимо осмотреть рельс и обе стороны; ничто не должно препятствовать движению держателя резака.
4.4.7 Газовый канал резака не должен быть загрязнен смазкой. Операторам не разрешается работать с кислородными баллонами и редукционными клапанами в жировых перчатках во избежание взрыва при контакте кислорода с жиром.

Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.











