Гильотинные ножницы: Анализ и оптимизация механических характеристик
Вы когда-нибудь задумывались о том, как точность и эффективность сочетаются в промышленной резке? В этой статье мы исследуем увлекательный мир гильотинных ножниц, подробно рассказывая об их преимуществах и проблемах. Узнайте, как механический анализ и оптимизация могут повысить производительность, обеспечив вам превосходство в области машиностроения.
Гильотинные ножницы обеспечивают более высокую эффективность, точность и надежность по сравнению с ножницами с поворотной балкой, поскольку исключают зазоры в конструкции и позволяют регулировать угол среза.
Однако при резке широких, тяжелых листов или высокопрочных тонких листов гильотинные ножницы могут столкнуться с такими проблемами, как деформация станка, влияющая на точность резки.
Большинство исследований в этой области посвящено влиянию параметров ножниц на точность, проектированию и автоматизации системы управления или моделированию процесса стрижки с использованием дискретных точек.
Однако исследования, посвященные анализу механических свойств и оптимизации структуры гильотинных ножниц, ограничены.
Данная статья направлена на устранение этого пробела путем анализа статических и динамических характеристик станка и моделирования процесса срезания пластин. Благодаря этому анализу получены данные о непрерывном срезе и предложена схема оптимизации.
2. Статический анализ
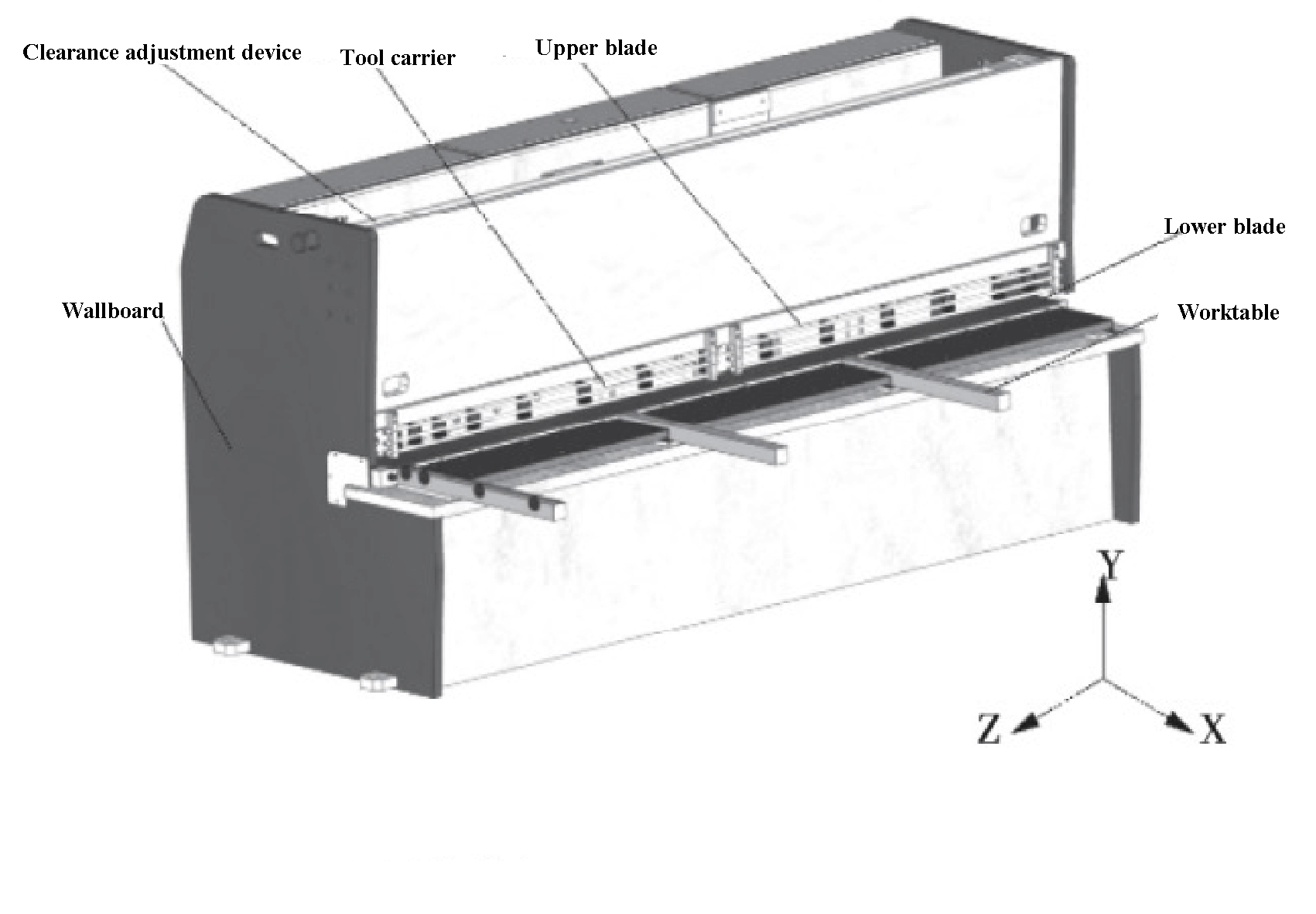
Структурная модель 6 x 3200 NC гильотинные ножницы показана на рисунке 1. Во время работы устройство упора, приводимое в движение роликовым винтом, регулирует длину резки. Затем прижимной цилиндр сжимается срезающей пластиной.
После установки параметров резки, таких как зазор между лезвиями и угол среза, гидравлические цилиндры на обоих концах приводят верхние и нижние лезвия в движение и завершают работу. резка пластин процесс.
При имитационном анализе переходная галтель и резьбовое отверстие не учитываются, а упрощенная трехмерная модель импортируется в программу конечно-элементного анализа. Две стороны верхней опоры инструмента фиксируются с помощью ограничений, и для моделирования сварки и фиксации резьбы деталей верхней опоры инструмента устанавливается связующий контакт.
Рис. 1 Структурная модель гильотинных ножниц с ЧПУ 6 × 3200
Согласно формуле Норсали:
В формуле:
σb - предел прочности разрезаемой пластины;
δs - пластичность разрезаемого листа;
h - толщина разрезаемого листа;
α - угол сдвига;
x、y、z - The изгибающее усилие коэффициент, относительное значение бокового зазора режущей кромки и коэффициент прижима.
Вертикальная сдвигающая сила (P1) рассчитывается как 212,8 кН по формуле (1), а горизонтальная сдвигающая сила (P2) оценивается как 30% от вертикальной сдвигающей силы, или 63,8 кН. Вертикальная и горизонтальная сдвигающие силы прикладываются к верхней башне и решаются с помощью ANSYS Workbench.
Сравниваются и анализируются деформации в каждом направлении в начале, середине и конце процесса сдвига. Как видно из таблицы 1, деформация верхней каретки в направлении Y является наибольшей, а деформацию в направлениях X и Z можно считать незначительной.
Начальное и конечное положения деформации в направлении Y примерно равны и значительно меньше среднего положения. В процессе стрижки деформация верхнего держателя инструмента имеет вогнутую тенденцию.
Таблица 1 Максимальное эквивалентное напряжение и максимальная деформация в направлениях X, Y и Z верхнего держателя инструмента
Положение сдвига
Максимальное эквивалентное напряжение /МПа
Максимальная деформация в направлении X /мм
Максимальная деформация в направлении Y /мм
Максимальная деформация в направлении Z /мм
Начало
137.7
0.020
0.141
0.074
Средняя
135.3
0.090
0.183
0.650
Конец
137.2
0.013
0.151
0.085
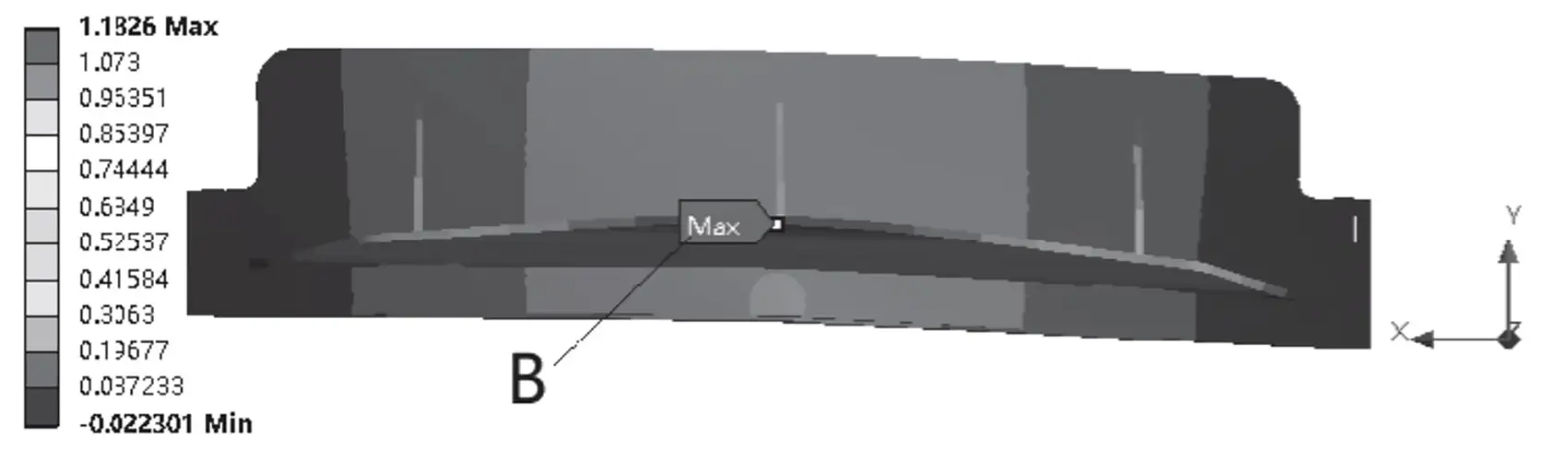
На рисунках 2 и 3 показаны максимальное эквивалентное напряжение в середине и максимальная деформация в направлении Y, соответственно.
Рис. 3 Максимальная деформация верхнего держателя инструмента в направлении Y
Анализируя таблицу 1 и рисунки 2 и 3, можно определить, что эквивалентное напряжение верхнего держателя инструмента наиболее велико в начале процесса стрижки. Это напряжение находится в месте расположения гидроцилиндра и имеет значение 137,7 МПа, что ниже, чем предел текучести 235 МПа для верхней опоры инструмента.
В середине процесса стрижки максимальная деформация верхнего держателя инструмента в направлении Y наблюдается у задней опорной пластины B, ее размер составляет 1,183 мм. Между тем, деформация лезвия в направлении Y составляет 0,346 мм, что меньше 1 мм и соответствует необходимым требованиям.
3. Динамический анализ переходных процессов
При динамическом моделировании ползун устанавливается в исходное положение верхнего ножа и постоянно подвергается воздействию сдвигающей силы с заданной скоростью. Движение ползуна используется для моделирования процесса срезания пластины.
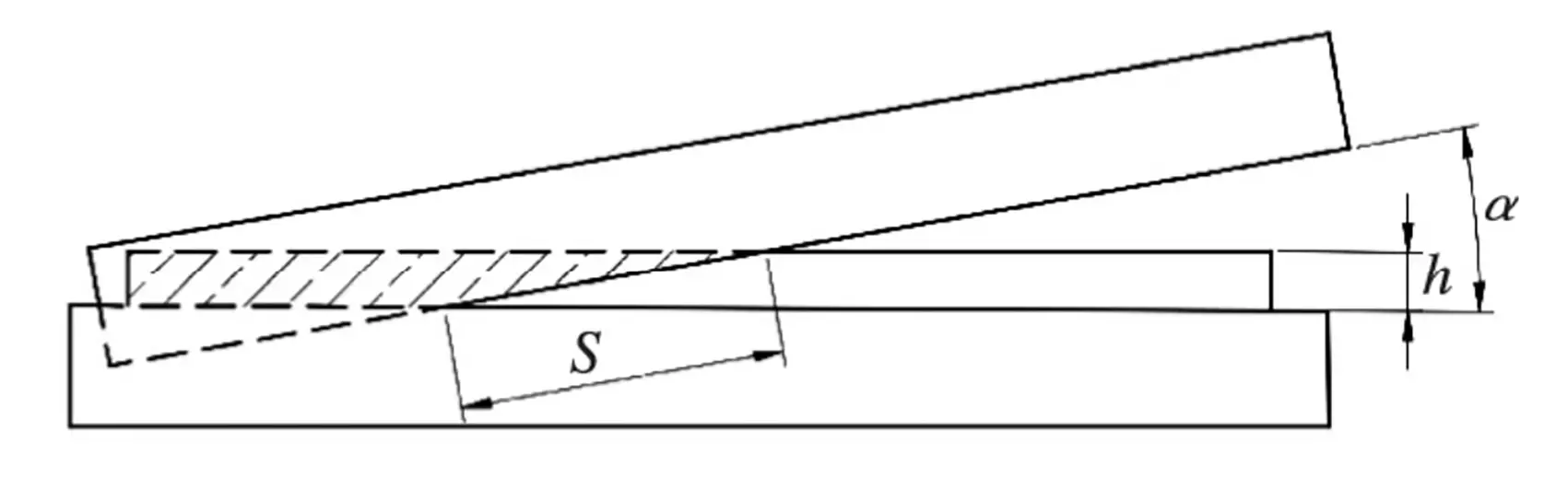
Поскольку ползун передает только усилие сдвига, он был настроен на отсутствие трения при контакте с верхним лезвием. Во время резки листовой металлКонтакт между верхним ножом и разрезаемым листом металла показан на рисунке 4. Длина контакта (s) составляет 8:1.
Рис. 4 Схема резки
Для упрощения расчетов предполагается, что сдвигающая сила равномерно распределена по прямоугольной области длиной (s) и шириной (t) лопасти. В результате ползун моделируется как кубоид с такой же длиной (s) и шириной (t), как показано на рисунке 5.
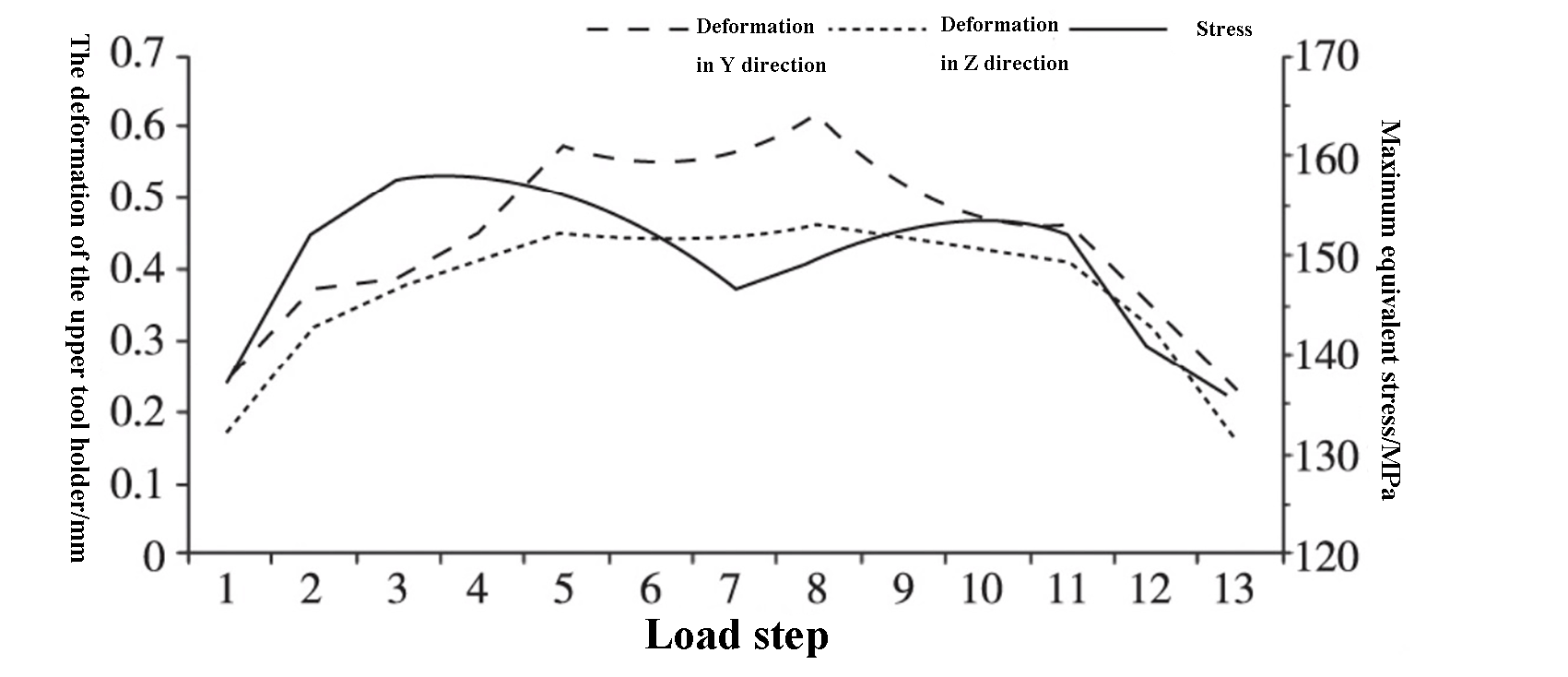
Решив задачу о максимальном эквивалентном напряжении и максимальной деформации в направлениях Y и Z в каждой позиции, результаты представлены в таблице 2. Тенденция изменения деформации и напряжения верхнего держателя инструмента в процессе стрижки показана на рис. 6.
Таблица 2 Максимальное эквивалентное напряжение и максимальная деформация в направлениях Y и Z верхнего держателя инструмента при каждой ступени нагрузки
Шаг нагрузки
Максимальное эквивалентное напряжение /МПа
Максимальная деформация в направлении Y /мм
Максимальная деформация в направлении Z /мм
1
138.1
0.265
0.181
2
153.2
0.380
0.330
3
158.4
0.403
0.386
4
159.2
0.469
0.426
5
157.5
0.592
0.463
6
153.8
0.571
0.454
7
148.1
0.580
0.461
8
150.3
0.635
0.478
9
153.7
0.543
0.458
10
154.9
0.477
0.446
11
153.2
0.482
0.425
12
141.8
0.358
0.336
13
136.4
0.250
0.175
Как видно из таблицы 2 и рисунка 6, деформация верхнего держателя инструмента изменяется с изменением положения среза. Деформация значительна в середине и относительно мала и симметрична с обеих сторон, что согласуется с результатами статического моделирования.
Максимальная деформация верхнего держателя инструмента в направлениях Y и Z происходит на этапе нагружения 8 со значениями 0,635 мм и 0,478 мм, соответственно, что меньше 1 мм.
Максимальное эквивалентное напряжение обнаружено на этапе нагружения 4 и имеет значение 159,2 МПа, что ниже предела текучести 235 МПа для верхнего держателя инструмента.
Рис. 6 Деформация и максимальное эквивалентное напряжение верхнего держателя инструмента в направлениях Y и Z
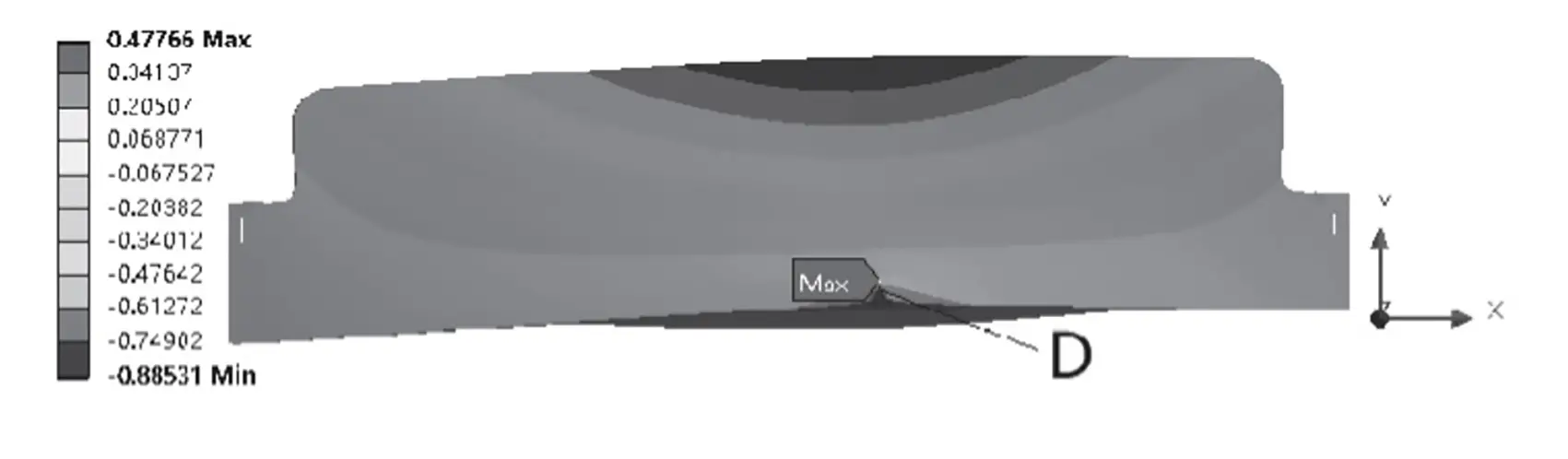
На рисунках 7, 8 и 9 показаны максимальная деформация и максимальное эквивалентное напряжение в направлениях Y и Z, соответственно.
Рис. 7 Максимальная деформация верхнего держателя инструмента в направлении Y
Рис. 8 Максимальная деформация верхнего держателя инструмента в направлении Z
Из рисунков 7, 8 и 9 видно, что максимальная деформация верхней каретки в направлении Y происходит на лопасти C, а максимальная деформация в направлении Z - на лопасти D. Обе деформации составляют менее 1 мм, что соответствует проектным требованиям.
Максимальное эквивалентное напряжение возникает в положении E верхнего держателя инструмента под действием гидроцилиндра. Нагрузка на лезвие минимальна и демонстрирует хорошую жесткость.
4. Модальный анализ рамы
В модальном анализе четыре основания рамы закреплены и удерживаются на месте с помощью ограничений. В качестве метода выделения мод выбран метод Блока Ланцоша, а число расширенных мод установлено на 4 для решения первых четырех собственных частот рамной конструкции.
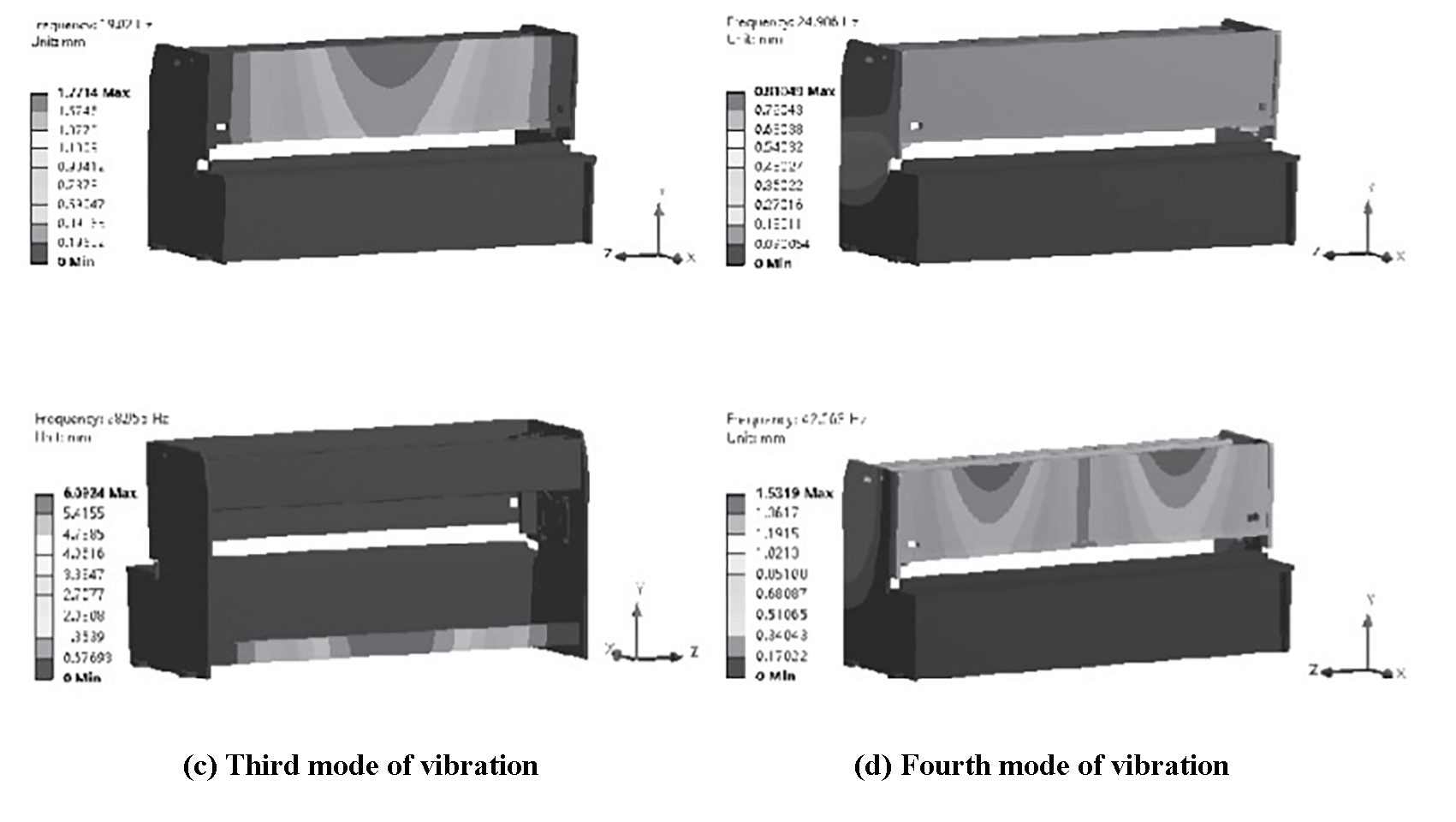
Четыре моды колебаний показаны на рисунке 10, а в таблице 3 приведены собственные частоты, амплитуды и формы мод четырех структурных мод колебаний.
Рис. 10 Четыре моды вибрации
Таблица 3 Таблица данных модального анализа пластинчатых ножниц
Заказать
Частота /Гц
Амплитуды /мм
Режим вибрации
1
19.02
1.77
Передняя панель отгибается вперед в направлении X
2
24.98
0.81
Верхняя часть рамы сгибается и поворачивается в направлении Z
3
28.96
6.09
Нижняя опорная балка наклоняется вперед в направлении X
4
42.66
1.53
Передняя панель изгибается вперед-назад в направлении X
На основании рисунка 10 и таблицы 3 видно, что вибрационная деформация рамы в первую очередь воздействует на переднюю панель и нижнюю опорную балку, вызывая значительную вибрацию и шум. При частоте 19,02 Гц амплитуда колебаний передней панели выше, что может негативно повлиять на процесс стрижки и снизить его точность.
Однако частота среза гильотинных ножниц NC составляет 9 раз в минуту, что значительно ниже собственной частоты первого порядка и соответствует требованиям для нормальной работы.
Важно минимизировать влияние внешних источников вибрации в процессе работы, чтобы предотвратить чрезмерную вибрационную деформацию.
5. Оптимизация дизайна
Анализ статических и динамических характеристик процесса стрижки показывает, что деформация верхней турели имеет вогнутую форму во время стрижки, что может повлиять на заусенцы и точность размеров заготовок и снизить общее качество стрижки.
Для улучшения качества резания можно регулировать зазор между лезвиями в параметрах резания, чтобы увеличить жесткость позиционирования верхнего держателя инструмента. В данной статье было разработано устройство динамической регулировки зазора лезвия по типу конической направляющей, как показано на рис. 11.
Рис. 11 Структурная схема гильотинных ножниц с наклонной направляющей
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Вы когда-нибудь сталкивались с необходимостью замены ножей на гидравлических гильотинных ножницах? Это подробное руководство проведет вас через весь процесс, обеспечивая безопасность и точность на каждом этапе. От первоначальной разборки...
Что отличает гидравлические гильотинные ножницы от ножниц с поворотной балкой и почему эти различия важны для ваших проектов по металлообработке? В этой статье рассматриваются основные различия, включая движение ножа, ножницы...
Вы когда-нибудь задумывались, какие компании лидируют в отрасли гидравлических ножниц? В этой статье рассматриваются 26 ведущих мировых производителей, подробно описывается их история, специализация и глобальный охват. От давно существующих...
Ножницы по листовому металлу, как следует из названия, - это машина, используемая для резки листового металла. Выбор материала основывается на общей пластине Q235. Если резать лист Q345, то...