Как управлять четырехколонным гидравлическим прессом Y32: Пошаговое руководство
Вы когда-нибудь задумывались о том, как с высокой точностью формируются массивные металлические детали? В этой статье мы исследуем увлекательный мир гидравлических прессов, подробно рассказывая об их применении, особенностях и тонкостях работы. Узнайте, как эти мощные машины легко и точно преобразуют металл, и откройте для себя технологию, лежащую в основе их впечатляющих возможностей.
Этот гидравлический пресс подходит для всех виды металла Процессы подавления материалов, включая штамповку, гибку, отбортовку и другие. Кроме того, он может использоваться для калибровки, прессования и формовка металла продукты.
Гидравлический пресс имеет независимый источник питания и электрическую систему, а для общего управления используется кнопка. Его работой управляет программируемый контроллер PLC, позволяющий регулировать и работать в полуавтоматическом режиме.
Рабочее давление, скорость прессования и диапазон перемещения этого гидравлического пресса могут быть настроены в соответствии с конкретными технологическими потребностями.
Обзор конструкции гидравлического пресса
Этот гидравлический прессовое оборудование Состоит из главного двигателя и механизма управления, интегрированного через трубопроводы и электрические устройства.
Главный двигатель включает в себя раму машины, главный цилиндр, устройство ограничения хода и многое другое.
Механизм управления состоит из гидравлической насосной станции (силовой системы) и электрического шкафа.
Структура и функции вышеупомянутых частей следующие:
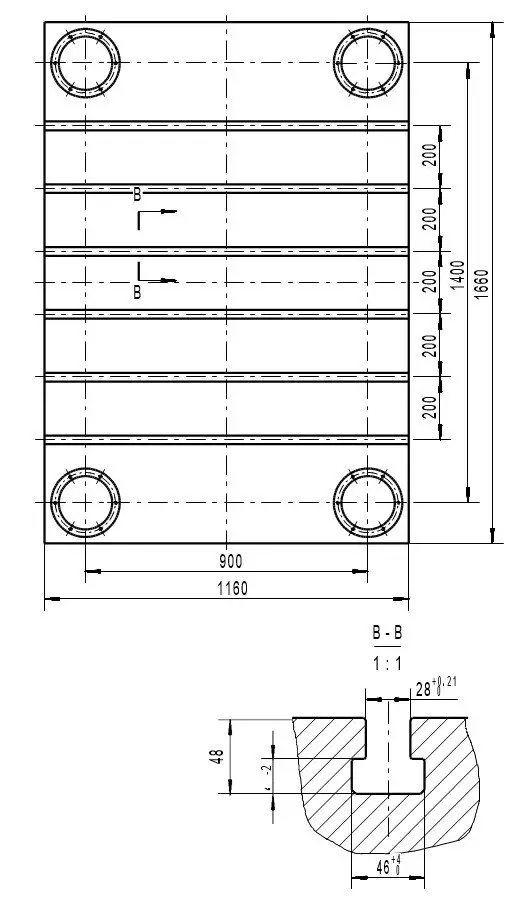
Рама станка состоит в основном из балки, верстака, гидравлической площадки, ползуна, вертикальных стоек и затяжных гаек.
Регулировочная гайка, четыре основные колонны, верхняя балка и верстак надежно закреплены на обоих концах рамы станка с помощью стопорных гаек, а ползун расположен в ее центре.
Точность регулируется с помощью регулировочной и стопорной гаек, закрепленных на балке.
Ползун и поршневой шток главного цилиндра соединены контргайками и опираются на четыре колонны для перемещения вверх и вниз. Как ползун, так и подвижный верстак оснащены Т-образными каналами, что облегчает установку штампов.
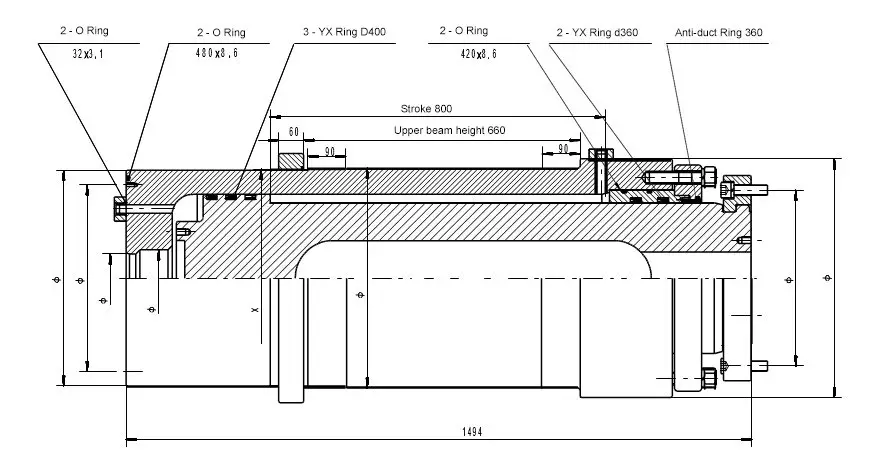
Главный цилиндр
Главный цилиндр крепится к верхней балке с помощью заплечиков цилиндра и больших стопорных гаек.
Нижнее соединение поршня с торца имеет фланец, винт и ползун, а головки поршней изготовлены из чугуна и оснащены обратным уплотнительным кольцом снаружи и уплотнительным кольцом в форме буквы "О" внутри для формирования двух масляных камер.
Отверстие цилиндра также оснащено уплотнительными кольцами и закреплено фланцами для обеспечения герметичности нижних камер. Верхняя и нижняя стороны фланца также оснащены уплотнительным кольцом.
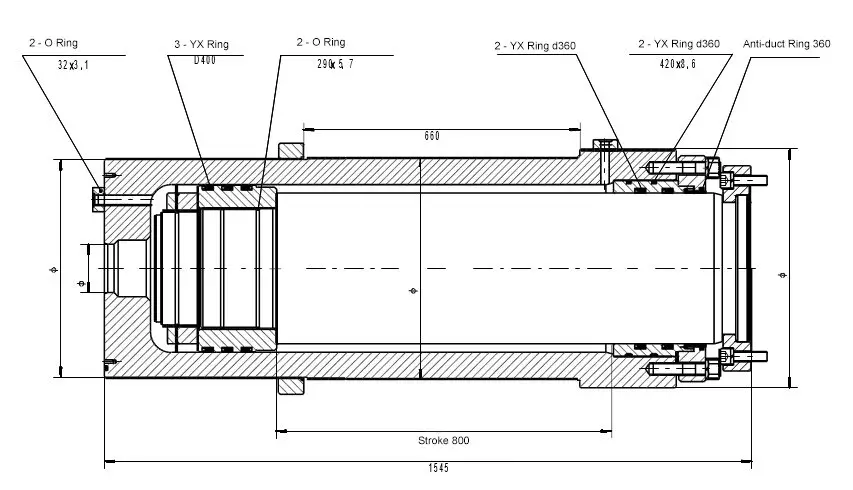
Гидравлическая прокладка
Гидравлическая площадка устанавливается на верстак и фиксируется с помощью верхний цилиндр с помощью стопорной гайки, обеспечивающей движение вверх и вниз. Конструкция верхний цилиндр такой же, как и у главного цилиндра.
Электрический шкаф
Электрический шкаф можно свободно перемещать, на его поверхности расположены кнопки, реле времени и автоматический выключатель.
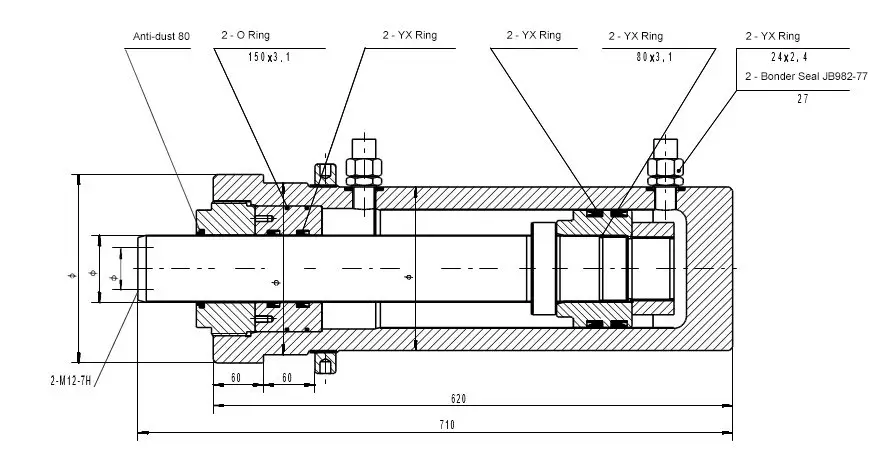
Устройство для ограничения инсульта
Устройство ограничения хода расположено на правой стороне машины и состоит из кронштейна, ползуна, концевого выключателя и других элементов. Ползун можно регулировать, изменяя положение плунжера.
Гидравлическая насосная станция (система питания)
Гидравлическая насосная станция включает в себя масляный бак, насос высокого давления, двигатель, картриджный клапан и многое другое. Бак сварен и имеет внутри фильтрующую сетку.
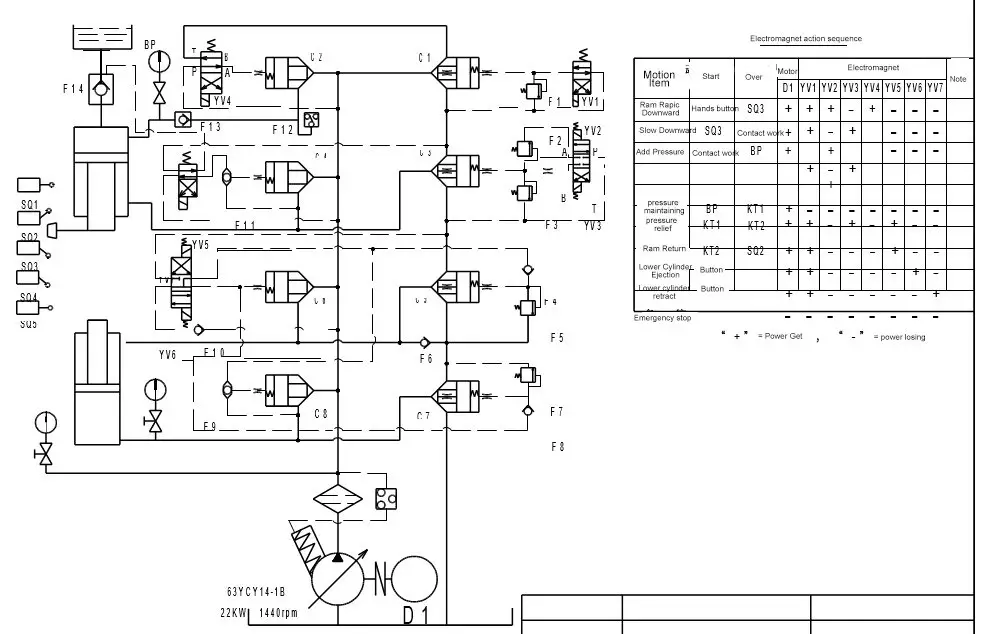
Теория гидравлических систем
Теория гидравлической системы показана на прилагаемом чертеже гидравлической теории и в списке последовательности действий. В качестве примера для демонстрации теории гидравлики рассмотрим полуавтоматический рабочий цикл:
Сначала подключите питание и нажмите на кнопки SB3 и SB5, чтобы запустить двигатель.
В этот момент все электрические клапаны все еще находятся в состоянии холостого хода, а масло, вытекающее из насоса высокого давления, будет стекать обратно в масляный бак. Система находится в состоянии циклической циркуляции холостого хода.
Обеими руками нажмите на SB6 и SB7. В это время включатся соленоиды YA1 и YA5, и масло, поступающее из насоса высокого давления, попадет в верхнюю камеру главного насоса. При включении YA5 клапан 11 соединяется с P и B, A и T. Масло в нижней камере через клапан 11 стекает обратно в масляный бак, и ползун, находящийся в безопорном состоянии, быстро перемещается вниз под действием собственного веса.
В это время масло в насосе не способно заполнить верхнюю камеру главного цилиндра и образует отрицательное давление, в результате чего клапан подачи масла откроется, и масло из бочки подачи масла будет интенсивно поступать в верхнюю камеру главного цилиндра. Поэтому движок быстро выйдет из строя.
Когда ползун опускается и приближается к переключателю SQ2, переключатель выдает сигналы продолжения питания YA1 и отключения YA5. Тогда масло должно преодолеть давление опорного клапана, прежде чем вернуться обратно в масляный бак, и в нижней камере образуется обратное давление, что снижает скорость спуска. Поэтому ползун не может спускаться, полагаясь на свой собственный вес, и замедляется.
Когда ползун опустится и коснется заготовок, а давление в системе повысится до предписанного давления на манометре SPI, система выдаст сигнал на разрядку соленоида. Насос перейдет в состояние циркуляции холостого хода, а реле времени KT1 подключится и перейдет в состояние задержки удержания пресса.
Когда задержка увеличивается до заданного времени, контакты задержки KT1 подают сигнал на питание YA2 и YA6, и клапан низкого давления регулирует масло в системе и создает давление. Система переходит в состояние низкого давления, и масло насоса открывает разгрузочный клапан на клапане подачи, выгружая масло высокого давления в верхнюю камеру.
В это время включите реле времени KT2 и начните выгрузку с временной задержкой.
Когда время предварительной настройки KT2 для сброса давления заканчивается, KT2 подает сигнал на зарядку YA2 и отключение YA6. Затем все масло из насоса поступает в нижнюю камеру главного цилиндра для увеличения давления обратного хода. Масло из верхней камеры поступает обратно в барабан нагнетания через главный клапан клапана нагнетания, чтобы привести заслонку в движение.
Когда обратный ход приблизится к предписанному положению SQ1, система подаст сигнал на разрядку YA2 и прекратит обратный ход. Тем временем YA3 будет заряжен, и система перетечет в нижнюю камеру верхнего цилиндра. Давление в ней регулируется переливным клапаном и реализует автоматическое выталкивание заготовок до тех пор, пока они не коснутся SQ5.
При нажатии на кнопку SB13, YA4 и YA6 будут заряжены, а P и A клапана будут соединены. Соединение T и B откроет клапан 20b и поступит в верхнюю камеру верхнего цилиндра, реализуя действие отката верхнего цилиндра. Заряженный YA6 может снизить давление масла в нижней камере главного цилиндра, подготавливая его к следующему рабочему циклу.
На этом полный тираж завершен.
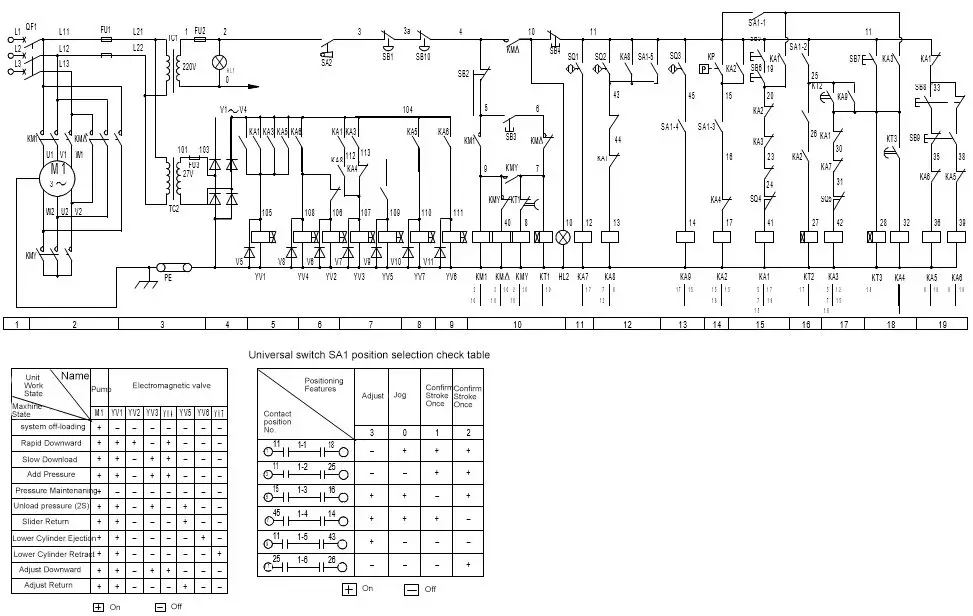
Обзор электрической системы
Краткое описание гидравлического пресса
Гидравлический пресс рассчитан на работу от сети 380 В, 50 Гц, при этом напряжение цепи управления подается от трансформатора 220 В.
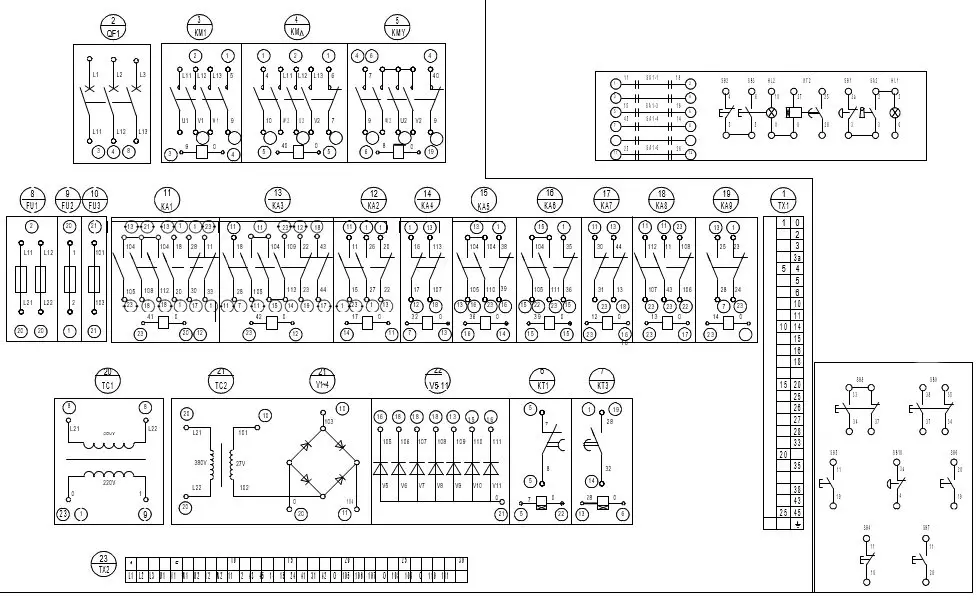
Пресс включает в себя специальный электрический шкаф, который можно разместить в удобном месте. Шкаф оснащен дверцей с переключателями, кнопками управления и сигнальными лампами. Внутри шкафа находятся различные контроллеры, включая выключатель питания, программируемый контроллер, тепловое реле, AV-контрактор, реле времени, трансформатор, промежуточное реле и другие.
В зависимости от требований технологии прессования машина может работать в двух режимах: ручном или полуавтоматическом. В ручном режиме операторы настраивают машину и штамп и выполняют такие действия, как опускание ползуна, обратный ход, выталкивание и отвод поршня, нажимая соответствующие кнопки для запуска и остановки работы.
В полуавтоматическом режиме нажатием кнопки "работа" можно запустить один цикл отжима.
Технические параметры приводного устройства и электрооборудования
В гидравлическом прессе используются два комплекта трехфазных асинхронных двигателей Y180L-6 с короткозамкнутым ротором мощностью 22 кВт, работающих при напряжении ~380 В и скорости 1470 об/мин.
Электромагнитный распределитель гидравлической системы приводится в действие 16 электромагнитами мокрого типа, работающими при напряжении 24 В постоянного тока.
Основные технические параметры, отображаемые на табличке с электрическими данными, следующие: общая мощность 44 кВт, напряжение ~380 В, трехфазная система, частота 50 Гц, номинальный ток общего предохранителя 100 А, степень защиты IP54.
Компоненты сигнализации об инсульте
Каждый концевой выключатель выполняет следующие функции:
SQ1 - Концевой выключатель обратного хода ползунка: Этот переключатель используется для определения конечного положения ползунка во время его обратного хода.
SQ2 - переключатель сигнала обратного хода ползунка: Этот переключатель используется для передачи сигнала в систему управления, когда ползунок достигает определенного положения во время обратного хода.
SQ3 - Концевой выключатель ограничителя: Этот переключатель используется для определения конечного положения ограничителя во время его движения.
SQ4 - Верхний концевой выключатель на гидравлической площадке: Этот переключатель используется для определения верхнего положения гидравлической площадки.
SQ5 - Выключатель нижнего предела гидравлической площадки: Этот переключатель используется для определения нижнего положения гидравлической площадки.
Электрический метод работы
Краткое введение в современные технологические процедуры:
Сначала запустите двигатель, убедившись, что направление его вращения совпадает с направлением вращения насоса. В противном случае система может не работать или даже выйти из строя.
Начальное положение: С помощью движения ползунка в крайнее положение. Затем срабатывает концевой выключатель SQ1, выталкивая поршень в нижнее положение и приводя в действие концевой выключатель SQ5.
Процедуры эксплуатации:
Переведите переключатель SA1 в положение "полуавтомат".
Настройте концевые выключатели SQ1-SQ10 и SP1-SP2 в соответствии с техническими требованиями.
После выполнения вышеупомянутых действий нажмите кнопку "Обе руки нажимают". Машина начнет работать в соответствии с предписанной процедурой обработки до тех пор, пока не будут выполнены следующие действия:
Сигнализация SP1, слайдер увеличивает время удержания давления
Сигнализация KT1, сброс давления заслонки
Сигнализация KT2, слайдер на спине
На этом действие полуавтоматической циркуляции завершено. Для выполнения других действий необходимо нажать соответствующие кнопки.
Другие действия
Аварийная остановка: В случае чрезвычайной ситуации, когда необходимо немедленно остановить работу машины, нажмите кнопку SB1. Машина немедленно прекратит работу.
Экстренный ход: В экстренной ситуации, когда ползуну необходимо немедленно вернуть ход, нажмите кнопку SB1. Машина немедленно прекратит работу, и ползун вернется в исходное положение.
Отключите питание: При использовании машины первым делом поверните поворотный переключатель в положение "включение питания". По окончании работы поверните поворотный переключатель в положение "выключение питания".
Устройство электрической блокировки и электрической защиты
6.1 В главной цепи должен быть установлен автоматический выключатель для защиты от короткого замыкания. Двигатель должен быть оснащен тепловым реле для защиты от перегрузки. В случае короткого замыкания в цепи управления должен использоваться малогабаритный автоматический выключатель с высокой степенью защиты.
6.2 Гидравлический пресс должен быть оснащен программой фотоэлектрической защиты, и пользователи могут подготовить фотоэлектрический протектор со следующими характеристиками интерфейса: 220 В, провод № "0, 12" для питания и провод № "60, 84" для сигнала удержания открытия.
6.3 В целях безопасности все электрооборудование должно быть оснащено специальными заземляющими устройствами.
Список электрических компонентов гидравлического пресса:
При разгрузке гидравлического пресса на месте назначения сначала тщательно вытрите антикоррозийное покрытие масло. При подвешивании машины обратите внимание на выбор центра тяжести и установите защитную прокладку на место контакта, чтобы избежать использования тонкого листа для загрузки, который может повредить измерительные приборы и компоненты.
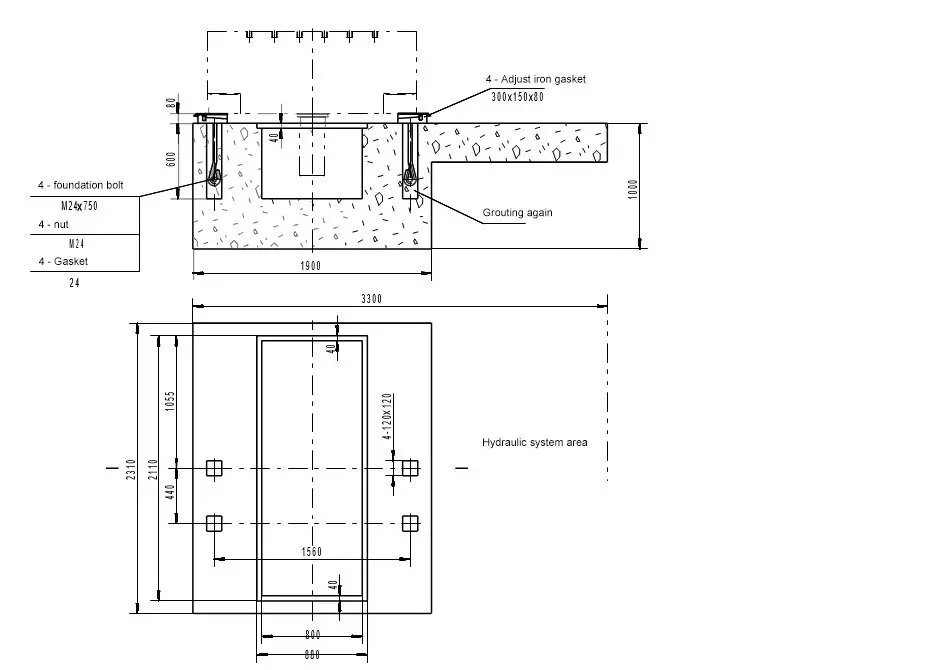
Гидравлический пресс должен быть установлен на бетонном фундаменте, спроектированном в соответствии с прилагаемым чертежом. Пользователь должен разработать другие меры защиты от воды и устройства освещения, исходя из реальных условий.
Установка гидравлического пресса выполняется следующим образом:
Положите гидравлическую подкладку на верстак, а затем установите сверху подвижный верстак. Вставьте стойки в четыре отверстия на ползуне и верстаке. Установите силовой механизм и электрический шкаф, убедившись, что все расположено ровно. Наконец, с помощью фундаментных винтов прикрепите пресс к земле.
Во время установки подвесьте и установите главный цилиндр и верхнюю балку в колонну. Заблокируйте поршень главного цилиндра во избежание несчастных случаев. Закрутите гайку и снимите крепеж.
Подключите трубопровод, электрическую цепь и устройство ограничения хода в соответствии с чертежом, чертежом гидравлической теории и чертежом электрической теории. Заполните чистый бак соответствующим количеством масла, рекомендуемое количество - около 1200 л.
Откройте масляный клапан насоса и залейте масло до полного объема, чтобы удалить воздух в насосе. Ослабьте ручку клапана регулировки давления (предохранительного клапана). На этом этапе почти вся подготовка к тестированию машины завершена.
Включите питание и запустите двигатель. Направление вращения должно соответствовать спецификации. Если это не так, замените разъемы питания. Затем официально запустите двигатель и дайте масляному насосу поработать без нагрузки.
Поверните переключатель в положение "регулировка" и нажмите кнопку SB8, чтобы ведущий поршень опустился вниз. Головка поршня должна быть правильно установлена в отверстие ползуна. Затем установите соединительную гайку между поршнем и ползуном, оставив зазор 3-5 мм до соединительного фланца. Отрегулируйте клапан давления, чтобы увеличить давление в главном цилиндре до 5 МПа. Закрепите соединительную гайку гаечным ключом в условиях поддержания давления.
Нажмите кнопку SB9, чтобы ползунок переместился назад. Поместите две пластины для испытания давлением на верстак так, чтобы центр пластины находился под штоком поршня. Испытательная плита должна быть размером f320x650(мм), а верхняя и нижняя части должны быть параллельны с погрешностью параллельности менее 0,02/500 мм. Пластина должна выдерживать давление 500T или более. Отрегулируйте параллельность и вертикальность между ползуном и верстаком. Наконец, закрепите верхнюю балку и крепежную гайку.
Испытание в условиях нагрузки. Обратитесь к чертежу гидравлической теории и отрегулируйте давление обратного клапана так, чтобы ползун не проскальзывал в любом положении. Убедитесь, что давление не слишком велико, а давление в верхней камере главного цилиндра при медленном спуске предпочтительно не превышает 1 МПа. Диапазон давления должен регулироваться в пределах 5MPa-25MPa, разделенных на три раза от 80t до 500t.
Распространенные неисправности и способы их устранения
Нет.
Неисправности
Причины
решения
1
Сбой в действиях
1. Электрический соединительный провод ослаблен или подключен неправильно
1. Осмотрите электрическую
2. Недостаточное давление в баке контрольного масла
2. Правильно увеличьте давление масла до 1,5 МПа
3.Слишком маленький объем масла
3. Добавьте еще масла
2
Ползунок
1. В системе скопился воздух или насос всасывает воздух
1. Проверьте, не попадает ли воздух в масляную трубку, затем переместите время и увеличьте давление
2. Неправильная регулировка точности или отсутствие масла в вертикальной стойке
2. Добавьте немного масла в вертикальную колонку, отрегулировав точность
3
Ползунок удерживает давление при медленном опускании
Слишком большое давление в подшипнике
Регулировка обратного клапана для полного сброса давления в верхней камере, максимальное давление должно быть менее 1 МПа
4
Ползун сильно проскальзывает при остановке машины
1. Уплотнительное кольцо на горловине цилиндра негерметично
1. Проверьте край цилиндра, если есть утечки, замените его
2. Слишком низкое давление или утечка
2. Отрегулируйте давление и проверьте край цилиндра
5
Сильное колебание стрелки манометра
1. В масляной трубке манометра присутствует воздух
1. Слегка ослабьте разъем, чтобы выпустить воздух при повышении давления
Скорость хода высокого давления недостаточна, увеличивайте давление медленно
1. Поток высокого давления слишком мал
1. Отрегулируйте в соответствии с инструкцией к насосу, и эксцентрик может регулироваться на 5 шагов, когда 25MPa
2. Насос изнашивается или сгорает
2. Если задняя горловина сильно повреждена, демонтируйте ее для осмотра
3. Сильная внутренняя утечка в системе
3. Сначала проверьте, закрыт ли клапан для вливания, затем проверьте другие компоненты соответственно
7
Слишком быстрый сброс давления при условии поддержания давления
1. Горловина клапана, связанная с удержанием давления, не полностью герметична или имеется утечка в трубопроводе
1. Проверьте клапан для вливания и состояние системы удержания и сброса давления
2. Уплотнительные кольца повреждены
2. Замените новые уплотнительные кольца
Упомянутые выше неисправности являются лишь общими и приведены только для справки. При возникновении реальных неисправностей во время повседневной эксплуатации необходимо проанализировать возможные причины и затем устранить проблемы по очереди.
Правила технического обслуживания и техники безопасности
Правильная эксплуатация гидравлического пресса и соблюдение правил технического обслуживания и техники безопасности являются залогом продления срока службы машины и обеспечения безопасности производства.
Поэтому важно знать конструктивные особенности машины и порядок ее эксплуатации. Кроме того, мы предлагаем несколько советов по техническому обслуживанию и безопасной эксплуатации на основе общих условий для ознакомления.
Обслуживание гидравлического пресса
Мы рекомендуем принять Гидравлическое масло N46. Если используется машинное или турбинное масло, выбор должен основываться на температуре. Если температура в помещении не превышает 20°C, можно использовать машинное масло 20# или турбинное масло 22#. Если температура в помещении выше 30°C, можно использовать машинное масло 30# или турбинное масло 40#. Температура масла должна контролироваться в пределах 15°C~60°C.
Масло должно пройти строгую фильтрацию перед заливкой в емкость для масла.
Рабочее масло следует заменять каждый год, а интервал между первой заменой не должен превышать трех месяцев.
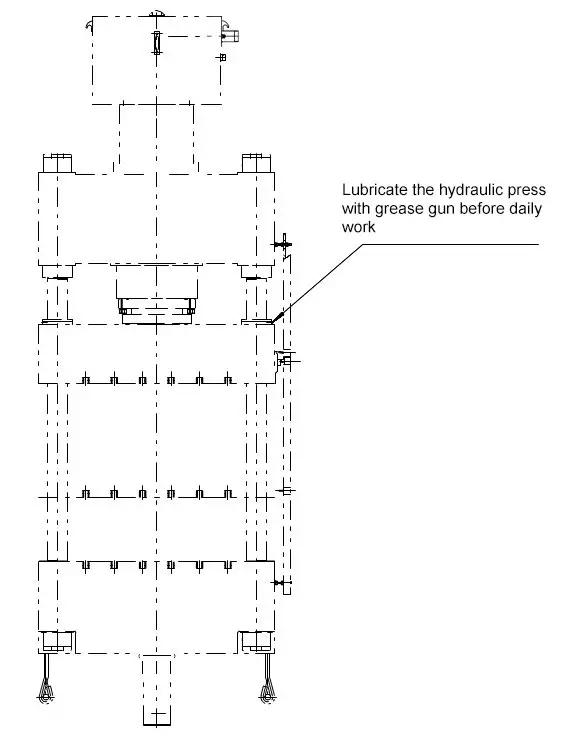
Регулярно заправляйте ползун смазочным маслом. Открытые поверхности колонны и поршня должны быть чистыми и каждый раз перед работой смазываться машинным маслом.
Допустимый эксцентриситет составляет 75 мм при номинальном давлении сосредоточенной нагрузки 500 т.
Проверяйте и калибруйте манометр каждые шесть месяцев.
Если гидравлический пресс долгое время простаивал, все обработанные поверхности следует очистить и покрыть антикоррозийным маслом.
Правила безопасной эксплуатации гидравлического пресса
Операторы, не знакомые с конструктивными особенностями или порядком работы гидравлического пресса, не могут запускать машину без разрешения.
Все работы по капитальному ремонту и регулировке штампов не должны выполняться во время работы станка.
При возникновении серьезных утечек или аномальных ситуаций, таких как ненадежная работа, повышенный шум, вибрация и т. д., машину следует остановить и проанализировать причины. Машины с неисправностями не могут быть введены в эксплуатацию.
Превышение максимального расстояния эксцентриситета и максимальной нагрузки запрещено.
Превышение максимального хода запрещено, а закрытая высота штампа должна быть не менее 500 мм.
Электрическое заземляющее устройство должно быть надежным и безопасным.
Список уязвимых компонентов гидравлического пресса
Уязвимые компоненты главного двигателя, главного цилиндра и верхнего цилиндра.
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Задумывались ли вы когда-нибудь о том, что технология сервопрессов может изменить ситуацию в производстве? В этой статье мы расскажем о том, как эти передовые машины совершают революцию в промышленности, предлагая беспрецедентную точность, эффективность,...
Вы когда-нибудь задумывались, как создаются машины, которые формируют наш мир? Этот блог отправит вас в путешествие по ведущим производителям машин для штамповки. Вы узнаете о...
Как инженер, вы знаете, что дьявол кроется в деталях, когда речь идет о проектировании и производстве оборудования. Один из важнейших аспектов, который может сделать или разрушить качество...
Выбор правильной оснастки для револьверной штамповки может существенно повлиять на эффективность производства и качество продукции. Вы боретесь с заусенцами или износом штампа при обработке листового металла? Это руководство...
Какая компания возглавляет список производителей машин для обработки железа? В этой статье рассматриваются ведущие бренды отрасли, подробно описывается их история, инновации и ассортимент продукции. Прочитав статью, вы получите представление...
Вы когда-нибудь задумывались, как изготавливаются металлические детали в вашем автомобиле или бытовой технике? Ключевую роль в этом играет штамповка металла - процесс формования металлических листов с помощью штампов. Этот метод обеспечивает высокую...
Вы когда-нибудь задумывались, как автомобили производятся так быстро и безопасно? В этой статье раскрывается магия автоматизированных линий штамповочного производства, где роботы заменяют ручной труд, повышая эффективность...
Какие материалы делают штампы прочными и точными? Штампы для штамповки требуют высокой прочности и точности, и такие материалы, как сталь, твердый сплав и различные сплавы, играют здесь решающую роль. В этой статье рассматриваются...
Заинтригованы чудесами штамповки металла? В этой статье блога мы погрузимся в увлекательный мир отбортовки, затылования и развальцовки отверстий. Наш эксперт, инженер-механик, проведет вас...












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}