Основы сварки сварного шва первого уровня с полным проплавлением
1. Общие требования Сварка с передачей напряжения включает в себя сварные швы первого уровня с полным проплавлением, которые могут выдерживать все виды напряжений аналогично основному металлу, филейные швы, которые в основном противостоят сдвиговым усилиям, и сварные швы второго уровня с частичным проплавлением. При полном управлении сварные швы первого уровня с полным проплавлением, за исключением швов с низким напряжением и высоким циклом усталости, таких как балки с корончатым блоком, [...].
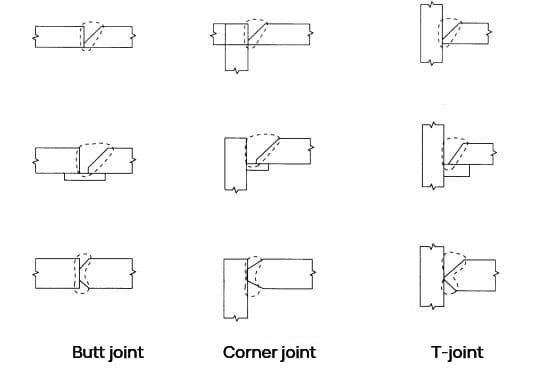
На рисунке 1 показано, что соединения, сваренные швами первого класса с полным проплавлением, можно разделить на стыковые, угловые и Т-образные в зависимости от формы деталей.
Сварка с передачей напряжения включает в себя сварные швы первого уровня с полным проплавлением, которые могут выдерживать все типы напряжений аналогично основному металлу, сварные швы которые в основном противостоят сдвигающим усилиям, и сварные швы второго уровня с частичным проплавлением.
Считается, что сварные швы первого уровня с полным проплавлением, за исключением швов с низким напряжением и высоким циклом усталости, таких как балки корончатых блоков, демонстрируют те же характеристики, что и основной металл при любых нагрузках, включая землетрясения и другие повторяющиеся нагрузки в широко используемой строительной стали.
Сварной шов первого уровня с полным проплавлением должен быть полностью проварен по всей секции, а прочность места сварки должна быть равна или превышать прочность основного металла.
Толщина горловины сварного шва первого уровня с полным проплавлением не должна быть меньше толщины основного металла (если толщина основного металла различна, следует использовать толщину более тонкого основного металла, а при использовании угловых и Т-образных соединений - толщину основного металла, свариваемого встык).
Если толщина горловины меньше толщины основного металла, она не только не будет соответствовать расчетному допуску, но и станет источником концентрации напряжений.
Аналогично, если сварочная коронка слишком высока, это также приведет к концентрации напряжений, поэтому необходимо поддерживать ее в разумных пределах.
Сварное соединение первого уровня с полным проплавлением
Например, когда на Т-образные и угловые соединения действуют силы, растягивающие стальные листы в направлении толщины листа, важно отметить, что, несмотря на отсутствие дефекты сваркиНо стальные пластины все равно могут треснуть из-за низкой прочности.
Широко известно, что отношение прочности или удлинения в направлении толщины к направлению прокатки стальной прокат пластин, как правило, уменьшается.
В частности, когда неметаллические Включения (такие как MnS) деформируются во время прокатки стали, они могут растрескиваться или отслаиваться при очень низком напряжении.
Поэтому стальные листы, используемые для деталей, подверженных растягивающим усилиям в направлении толщины листа, таких как фланец верхней колонны в случае пробивания колонн или фланец балки внешних колонн и угловых колонн в случае пробивания балок, должны быть тщательно рассмотрены и продуманы.
При непрерывной разливке разница в температуре затвердевания или снижение температуры поверхности могут привести к отклонению компонентов MnS в центре толщины листа и тенденции к сегрегации Al2O3 в поверхностном слое. Однако в последние годы ситуация с этими проблемами улучшилась.
В последнее время, с увеличением масштабов строительства, появилось несколько сообщений о растрескивании пластинчатого сварного шва в результате многослойной сварки толстых стальных листов.
Т-образные сварные соединения первого класса с полным проплавлением обычно используются в соединениях колонн и балок стальных конструкций, испытывающих максимальные напряжения и повторяющиеся пластические деформации. Эта деталь наиболее подвержена образованию трещин при сварке в слое.
Поэтому необходимо выбрать качественный стальная пластинаПересмотрите конструкцию и методы сварки и уделите пристальное внимание управлению предварительным нагревом, чтобы предотвратить низкотемпературное растрескивание других деталей, подвергающихся тепловому воздействию.
2. Форма канавки
Форма канавки в сварное соединение является решающим фактором для стабильности обеих сторон сустава.
Неправильный корневой зазор или угол паза может негативно повлиять на качество сварное соединение.
Поэтому важно определить подходящую форму канавки на основе тип сварки используемый метод и соединение.
Для обычных методы сваркиСтандартная форма паза для типа соединения и размера корневой поверхности допустима при условии, что размер корневой поверхности составляет менее 2 мм при использовании опорной пластины.
При использовании специализированных методов сварки или типов соединений необходимо проанализировать данные, чтобы убедиться, что форма канавки соответствует стандартам качества и конструкции, исходя из конкретных условий.
3. Сварочная коронка
Чтобы предотвратить концентрацию напряжений, корона шва в сварном шве первого уровня с полным проплавлением не должна быть слишком выраженной. Коронка сварного шва должна иметь гладкую и непрерывную поверхность по отношению к основному металлу высотой от 0 до 3 мм.
4. Высота кроны Т-образного соединения
Сварочная коронка в Т-образных соединениях должна снижать концентрацию напряжений в зоне сварки, что крайне важно для предотвращения образования трещин или сколов в стыковой пластине. Желаемая сварочная коронка показана на рис. 2, при этом важно, чтобы сварочная борозда была гладкой. Высота сварочной коронки (h) должна составлять 1/4 толщины стыкового соединения или 10 мм, если толщина превышает 40 мм.
Рис. 2 Высота кроны Т-образного соединения
5. Набегающая пластина
Плохое проплавление или воздушные отверстия обычно наблюдаются в начале сварки, а кратерные трещины и другие дефекты часто появляются в конце. Чтобы избежать таких дефектов при эффективной сварке, в начале и в конце сварки следует поместить стальную накладную пластину подходящей формы, как показано на рис. 3.
Как показано на рис. 4, нет необходимости удалять набегающую плиту после сварки, и ее остатки не представляют проблемы. Однако если толщина плиты превышает 50 мм, а колонна и балка имеют одинаковую ширину, ее следует срезать.
Например, когда балка корончатого блока испытывает низкие нагрузки и усталость при большом цикле, ее следует обрезать и доработать с помощью шлифовальной машины.
Не рекомендуется непосредственно собирать и приваривать накладную пластину в месте соединения с балкой колонны. Это связано с тем, что короткая сварная фаска, образующаяся при монтажной сварке накладки, снижает вязкость разрушения зоны термического влияния, что может стать отправной точкой хрупкого разрушения всей фланцевой пластины.
На рис. 5 представлен пример дуговой удар сборка пластин и сварка на стыке колонн и балок.
Устройство накладной плиты собирается и приваривается к опорной плите. Если это неизбежно в пазу, конструкция должна полностью обеспечивать качество сварочной детали после позитивной сварки. Однако на практике условия строительства оказываются более жесткими, чем при сварке вперед, что приводит к неадекватной сборке качество сварки.
Во время сварки вперед необходимо удалить или переплавить монтажный шов, особенно для критических соединений, таких как сварка с полным проплавлением, используя один из следующих методов:
Перед сваркой удалите сварочный шов с помощью газовой дуги.
С помощью экскаватора удалите остатки монтажной сварки на первом сварочном конце.
Повторно расплавьте собранную сварочную шайбу без остаточных дефектов.
Сборочная сварка выполняется с помощью электрической или сварка в газовой среде. При сварке толстолистовой стали с меньшей длиной сварочной фаски сварочная деталь может затвердеть в результате быстрого нагрева и охлаждения, и в ней могут образоваться трещины из-за количества диффундирующего водорода и степени сдерживания. Эта тенденция более выражена при сварке более толстых листов или более высокого состава сплава.
Поэтому для монтажной сварки с покрытием следует использовать электроды с низким содержанием водорода. электрическая сваркав зависимости от толщины листа и марки стали. Однако смена электрода в зависимости от толщины и марки стали может быть затруднена, поэтому при электросварке в покрытии рекомендуется постоянно использовать электроды с низким содержанием водорода.
Сварка в газовой защите также эффективна для предотвращения растрескивания из-за низкой диффузии газообразного водорода, и ее следует использовать при монтажной сварке. Предварительный подогрев также эффективен для предотвращения растрескивания и должен проводиться при тех же условиях, что и обычная сварка во время сборки и сварки.
Другие методы замены метода набегающих пластин включают использование спеченных неподвижных набегающих пластин из флюса, керамики или штампованных стальных пластин, или использование метода опорной пластины, метода обратной сварки, метода удаления концов и других методов для устранения набегающих пластин.
Этот метод применим для плоской сварки и сталей Q235 и Q345. Однако, если свариваемость испытание подтверждает, что качество сварочной детали равно или выше, чем у метода изготовления стальных накладных пластин, он может быть использован за пределами данной области.
Специалист по сварке должен иметь квалификацию по эквивалентному методу сварки, признанную руководителем проекта в результате дополнительной проверки технология сварки для метода эквивалентной набегающей пластины.
Ниже приведены наиболее распространенные соображения, касающиеся методов строительства накладных элементов фиксированного типа:
Для сохранения качества соединения материал накладки фиксированного типа не должен мешать сварочному металлу в месте сварки.
Опорная пластина установлена для предотвращения стекания сварочного металла в конце процесс сварки и должен отходить примерно на 10 мм от основного металлического конца.
Накладной выступ фиксированного типа надежно крепится к основному металлу с помощью стальной проволоки или магнитных креплений.
Что касается метода сварки, то, как показано на рис. 6, дуга запускается в точке, где конец основного металла заходит на 15-20 мм, а затем поворачивается назад, чтобы обеспечить полное проникновение в конец во время начального слоя сварки.
6. Соединения с различной толщиной пластин
Когда материалы, используемые в стыке совместная сварка имеют разную толщину, сварку следует выполнять от более тонкого материала к более толстому, чтобы обеспечить равномерное распределение напряжения.
Как показано на рис. 7 (a), когда разница в толщине превышает 10 мм из-за разной толщины листа или когда балка корончатого блока подвергается низкому давлению и высокой циклической усталости, более толстый лист следует наклонить под углом менее 1/2,5, а паз сделать более тонким. Листы должны быть одинаковой высоты.
Однако, как показано на рис. 7 (b), при сварке стыка крыльев балки SRC, сформированной через арочную головку с обеих сторон (обратная лопата), если разница в толщине пластин превышает 10 мм, усиление филейная сварка следует использовать.
Следует также отметить, что сварка опорной пластины с одной стороны должна быть одобрена руководителем проекта.
7. Воздушная строжка
При сварке с двух сторон перед наплавкой первого слоя с обратной стороны следует выполнить воздушную строжку.
Первый слой поверхностная сварка часто подвержена таким дефектам, как растрескивание, плохое проникновение и включение шлака из-за высокой скорости охлаждения. Для решения этих проблем необходима воздушная строжка для удаления любых дефектов в первом слое поверхности.
Однако если во время дуговой сварки под флюсом проводится испытание конструкции или неразрушающий контроль, чтобы убедиться, что первый слой на обратной стороне имеет хорошее проплавление, воздушную строжку можно не выполнять.
8. Опорная пластина
Для обеспечения надлежащего проникновения корней при использовании опорной пластины необходимо обеспечить достаточный корневой зазор, чтобы обеспечить плотное соединение. Если опорная пластина затянута не полностью и корневой зазор слишком мал, это может привести к дефекты сварки например, плохое проникновение или включение шлака в корень.
Как правило, опорная пластина должна быть изготовлена из материала Q345B. Для других материалов необходимо изучить их химический состав (P, S, Cu, C и т. д.), чтобы убедиться, что они подходят для сварки.
Как правило, опорная плита для соединения колонны с балкой должна быть установлена внутри крылатой плиты. Однако нижняя фланцевая пластина может быть установлена снаружи, если это необходимо для сварки на месте. Положение опорной пластины показано на рис. 8.
При монтажной сварке опорной пластины возникают растягивающие и незначительные изгибающие напряжения, при этом максимальное напряжение приходится на сварку по периметру. Это тип сварки относительно проста, но также подвержена разрушению. Во многих случаях монтажная сварка выполняется без предварительного подогрева филе.
Хотя первоначальная длина сварного шва может быть достаточной, вязкость разрушения сварочного металла или зоны термического влияния (HAZ) низкая, что может привести к хрупкому разрушению всего соединения в случае разрушения филейной сварки.
В результате сборка и сварка опорной пластины в месте соединения колонны с балкой не должна производиться на расстоянии 10 мм от любого конца фланца балки или на расстоянии 10 мм от R-образного носка или носка сварного шва галтели полотна [Рисунок 9 (1)]. Вместо этого сборку и сварку следует выполнять в месте расположения накладной пластины [Рисунок 9 (2)] или на 1/4 ширины крыла балки [Рисунок 9 (3)]. Если накладная пластина установлена с внешней стороны опорной плиты или фланца балки, ее не следует собирать и приваривать с внешней стороны фланца балки и фланца колонны [Рисунок 9 (2)].
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Всегда ли сварка с полным проплавлением лучше сварки с глубоким проплавлением? Этот вопрос интересует многих специалистов в области металлообработки. В этой статье рассматриваются сильные и слабые стороны обеих технологий, подробно описываются...
Представьте себе, что идеальный сварной шов достигается всего за один проход! Односторонняя сварка и двухсторонняя формовка делают это возможным, обеспечивая полное проплавление и безупречное качество без повторной обработки обратной стороны. В этой статье мы погрузимся...
Вы когда-нибудь задумывались, как сварщики добиваются идеальных швов в сложных условиях? Сварка 6GR - это специализированная техника для сварки трубопроводов с кольцом препятствий под углом 45°, что крайне важно для обеспечения...
Вы когда-нибудь задумывались о том, как точно рассчитать расход сварочных прутков? В этой статье блога мы рассмотрим методы и формулы, используемые экспертами отрасли для оценки расхода сварочных...
Вы когда-нибудь задумывались, как профессионалы создают точные разрезы в толстом металле, не прибегая к традиционным методам? Углеродная дуговая строжка может быть тем ответом, который вы ищете. Этот процесс, использующий...
Что, если бы вы могли гарантировать, что ваши сварные швы всегда будут идеальными? В этой статье мы рассмотрим оценку процесса сварки - важнейший метод тестирования и совершенствования сварочных технологий. Вы...
Вы когда-нибудь задумывались о том, как сварка превращает отдельные металлические детали в единое целое? В этой статье мы исследуем увлекательный мир сварных соединений, рассмотрим их типы, механические характеристики и...
Сварка низкотемпературной стали требует глубокого понимания свойств материала, поскольку экстремальные условия могут привести к хрупкому разрушению. В статье рассматриваются технические требования к низкотемпературной стали, подчеркивается важность...
Почему сварка углеродистой стали - это и искусство, и наука? Понимание свариваемости различных углеродистых сталей - от низкоуглеродистых до высокоуглеродистых - имеет решающее значение для обеспечения прочных и долговечных соединений. Это...