1. Стандарты на степень ржавчины и обеспыливания стальной поверхности основаны на национальном стандарте GB8923-88, известном как "Степень ржавчины и обеспыливания стальной поверхности перед нанесением покрытия".
2. Стандарт разделяет удаление пыли Они делятся на три типа: дробеструйная или абразивная обработка, ручная и с применением электроинструмента, а также пламенное обеспыливание.
3. Дробеструйная или абразивная обработка обозначается буквой "sa" и подразделяется на четыре вида:
sa1 - легкая дробеструйная обработка. На стальной поверхности нет видимых жиров, грязи, слабо прилипшей окалины, ржавчины, лакокрасочных покрытий и других остатков.
sa2 - тщательная абразивная обработка. На стальной поверхности нет видимого жира, грязи, а остатки, такие как окалина и ржавчина, в основном удалены.
sa2.5 - очень тщательная абразивная обработка. На стальной поверхности нет видимых жиров, грязи, окалины, ржавчины, лакокрасочных покрытий и других остатков, а все оставшиеся следы представляют собой лишь небольшие пятна или разводы.
sa3 - очень чистая абразивная обработка. На поверхности стали нет видимых жиров, грязи, окалины, ржавчины, лакокрасочных покрытий и других остатков, а поверхность имеет равномерный металлический цвет.
Ручная очистка от пыли
St1 - тщательная очистка ручного и электроинструмента:
При наблюдении без увеличения на поверхности не должно быть остатков масла, смазки и пыли. Не должно быть незакрепленной окисленной кожи, ржавчины, краски или посторонних предметов. Любые оставшиеся загрязнения должны быть прочно приклеены.
St2 - тщательная очистка ручного и электроинструмента от пыли.
На стальной поверхности не должно быть видимой смазки и грязи, а также неплотно прилегающей окалины, ржавчины или лакокрасочных покрытий.
St3 - очень тщательная ручная и электроинструментальная очистка от пыли.
На стальной поверхности не должно быть видимых жиров и грязи, а также неплотно прилегающей окалины, ржавчины или лакокрасочных покрытий. Обеспыливание должно быть более тщательным, чем St2, а открытая часть подложки должна иметь металлический блеск.
Обработка поверхности является ключом к достижению хорошего эффекта покрытия. Инвестиции в обработку поверхности вполне оправданы. Поэтому необходимо тщательно подходить к выбору методов обработки поверхности и соответствующих лакокрасочных систем.
Для измерения степени обработки поверхности важно использовать международные стандарты, например, шведский стандарт: SIS055900 или ISO08501.
Уровни коррозии
Краеугольным камнем стандартов обработки поверхности являются четыре различных уровня коррозии:
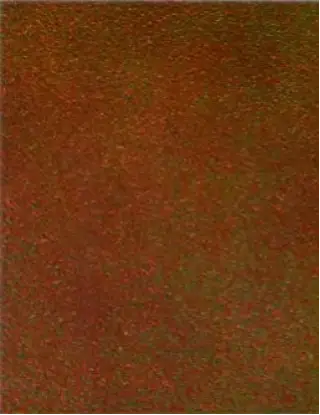
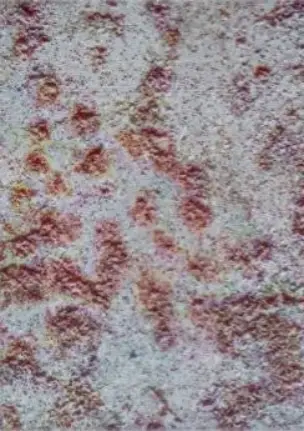
Уровень A: Стальная поверхность полностью покрыта налипшей окалиной, ржавчины практически нет.
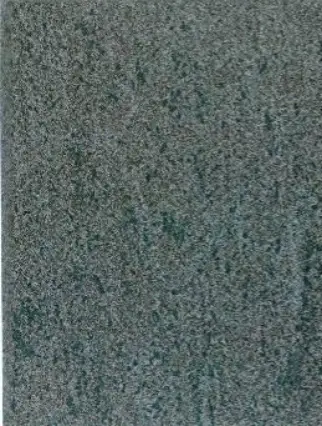
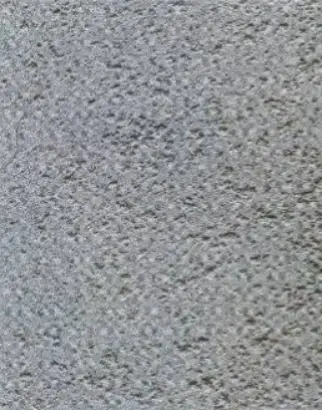
Уровень B: стальная поверхность начала ржаветь, а окалина отслаивается.
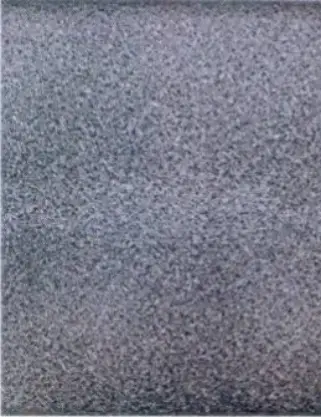
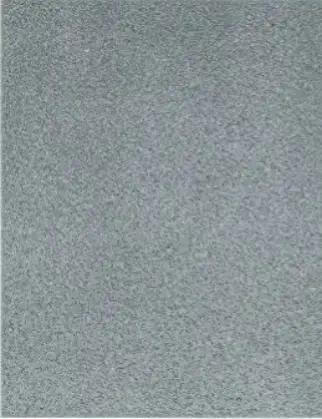
Уровень C: окалина на стальной поверхности заржавела или может быть соскоблена, но небольшие пятна ржавчины видны невооруженным глазом.
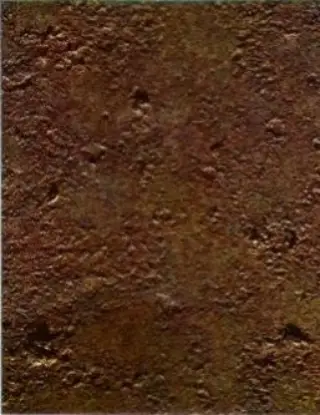
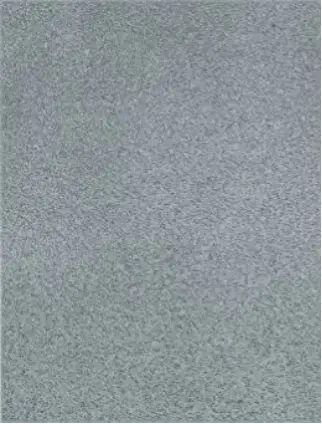
Уровень D: Окалина на стальной поверхности заржавела и отслоилась, а большое количество пятен ржавчины видно невооруженным глазом.
Уровень предварительной обработки
Согласно SIS055900, обработка поверхности на этих уровнях коррозии выполняется в соответствии со следующими стандартами качества для проволочной и абразивной обработки:
- St - стандарты проволочной щетки St2, St3
- Sa - стандарты абразивной обработки Sa1, Sa2, Sa2.5, Sa3
1. Проволочная щетка - St
- St1 - Тщательная очистка ручного и электроинструмента
При наблюдении без увеличения на поверхности не должно быть остатков масла, смазки и пыли. Не должно быть незакрепленной окисленной кожи, ржавчины, краски или посторонних предметов. Любые оставшиеся загрязнения должны быть прочно приклеены.
- St2 - Тщательная очистка ручного и электроинструмента.
Поверхность должна быть очищена от видимой смазки, грязи, окалины, ржавчины, лакокрасочных покрытий и посторонних частиц.
- St3 - Очень тщательная чистка ручного и электроинструмента.
Похож на St2, но должен быть обработан более тщательно, чем St2, при этом металлическая подложка приобретает металлический блеск.
Эти стандарты обеспечивают значительное руководство и помощь при обработке поверхности. Поставщики красок обычно устанавливают соответствующие стандарты и требования к обработке поверхности для каждого типа краски.
2. Абразивоструйная обработка - Sa
Перед абразивной обработкой необходимо удалить все толстые слои ржавчины на поверхности. Также следует удалить все видимые следы масла, жира и грязи. После абразивной обработки поверхность должна быть чистой, без пыли и мусора.
- Степень Sa1: Легкая пескоструйная обработка для удаления ржавчины
Поверхность должна быть очищена от видимого жира, грязи, нестабильных слоев окисления, ржавчины, лакокрасочных покрытий и загрязнений.
- Степень Sa2: тщательное удаление ржавчины с помощью пескоструйной обработки
Поверхность должна быть полностью очищена от видимого жира, грязи, слоев окисления, ржавчины, лакокрасочных покрытий и загрязнений, а все оставшиеся вещества должны быть прочно приклеены.
- Степень Sa2.5: Очень тщательное удаление ржавчины с помощью пескоструйной обработки
Поверхность должна быть очищена от видимых жиров, грязи, окислительных слоев, ржавчины, лакокрасочных покрытий и загрязнений. Остаточные следы должны быть представлены только в виде незначительных пятен или полос.
- Степень Sa3: удаление ржавчины с помощью пескоструйной обработки для очистки стальной поверхности
Поверхность должна быть очищена от видимого жира, грязи, слоев окисления, ржавчины, лакокрасочных покрытий и загрязнений, иметь равномерный металлический блеск.
- Степень Sa4: видимая чистота поверхности стали
Без увеличения поверхность должна выглядеть свободной от остатков масла, жира и пыли, без незащищенного окислительного слоя, ржавчины, краски и посторонних предметов, с равномерным металлическим блеском.
3. Очистка пламени - Fl
Перед очисткой пламенем необходимо соскоблить толстый слой ржавчины, а также удалить видимые остатки, масла и грязь. После очистки пламенем поверхность следует обработать проволочной щеткой с электроприводом.
(Очистка пламенем включает в себя окончательное удаление побочных продуктов с помощью проволочной щетки с электроприводом. Ручной проволочной щеткой невозможно добиться удовлетворительной поверхности для покраски).
Без увеличения поверхность должна выглядеть свободной от окисления, ржавчины, краски и посторонних веществ. Любые остатки вещества должны проявляться только в виде обесцвечивания поверхности (тени разного цвета).
Термин "посторонние примеси" включает растворимые соли и сварочный шлак. Эти загрязнения не могут быть полностью удалены сухой пескоструйной обработкой, ручными и электрическими инструментами или пламенем. Вместо этого следует использовать методы влажной пескоструйной обработки или распыления воды.
Окислы, ржавчина и краска, которые можно соскоблить скребком для масляного камня, считаются слабо прилипшими. Перед пескоструйной обработкой следует соскоблить толстый слой ржавчины, а также удалить видимые остатки масла, жира и грязи. После пескоструйной обработки необходимо удалить пыль и остатки.