Ручной лазерный сварочный аппарат: Основное руководство
Вы когда-нибудь задумывались о том, как ручные лазерные сварочные аппараты совершают революцию в обрабатывающей промышленности? В этой статье блога мы расскажем о тонкостях этих передовых инструментов и о том, как они меняют способы создания и ремонта металлических деталей. Наш эксперт, инженер-механик, расскажет вам о преимуществах, применении и ключевых особенностях ручных лазерных сварочных аппаратов, предоставив ценные сведения, которые позволят вам быть в авангарде этой захватывающей технологии.
По предварительным данным, большинство изделий из нержавеющей стали производится с помощью аргонодуговой сварки и других традиционных методов сварки.
Хотя эти методы могут удовлетворить 80% производственные требования, они могут привести к появлению дефектов в сварочных изделиях, таких как подрезы, неполное проплавление, плотная пористость и трещины.
Эти дефекты не только снижают прочность соединения, но и служат источником щелевой коррозии.
Сайт процесс сварки требует не только технического мастерства сварщика, но и высокой стоимости флюса, что увеличивает себестоимость продукции. Кроме того, этапы обработки после сварки занимают очень мало времени.
Кроме того, рабочие этапы обработки после сварки очень медленные.
Для решения этих проблем используются портативные оптоволоконные лазерные сварочные аппараты были представлены.
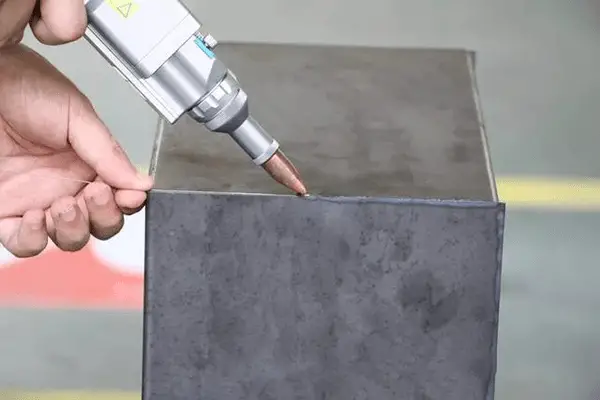
Ручной лазер технология сварки Использует лазерные лучи в качестве источника энергии для воздействия на сварочное соединение и достижения сварки.
Это новый метод сварки, который обладает хорошими сварочными характеристиками, низкой деформацией и широко используется при обработке и сварке различных металлов.
Сайт ручная лазерная сварка Преимуществами аппарата являются простота использования, красивый внешний вид, высокая скорость сварки и отсутствие расходных материалов.
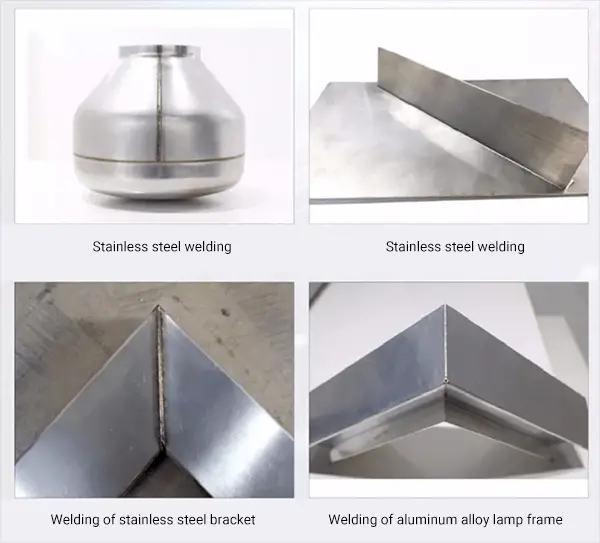
Он может прекрасно заменить традиционные процессы, такие как аргонодуговая сварка и электросварка для сварки тонких листов нержавеющей стали, железных листов, оцинкованных листов и других металлических материалов.
Ручной лазерная сварка Машины могут использоваться в различных отраслях промышленности, где требуются сложные и неравномерные процессы сварки, например, при изготовлении шкафов, кухонь, лестниц, лифтов, полок, печей, дверей и окон из нержавеющей стали, ограждений, распределительных коробок и домов из нержавеющей стали.
Ручной лазерный сварочный аппарат обладает высокой скоростью сварки, которая в 2-10 раз быстрее традиционных методов сварки, и позволяет сэкономить как минимум двух сварщиков в год.
Сварочный шов после лазерной сварки получается гладким и привлекательным, что снижает необходимость в послесварочной шлифовке, экономит время и средства.
Заготовки, сваренные лазером, не имеют деформаций и сварочных шрамов и обладают прочным сварочным соединением. Кроме того, ручной лазерный сварочный аппарат требует меньше расходных материалов и имеет длительный срок службы.
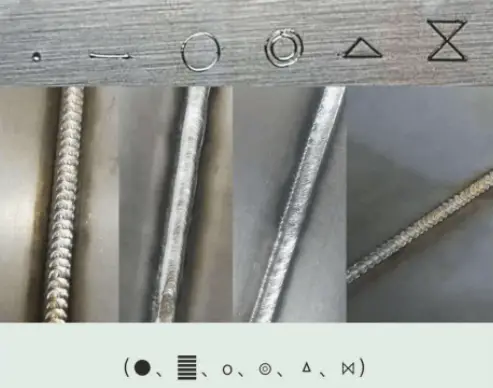
Аппарат способен сваривать различные графические изображения, включая точки, линии, круги, квадраты и любые 2D-фигуры, созданные с помощью программы AutoCAD.
I. Что такое ручной лазерный сварочный аппарат?
I. Что такое ручной лазерный сварочный аппарат?
Ручной лазерный сварочный аппарат представляет собой передовое достижение в технологии лазерной сварки, использующей методы бесконтактной сварки. В этом инновационном аппарате используется высокоэнергетический лазерный луч, направленный на поверхность материала, что исключает необходимость прикладывать давление во время работы.
Процесс сварки происходит благодаря точному взаимодействию сфокусированного лазерного луча с материалом заготовки. Это взаимодействие приводит к локальному нагреву, в результате чего материал быстро плавится. По мере остывания и застывания расплава образуется прочное и высококачественное сварное соединение.
Эта портативная система произвела революцию в индустрии лазерного оборудования, изменив традиционную парадигму лазерной сварки в фиксированном положении. Благодаря интеграции технологии волоконного лазера с маневренностью портативного аппарата, он позволяет выполнять сварочные работы в различных условиях, в том числе на открытом воздухе и на большом расстоянии от источника питания.
Основные преимущества ручной лазерной сварки включают:
Минимальная зона термического воздействия (HAZ), предотвращающая деформацию заготовки, изменение цвета или маркировку с обратной стороны
Значительная глубина провара, обеспечивающая высокую прочность соединения
Разнообразие методов сварки, таких как:
Теплопроводная сварка
Непрерывная сварка с глубоким проплавлением
Точечная сварка
Стыковая сварка
Сварка внахлест
Сварка уплотнений
Сварка швов
Ручной лазерный сварочный аппарат значительно превосходит традиционные методы сварки:
Упрощенная эксплуатация
Эстетически привлекательные бусины для сварки
Быстрая скорость сварки
Исключение расходных материалов
Эти качества делают его идеальной заменой традиционной аргонодуговой сварки в различных областях применения, особенно при сварке тонких металлических материалов, включая нержавеющую сталь, низкоуглеродистую сталь и оцинкованные листы.
Технология позволяет сваривать крупногабаритные детали и компоненты на значительных расстояниях, эффективно устраняя ограничения стационарных систем лазерной сварки. Эта возможность расширяет сферу применения в различных отраслях промышленности, от автомобильной и аэрокосмической до общего производства металлов и ремонтных услуг.
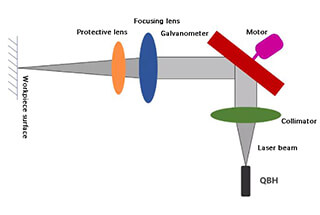
II. Принцип работы ручного лазерного сварочного аппарата
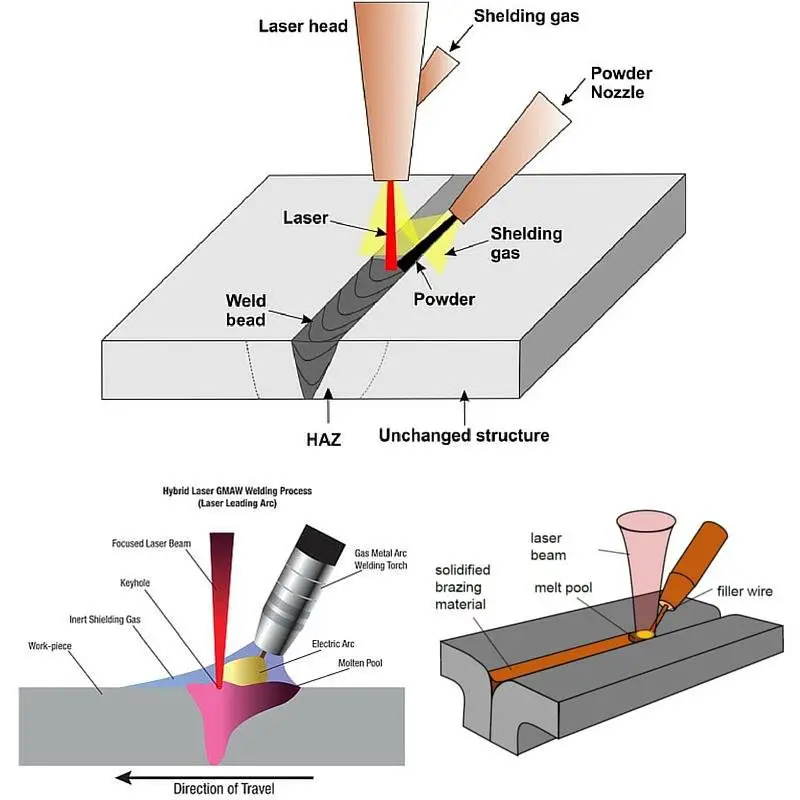
Принцип работы ручного лазерного сварочного аппарата заключается в точном воздействии высокоэнергетических лазерных импульсов на локализованные участки материала. Эта концентрированная энергия быстро поглощается и проводится вглубь материала, вызывая локальное плавление и образуя расплавленный бассейн.
Лазерные источники тепла отличаются исключительной плотностью энергии, способной сфокусировать значительную мощность на мизерной площади. Это дает ряд преимуществ: высокая скорость сварки, минимальные зоны термического влияния (HAZ), уменьшение сварочных деформаций и возможность точного соединения тонких пластин.
Когда плотность мощности лазерного излучения превышает 106 Вт/см2Металл быстро нагревается до температуры испарения. Это вызывает резкий градиент температуры на поверхности, что приводит к испарению металла. Возникающее давление пара создает дополнительное напряжение, заставляя расплавленный металл опускаться и образовывать замочную скважину под точкой фокусировки лазера.
По мере того как лазер продолжает облучать материал, луч проникает непосредственно в дно замочной скважины, поддерживая и углубляя эту полость. Глубина замочной скважины регулируется динамическим равновесием между давлением отдачи паров металла, поверхностным натяжением жидкого металла и гравитационными силами.
При высоких плотностях мощности шпоночное отверстие может проникать во всю толщину листа, что приводит к сварке с глубоким проплавлением. Эта замочная скважина движется вдоль направления сварки в тандеме с движением лазерного луча относительно заготовки. Металл перед шпоночным отверстием плавится, обтекает его сзади и быстро застывает, образуя сварочную пучку.
Режим сварки в замочной скважине позволяет формировать узкие, глубокие швы с высоким аспектным отношением. Он особенно эффективен при сварке материалов с высокой теплопроводностью или отражательной способностью, так как замочная скважина эффективно задерживает лазерную энергию.
Ручная лазерная сварка используется в основном для соединения тонкостенных материалов и прецизионных компонентов. Ее универсальность позволяет использовать различные конфигурации сварки, включая точечную, стыковую, нахлесточную и герметичную. Процесс обеспечивает превосходный контроль над подачей тепла, что делает его идеальным для сварки термочувствительных материалов или компонентов с жесткими допусками на размеры.
Современные портативные системы лазерной сварки часто включают в себя функции мониторинга и адаптивного управления в режиме реального времени для обеспечения стабильного качества сварки. Они могут включать отслеживание шва, модуляцию мощности в зависимости от толщины материала и возможность контроля после сварки.
III. Зачем использовать ручной лазерный сварочный аппарат?
III. Зачем использовать ручной лазерный сварочный аппарат?
Ручные лазерные сварочные аппараты разработаны для универсального применения, в частности для сварки крупногабаритных деталей и компонентов с большими линейными размерами. Эта передовая технология предлагает ряд ключевых преимуществ по сравнению с традиционными методами сварки:
Точный контроль нагрева: В процессе сварки зона термического влияния (HAZ) сводится к минимуму, что значительно снижает риск деформации заготовки, обесцвечивания поверхности и образования чрезмерного количества бород. Такая точность обеспечивает структурную целостность и эстетическое качество сваренных деталей.
Превосходное качество сварного шва: Технология лазерной сварки позволяет получать глубокие, прочные швы, характеризующиеся полным проплавлением. В результате получается однородный шов без заметной впадины между сварной шайбой и основным материалом, что улучшает механические свойства и внешний вид сварного шва.
Непревзойденная гибкость: Ручная конструкция позволяет преодолеть ограничения рабочего пространства, присущие стационарным сварочным системам. Операторы могут легко маневрировать сварочной головкой для доступа к сложным геометрическим формам и ограниченным пространствам, или, наоборот, манипулировать заготовкой, сохраняя фиксированное положение для сварки.
Передовая волоконно-оптическая технология: Оснащенная 5-метровым импортным оптоволоконным кабелем, сварочная головка обеспечивает исключительную досягаемость и артикуляцию. Эта особенность в сочетании с возможностью всенаправленного вращения обеспечивает операторам беспрецедентную доступность и простоту использования даже в сложных сценариях сварки.
Совместимость с работой на открытом воздухе: В отличие от многих традиционных методов сварки, ручные лазерные сварочные аппараты хорошо подходят для работы на открытом воздухе, обеспечивая большую адаптируемость к различным условиям работы.
Возможность многоугловой сварки: Конструкция системы позволяет выполнять сварку под любым углом и на различных участках заготовки, что делает ее особенно эффективной для точечной сварки сложных узлов и специализированного оборудования.
Упрощенное управление: Несмотря на передовые технологии, ручной лазерный сварочный аппарат разработан для удобного управления, что позволяет сварщикам выполнять сложные задачи с относительной легкостью и эффективностью.
Эти качества делают ручные лазерные сварочные аппараты бесценным инструментом в современном производстве, изготовлении и ремонте, предлагая сочетание точности, гибкости и простоты использования, превосходящее традиционные методы сварки во многих областях применения.
Сравнение производительности между лазерной и традиционной сваркой
Высокое качество; Односторонняя сварка снижает вес и обеспечивает высокую прочность сварки
Металл
<2
100-1M
Замечательный
Двусторонняя сварка увеличивает вес и снижает прочность сварки
Металл
<2
1K-100K
Замечательный
Большой сварной шов; Увеличенный вес и низкая прочность сварки
Металл, Неметаллические
<30
1M-100M
Мин
Высокое качество; Однако этот процесс сложен и требует вакуума и размагничивания.
IV. Преимущества ручного лазерного сварочного аппарата
Технология ручной лазерной сварки произвела революцию в процессах соединения металлов благодаря исключительной простоте эксплуатации, эстетически привлекательным швам, высокой скорости сварки и отсутствию необходимости в расходных материалах. Эта передовая технология эффективно заменяет традиционные методы сварки, такие как сварка вольфрамовым инертным газом (TIG) и ручная дуговая сварка (MMA), особенно для тонколистовых материалов, включая нержавеющую сталь, мягкую сталь, оцинкованные листы, а также различные цветные сплавы.
Эргономичная, портативная конструкция современных систем лазерной сварки имеет решающее значение для их практического применения, делая их идеальными для малых и средних производственных цехов и специализированных сварочных приложений. Портативность и гибкость позволяют выполнять точные манипуляции в условиях ограниченного пространства и сложной геометрии, удовлетворяя разнообразные потребности в изготовлении и ремонте на заказ.
Заменив фиксированные оптические траектории на сварочный пистолет с ручным управлением, ручные лазерные сварочные аппараты изменили традиционную парадигму лазерной сварки. Эта инновация позволяет не только эффективно сваривать такие изделия, как пресс-формы, вывески и кулинарное оборудование, но и облегчает сварочные операции на месте и в полевых условиях, значительно расширяя сферу применения лазерной технологии.
Универсальность ручных систем лазерной сварки распространяется на широкий спектр отраслей и сфер применения, особенно в соединении сложных, нестандартных и тонкостенных деталей. Основные области применения включают:
Архитектурные металлоконструкции: Шкафы, кухонная утварь, компоненты лифтов, стеллажи и перила из нержавеющей стали для дверей и окон.
Промышленное оборудование: Печи, распределительные панели и специализированные корпуса из нержавеющей стали.
Сантехника и скобяные изделия: Прецизионная сварка треугольных вентилей, раковины из нержавеющей стали, фитинги для труб (включая тройники и колена), напольные сливы, дверная фурнитура и запорные механизмы.
Ювелирные изделия и драгоценные металлы: Тонкая сварка нержавеющей стали, алюминия, меди, золота и серебра для изготовления сложных ювелирных изделий и декоративных элементов.
Способность технологии производить высококачественные, точные сварные швы с минимальным тепловыделением и деформацией делает ее особенно подходящей для таких применений, где эстетика, целостность конструкции и коррозионная стойкость имеют первостепенное значение.
Широкий диапазон сварки:
Ручной лазерный сварочный аппарат оснащен оригинальным оптическим волокном длиной 5 м-10 м, что значительно расширяет возможности эксплуатации. Эта функция устраняет ограничения по площади рабочего стола, позволяя выполнять сварочные работы на открытом воздухе и в удаленных местах, что расширяет сферу применения.
Эргономичный дизайн для повышения мобильности:
Станок оснащен подвижной системой шкивов, обеспечивающей эргономичный захват и легкую маневренность. Конструкция без станций позволяет выполнять регулировку в режиме реального времени, что делает ее адаптируемой к различным рабочим условиям и сценариям, от ограниченных пространств до крупных промышленных объектов.
Универсальные сварочные возможности:
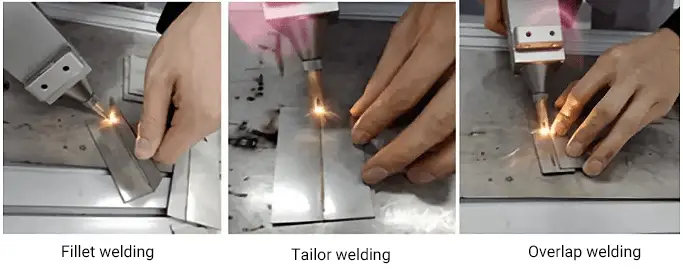
Этот ручной лазерный сварочный аппарат демонстрирует исключительную универсальность и способен выполнять сварные швы под любым углом. В его репертуар входят сварка внахлест, сварка встык, вертикальная сварка, сварка плоской галтели, сварка внутренней и внешней галтели и т. д. Благодаря такой многоугольной функциональности аппарат особенно хорошо подходит для сложных, неправильной формы и больших заготовок, решая задачи в различных областях промышленности.
Превосходное качество сварки:
Используя передовую технологию сварки горячим плавлением, ручной лазерный сварочный аппарат обеспечивает более высокую плотность энергии по сравнению с традиционными методами сварки. В результате достигается превосходное качество сварного шва, характеризующееся:
Минимальная зона термического воздействия, снижающая риск деформации или обесцвечивания материала
Увеличенная глубина провара, обеспечивающая тщательное проплавление и прочную целостность шва
Прочность сварного шва сопоставима с прочностью основного металла или превышает ее, что повышает общую структурную целостность
Оптимизированная послесварочная обработка:
В отличие от традиционных методов сварки, которые часто требуют обширной шлифовки после сварки, ручной лазерный сварочный аппарат позволяет получать стабильно ровные, непрерывные сварные швы. Отсутствие рыбьей чешуи и рубцов устраняет необходимость в последующей полировке, что значительно сокращает время обработки и трудозатраты.
Экономичная эксплуатация:
Система работает без использования расходной сварочной проволоки, что упрощает процесс сварки и снижает затраты на материалы при производстве и обработке. Эта особенность способствует повышению общей эффективности работы и рентабельности.
Дополнительные функции безопасности:
Машина оснащена многочисленными механизмами безопасности:
Сенсорный переключатель, срабатывающий только при контакте с металлическими деталями
Автоматическая блокировка лазера при извлечении заготовки
Сенсорные переключатели с возможностью измерения температуры
Все эти характеристики в совокупности обеспечивают высокий уровень безопасности оператора во время сварочных работ.
Повышение производительности и доступности навыков:
По сравнению с традиционной дуговой сваркой, ручная лазерная сварка позволяет снизить затраты на обработку до 30%. Удобный интерфейс и управление системой снижают технический барьер для операторов, способствуя быстрому обучению и получению высококачественных результатов сварки. Такая доступность способствует повышению производительности и снижению трудозатрат в различных областях промышленности.
V. Ручная лазерная сварка в сравнении с традиционной сваркой
С развитием экономики и совершенствованием сварочных технологий появилось множество методов сварки, из которых можно выбирать.
В отличие от традиционного сварочного оборудования, в современном производстве все больше потребителей отдают предпочтение лазерным сварочным аппаратам.
Так действительно ли лазерная сварка так хороша? Чтобы помочь вам лучше понять особенности этого продукта, я хотел бы рассказать о различиях между лазерной и традиционной сваркой.
Может ли лазерная сварка заменить традиционную? Давайте рассмотрим методы сварки по отдельности.
Низкотемпературная сварка в традиционной сварке - это комбинированный сварочный процесс, при котором припой нагревается пламенем горелки и расплавляется в зазоре между соединяемыми металлами.
Обычно сварное соединение необходимо закопать и предварительно разогреть.
Этот метод громоздок и имеет ряд недостатков, таких как склонность к деформации, разрушению паяных соединений, коррозии и т.д.
В настоящее время он используется редко.
Портативный аппарат для сварки волоконным лазером работает в режиме ручной сварки, обеспечивая гибкость и удобство, а также большую дальность сварки. Фиксированный световой тракт заменяется ручным сварочным пистолетом.
Ручной волоконно-лазерная сварка Аппарат в основном используется для лазерной сварки больших заготовок на большом расстоянии. Во время сварки зона теплового воздействия минимальна, что предотвращает деформацию, почернение и маркировку на обратной стороне заготовки.
Кроме того, глубина сварки значительная, шов прочный, проплавление адекватное, без депрессии на выпуклой части растворенного материала или матричной структуры растворной ванны.
Что отличает ручную сварку от традиционной? Первая отличительная особенность лазерной сварки - минимальная деформация заготовки и практически полное отсутствие зазора в шве.
Соотношение глубины и ширины велико: для мощных устройств оно составляет 5:1, а для максимальных - 10:1.
Прочность сварного шва высокая, скорость сварки быстрая. сварной шов узкая, а качество поверхности обычно хорошее, что устраняет необходимость в послесварочной зачистке и обеспечивает более эстетичный внешний вид по сравнению с традиционной сваркой.
Лазерная сварка позволяет сваривать труднодоступные детали и обеспечивает возможность бесконтактной сварки. дистанционная сварка. Однако лазерная сварка ограничена тонкими пластинами, поскольку она не обладает достаточной проникающей способностью и не может быть использована для сварки шасси и рамы.
Этого можно добиться с помощью точечной сварки, но при точечной сварке необходимо укладывать две тонкие пластины друг на друга, в результате чего получается 15-миллиметровый ламинат, который не только ухудшает внешний вид, но и увеличивает вес автомобиля.
Несмотря на то, что лазерная сварка на сегодняшний день является самой передовой технологией сварки кузова, нецелесообразно использовать лазерную сварку для всего автомобиля.
Лазерная сварка - это бесконтактный метод, не требующий давления в процессе работы. Она быстрая, эффективная и имеет большую глубину при минимальных затратах. остаточное напряжение и деформации. Сварка может производиться при комнатной температуре или в специальных условиях, например, в закрытом помещении, а оборудование простое и не излучает рентгеновских лучей.
Он может использоваться для сварки тугоплавких материалов, таких как металлы с высокой температурой плавления, и даже неметаллические материалы таких как керамика и оргстекло. Гибкость при сварке материалов специальной формы делает его идеальным для бесконтактной сварки труднодоступных деталей на большом расстоянии.
Благодаря фокусировке лазерного луча можно получить небольшие пятна, а поскольку на них не влияют магнитные поля и их можно точно позиционировать, они подходят для микросварки при сборке микро- и небольших заготовок в массовом автоматическом производстве.
Лазерный луч можно легко разделить во времени и пространстве и передать на несколько рабочих станций с помощью коммутационных устройств, что позволяет одновременно обрабатывать несколько лучей и обрабатывать несколько рабочих станций для более точной сварки.
Поскольку процесс является бесконтактным, нет проблем с потерей или заменой инструмента, а также нет необходимости в электродах, что позволяет избежать загрязнения или повреждения электродов.
Лазерная сварка может быть автоматизирована для высокоскоростной сварки и может управляться с помощью цифровых или компьютерных средств.
В отличие от традиционных сварочных аппаратов, для работы с которыми требуются опытные специалисты, управлять ими могут обычные сотрудники, обладающие базовыми компьютерными знаниями. Это значительно экономит средства предприятия.
Может ли лазерная сварка заменить традиционную? Ответ - да, поскольку лазерная сварка имеет больше преимуществ, чем традиционная, в трех ключевых областях.
Высокая скорость сварки
Соответствует требованиям массового производства
Соответствует требованиям непрерывного производства
Лазерная сварка в 2-10 раз быстрее традиционной и позволяет сэкономить как минимум двух сварщиков в год за счет использования одного аппарата. Она не требует специальных технических навыков и может легко управляться обычными рабочими благодаря простой, интуитивно понятной конструкции.
Не требуется дополнительного обучения или руководства, что позволяет создавать прекрасные сварные изделия без посторонней помощи.
Готовая сварная деталь будет плоской, гладкой и эстетически привлекательной, не требующей шлифовки, полировки или обширной последующей обработки. Это упрощает процесс полировки и экономит время и средства.
VI. Традиционная сварка VS ручная лазерная сварка
Ручной лазерный сварочный аппарат обладает рядом существенных преимуществ по сравнению с традиционными методами сварки:
Упрощенная эксплуатация: Ручные лазерные сварочные аппараты требуют минимального обучения, что значительно сокращает расходы на обучение оператора и время выхода на проектную мощность. Такая доступность позволяет более широкому кругу персонала эффективно выполнять сварочные задачи.
Повышенная скорость и эффективность: Технология лазерной сварки обеспечивает превосходную скорость и эффективность обработки. Она позволяет получать высококачественные, гладкие сварные швы, которые часто не требуют шлифовки или финишной обработки после сварки, что упрощает весь производственный процесс.
Универсальная совместимость с материалами: Эти аппараты отлично справляются со сваркой различных материалов, включая нержавеющую сталь, углеродистую сталь, оцинкованную сталь и алюминиевые сплавы. Такая универсальность позволяет повысить гибкость производства и снизить потребность в нескольких специализированных сварочных системах.
Непревзойденная гибкость: ручные лазерные сварочные аппараты позволяют создавать точные, малогабаритные соединения с минимальными зонами термического воздействия. Их компактная конструкция устраняет необходимость в специальных рабочих местах для сварки, обеспечивая непревзойденную мобильность при работе в удаленных местах или на объекте. Такая гибкость особенно важна в условиях ограниченного пространства или сложной геометрии, где традиционные методы сварки не подходят.
Снижение затрат на обслуживание: Упрощенная конструкция и сфокусированная подача энергии в системах лазерной сварки приводят к меньшему износу компонентов. В сочетании с минимальным количеством необходимых расходных материалов это приводит к значительному сокращению затрат на техническое обслуживание и времени простоя по сравнению с традиционным сварочным оборудованием.
Исключительное соотношение цены и качества: Ручные лазерные сварочные аппараты обладают двойной функциональностью, выступая в качестве как мобильных сварочных аппаратов, так и высокоточных инструментов для ремонта пресс-форм при установке на системы позиционирования. Такая универсальность делает их идеальным вложением для малых и средних производителей, предлагая передовые возможности сварки без высоких затрат, связанных с большими стационарными лазерными системами.
Усовершенствованный контроль процесса: Многие ручные лазерные сварочные аппараты оснащены системами мониторинга и адаптивного управления в режиме реального времени, что обеспечивает стабильное качество сварки и снижает зависимость от навыков оператора. Эта функция сводит к минимуму количество дефектов и повышает общее качество продукции.
Экологически безопасно: При лазерной сварке образуется минимальное количество дыма и брызг по сравнению с традиционными методами дуговой сварки, что создает более чистую и безопасную рабочую среду и снижает потребность в обширных системах вентиляции.
VII. Ручной лазерный сварочный аппарат в сравнении с аргонодуговой сваркой
Потребление энергии: По сравнению с традиционной дуговой сваркой, ручной лазерный сварочный аппарат может сэкономить от 80% до 90% электроэнергии и снизить стоимость обработки примерно на 30%.
Сварочный эффект: Ручная лазерная сварка может эффективно сваривать разнородную сталь и разнородные металлы. К преимуществам относятся высокая скорость, низкая деформация и небольшая зона термического влияния. Полученное сварное соединение является чистым, ровным, без воздушных отверстий или с небольшим их количеством, а также без загрязнений. Машина способна выполнять микросварку и прецизионную сварку.
Последующие процессы: Благодаря низкому тепловыделению в процессе сварки ручной лазерный сварочный аппарат минимизирует деформацию заготовки и позволяет получить красивую поверхность шва, которая требует минимальной последующей обработки или вообще не требует ее. Это значительно снижает трудозатраты, связанные с масштабными процессами полировки и выравнивания.
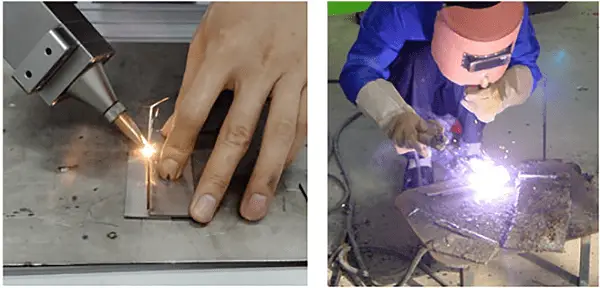
Процесс сварки разнородных деталей: Аргонодуговая сварка: Это разновидность точечной сварки, при которой заготовка соединяется со сварочным рубцом и нахлестом. Потребляемое тепло велико, и для удаления шрама требуется значительная последующая обработка детали, например, полировка. Также необходима вспомогательная сварочная проволока.
Ручная лазерная сварка: В этом процессе используется непрерывное лазерное излучение без прямого контакта с заготовкой. Лазер излучает высокотемпературный свет, который мгновенно расплавляет металл, создавая расплавленную ванну. Газ равномерно подается в сварной шов и охлаждает его. В результате получается мгновенно горячий или холодный шов с минимальным тепловым воздействием, создающий красивый шов без шрамов. В зависимости от требований заказчика сварочная деталь может не нуждаться в дальнейшей шлифовке.
Аргонодуговая сварка не подходит для сварки тонких листов, так как она обладает высоким тепловым эффектом и не может сваривать листовой металл менее 1 мм.
Ручная лазерная сварка, с другой стороны, подходит для сварки тонких листов толщиной до 3 мм, в то время как аргонодуговая сварка должна использоваться, если толщина листа превышает 4 мм.
Подходящий процесс и функция:
Аргонодуговая сварка подходит для жестких элементов или крепежа, например, для сварки пластины или трубы толщиной 4 мм+, корпуса кровати.
Он подходит для армирования и несущих целей, не требующих точности и красоты. Он способен выполнять точечную сварку, укладку по толщине и укрепление самой заготовки, при этом не нужно ориентироваться на внешний вид.
В этом случае добавленная стоимость продукта также отличается, и нет необходимости выбирать лазерную сварку.
Ручная лазерная сварка подходит для деталей, требующих красивого внешнего вида, опорных и конструкционных деталей.
В случае отсутствия или ложной сварки:
Аргонодуговая сварка: при повторной точечной сварке на исходной заготовке образуются ямы. Чем чаще ремонтируется сварка, тем больше вероятность ее разрушения, что приводит к высоким затратам, особенно при работе с крупными деталями.
Ручная лазерная сварка: с другой стороны, позволяет гибкий ремонт сварки и заготовки могут быть сварены соответственно. Сварочная проволока также может быть заполнена в соответствии с фактическим спросом, и небольшая полировка может быть выполнена позже.
сварка присадочной проволокой
Тепловые эффекты:
Аргонодуговая сварка: выделяет большое количество тепла и медленно отводит его, в результате чего место сварки раскаляется докрасна.
Ручная лазерная сварка: не имеет теплового эффекта и быстро отводит тепло.
Мобильность:
Аргонодуговая сварка: поставляется с моторным блоком (корпусом пистолета) длиной 3 метра, который нелегко перемещать.
Ручной лазерный сварочный аппарат: длина кабеля составляет 5-20 метров, что позволяет легко перемещать его.
Фактор риска:
Аргонодуговая сварка: генерирует крупные искры, которые могут брызнуть на тело и лицо.
Ручная лазерная сварка: без риска благодаря использованию защитных очков, без искр.
Требования к работникам:
Ручной лазерный сварочный аппарат: прост в эксплуатации и требует всего 3 часа обучения для обычных рабочих, чтобы начать сварку.
Сравнение эффективности:
Ручная лазерная сварка в 10 раз быстрее аргонодуговой.
Сварочная нагрузка или напряжение:
Различные мощности, соответствующие разной толщине, можно комбинировать с толщина сварки и мощности для достижения полного проникновения в заготовку.
Сварка с проплавлением будет прочнее самого материала, так как он отрезается после нагрева и становится более износостойким после второго нагрева и ковки.
Клиенты могут самостоятельно изготовить образцы для испытаний на растяжение, и они могут обнаружить, что место сварки не разрушается, в то время как место без сварки разрушается первым.
Поворот головки ручной лазерной сварки машины
Температура сварки: Максимальная температура сварки может достигать 4000°C, при этом тепло контролируется и мгновенно отводится, что приводит к минимальному тепловому эффекту.
Односторонняя и двухсторонняя сварка: Как правило, прочность односторонней сварки не так велика, как двусторонней. Поверхность при двусторонней сварке нагревается более равномерно, что приводит к лучшему внешнему виду и меньшему тепловому эффекту и деформации. Если вы хотите добиться большей прочности при односторонней сварке, процесс должен быть замедлен, что приводит к большему нагреву и большему тепловому эффекту.
Ручная лазерная сварка vs аргонодуговая сварка vs стол для сварки твердым YAG
VIII. Особенности ручного лазерного сварочного аппарата
Ручные лазерные сварочные аппараты сочетают в себе удобство управления и передовые технологические возможности, что делает их неоценимым помощником в современном металлопроизводстве. Эти аппараты разработаны для простоты использования, позволяя операторам с минимальной подготовкой получать высококачественные сварные швы, что снижает общие затраты на обучение и повышает гибкость рабочей силы.
Эффективность этих машин поражает воображение: они отличаются высокой производительностью и высокой скоростью сварки. Они производят точные, эстетически привлекательные сварные швы, которые часто не требуют послесварочной шлифовки или финишной обработки, тем самым оптимизируя производственные процессы и снижая трудозатраты.
Одним из ключевых преимуществ технологии ручной лазерной сварки является ее универсальность в плане совместимости с материалами. Она позволяет сваривать широкий спектр металлов, включая нержавеющую сталь, углеродистую сталь, оцинкованную сталь и алюминиевые сплавы, но не ограничиваясь ими. Такая адаптивность делает его идеальным решением для различных производственных сред и многоматериальных применений.
В процессе лазерной сварки генерируется высокофокусированный пучок энергии, в результате чего образуется небольшая зона термического влияния (HAZ) и минимальные тепловые искажения. Такая точность позволяет сваривать тонкие материалы и сложные детали без ущерба для целостности конструкции. Компактность сварочной точки также позволяет выполнять сварку в узких или труднодоступных местах, что устраняет необходимость в специальных сварочных верстаках и экономит ценное пространство цеха.
Оснащенные сменными лазерными сварочными головками, эти портативные аппараты обеспечивают исключительную гибкость при решении различных сварочных задач. Модульная конструкция позволяет экономично заменять принадлежности и легко адаптироваться к различным требованиям сварки, повышая долговечность и универсальность аппарата.
Кроме того, последние достижения в области лазерных технологий позволили повысить энергоэффективность и снизить энергопотребление по сравнению с традиционными методами сварки. Это не только снижает эксплуатационные расходы, но и согласуется с практикой устойчивого производства, что делает ручную лазерную сварку экологически безопасным выбором для современных производственных предприятий.
IX. Применение ручной лазерной сварки
Ручная лазерная сварка стала преобразующей технологией в области экологичного восстановления, предлагая значительные преимущества по сравнению с традиционными методами сварки. Высокая скорость работы, точность и энергоэффективность делают ее незаменимым инструментом в различных секторах мировой экономики, включая микроэлектронику, автомобилестроение, аэрокосмическую технику и производство промышленного оборудования.
Являясь ключевым фактором интеллектуального производства, технология лазерной сварки, особенно в ее портативной форме, отлично подходит для сложных и нестандартных сценариев сварки, где традиционные приспособления непрактичны. Эта универсальность особенно ценна в таких областях, как производство листового металла, изготовление шасси, систем удержания жидкостей, электрических шкафов, модульных кухонных гарнитуров и архитектурных металлических конструкций для дверей и окон.
Технология быстро завоевала популярность в процессах соединения тонких металлов, эффективно вытеснив традиционные методы аргонодуговой и электрической сварки таких материалов, как нержавеющая сталь, низкоуглеродистая сталь и алюминиевые сплавы. Способность получать высококачественные, точные сварные швы с минимальными зонами термического влияния сделала ее особенно привлекательной для отраслей, требующих превосходной отделки и структурной целостности.
Экспоненциальный рост рынка электромобилей (EV) стал катализатором внедрения ручной лазерной сварки, особенно в производстве современных аккумуляторных систем. Способность технологии создавать герметичные уплотнения и совместимость с автоматизацией сделали ее критически важным процессом в производстве батарей для электромобилей, где качество сварки напрямую влияет на характеристики и безопасность автомобиля.
Отраслевые аналитики прогнозируют блестящее будущее для ручной лазерной сварки, поскольку она продолжает проникать в ключевые отрасли. Благодаря постоянным усилиям по стандартизации, технология готова к широкой интеграции в такие важные отрасли, как железнодорожный транспорт, аэрокосмическая техника, автомобилестроение и производство медицинского оборудования. Ее потенциал для повышения производительности, улучшения качества сварки и снижения воздействия на окружающую среду хорошо согласуется с глобальным стремлением к устойчивому и эффективному производству.
По мере развития технологии мы можем ожидать дальнейших инноваций в системах доставки лучей, контроля качества в реальном времени и интеграции с роботами, что еще больше расширит сферу ее применения и закрепит ее роль в будущем передового производства.
X. Почему ручные лазерные сварочные аппараты могут повлиять на рынок сварки?
Эволюция технологии ручной лазерной сварки привела к значительному прогрессу, и сейчас на рынке доступны аппараты четвертого поколения. Эти передовые устройства предлагают сочетание точности, эффективности и универсальности, что меняет сварочную индустрию.
Одним из ключевых преимуществ современных ручных лазерных сварочных аппаратов является их адаптивность. Мощность сварки можно точно регулировать, а размер и ширину сварочного шва - подстраивать под различные материалы и конфигурации швов. Такая гибкость не только повышает удобство работы, но и способствует существенной экономии средств за счет оптимизации использования материалов и сокращения повторной обработки.
Лазеры, используемые в этих установках, поставляются от авторитетных производителей, известных своими высококачественными оптическими компонентами. Эти лазеры обладают впечатляющими характеристиками, включая высокую энергоэффективность, стабильный выход луча и увеличенный срок службы - до 100 000 часов. Такая долговечность значительно сокращает время простоя в обслуживании и расходы на замену оборудования в течение всего срока службы.
При разработке этих сварочных аппаратов первостепенное внимание уделялось эргономике и портативности. Элегантный, удобный для пользователя форм-фактор получил положительные отзывы от операторов в различных отраслях промышленности. Интеграция 10-метрового оптоволоконного кабеля, соединяющего сварочный пистолет с основным блоком, обеспечивает исключительную маневренность. Увеличенный радиус действия позволяет выполнять сварку в различных условиях, в том числе на открытом воздухе, что расширяет возможности применения аппарата за пределы традиционных мастерских.
По сравнению с традиционными методами дуговой сварки ручная лазерная сварка обладает рядом неоспоримых преимуществ:
Энергоэффективность: Лазерная сварка позволяет сократить потребление энергии на 80-90%, что приводит к значительной экономии средств и снижению воздействия на окружающую среду.
Экономическая эффективность: Затраты на обработку могут быть снижены примерно на 30% за счет уменьшения отходов материала, увеличения скорости сварки и снижения потребления энергии.
Простота использования: кривая обучения работе с этими машинами необычайно коротка, большинство пользователей овладевают навыками работы с ними всего за 30 минут обучения. Такая доступность снижает технический барьер для входа, потенциально расширяя круг квалифицированных операторов и снижая затраты на оплату труда.
Точность и качество: Лазерная сварка позволяет получать высококачественные узкие швы с минимальными зонами термического влияния, что обеспечивает прочность соединений и улучшает эстетику.
Универсальность: Эти машины могут работать с широким спектром материалов и толщин, от тонкой фольги до толстых листов, что делает их пригодными для применения в различных отраслях промышленности.
Простота управления в сочетании с возможностями аппарата сделала ручную лазерную сварку доступной для более широкого круга пользователей, независимо от физической силы или предыдущего опыта сварки. Такая демократизация передовой технологии сварки способна решить проблему нехватки квалифицированной рабочей силы в отрасли.
В заключение следует отметить, что ручные лазерные сварочные аппараты получили широкое признание в сварочном секторе благодаря удобству эксплуатации, экономичности и превосходному качеству сварных швов. Поскольку эта технология продолжает развиваться и становится все более доступной, она способна оказать значительное влияние на рынок сварки, повысив производительность, снизив затраты и открыв новые возможности для точного соединения в различных отраслях промышленности.
XI. Каковы преимущества выбора ручного лазерного сварочного аппарата для сварки нержавеющей стали
Ручные лазерные сварочные аппараты предлагают значительные преимущества для сварки нержавеющей стали, революционизируя процесс изготовления благодаря своей эффективности и универсальности. Эти системы значительно снижают требования к подготовке заготовок и сводят к минимуму необходимость в обширном опыте оператора, оптимизируя общий процесс сварки.
Для предприятий, занимающихся производством изделий из нержавеющей стали, простота эксплуатации имеет первостепенное значение. Оператору достаточно настроить параметры сварки в зависимости от толщины листа нержавеющей стали, что исключает необходимость в дополнительных присадочных материалах или расходных материалах. Это не только снижает затраты на материалы, но и упрощает управление запасами и уменьшает количество отходов.
Ручной лазерный сварочный аппарат отличается высокой проникающей способностью и позволяет получать высококачественные, эстетически привлекательные и структурно прочные сварные швы. Его эффективность особенно заметна при сварке архитектурных элементов из нержавеющей стали, таких как двери, окна и перила, где требуется меньшая мощность лазера по сравнению с традиционными методами. Снижение потребляемой мощности повышает энергоэффективность и безопасность работы.
Гибкость в применении - ключевое преимущество, которому способствует 5-метровое импортное оптическое волокно сварочной головки. Эта функция обеспечивает беспрепятственное проведение сварочных работ на открытом воздухе, расширяя спектр возможных рабочих сред и областей применения. Эргономичный дизайн ручного сварочного пистолета позволяет выполнять многоугловую сварку сложных геометрических форм, а двойной оптический тракт с интеллектуальным переключением и равномерным распределением энергии с временным разделением обеспечивает стабильное качество сварки вне зависимости от положения.
Универсальность системы распространяется и на ее пригодность для точечной сварки сложных деталей и устройств. Кроме того, потенциал автоматизации за счет интеграции с роботами-манипуляторами открывает возможности для повышения производительности и точности в сценариях крупносерийного производства.
Совместимость с материалами у этого ручного лазерного сварочного аппарата очень широкая, она охватывает не только нержавеющую сталь, но и углеродистую сталь, а также различные другие сплавы. Такая широкая область применения делает его бесценным инструментом в различных отраслях промышленности, включая:
Производство оборудования для общественного питания
Производство бытовой техники
Изготовление рекламы и вывесок
Прецизионное изготовление пресс-форм
Архитектурные металлоконструкции (например, двери и окна из нержавеющей стали)
Декоративные изделия из металла
Производство потребительских товаров
Производство мебели
Изготовление автомобильных деталей
XII. Проблемы ручной лазерной сварки
Несмотря на то, что портативные системы лазерной сварки набирают обороты в отрасли, сохраняется ряд проблем. В настоящее время производители оборудования предлагают на рынке преимущественно непрерывные волоконные лазеры мощностью от 200 до 1500 Вт, что обеспечивает баланс между портативностью и возможностями сварки.
Безопасность остается первостепенной задачей при выполнении операций ручной лазерной сварки. Операторы должны пройти строгую подготовку, чтобы снизить риски, связанные с мощными лазерными лучами. Возможность получения серьезных ожогов или возникновения пожара требует строгого соблюдения протоколов безопасности, включая запрет направлять лазер на людей или окружающие предметы. Это требование повышенной ситуационной осведомленности может повлиять на эффективность рабочего процесса и комфорт оператора.
Процесс сварки, хотя и направлен на заготовку, создает высокоинтенсивные отражения, представляющие значительную опасность для глаз. Поэтому операторы должны носить специальные защитные очки с соответствующими показателями оптической плотности. Эти очки должны эффективно фильтровать специфические длины волн, излучаемые лазером, сохраняя при этом достаточную видимость для точных сварочных операций.
Дополнительные задачи включают:
Управление нагревом: Непрерывная работа портативных устройств может привести к накоплению тепла, потенциально влияющего как на лазерный источник, так и на комфорт оператора.
Ограничения по источникам питания: Необходимость в мощных электрических входах может ограничить мобильность и использование в полевых условиях.
Долговечность системы доставки луча: Волоконно-оптические кабели и фокусирующая оптика должны выдерживать многократное обращение и возможные удары.
Оптимизация параметров процесса: Достижение стабильного качества сварки различных материалов и конфигураций соединений требует сложных систем управления и опыта оператора.
Соответствие нормативным требованиям: Соблюдение меняющихся стандартов безопасности и получение необходимых сертификатов для портативных лазерных устройств может быть сложной и трудоемкой задачей для производителей.
Решение этих проблем с помощью технологических достижений и усовершенствованных мер безопасности имеет решающее значение для широкого распространения ручных систем лазерной сварки. Инновации в области формирования луча, адаптивной оптики и интеллектуального мониторинга процесса могут значительно повысить безопасность и производительность. По мере решения этих проблем рынок ручных лазерных сварочных систем будет стремительно расти благодаря их потенциалу революционизировать сварочные операции на месте в различных отраслях промышленности.
XIII. Какие проблемы решает ручная лазерная сварка?
1. Применение в производстве кухонной посуды
Ручное оборудование для лазерной сварки кухонной утвари позволяет сэкономить от 80% до 90% электроэнергии. Кроме того, по сравнению с дуговой сваркой затраты снижаются примерно на 30%.
Кроме того, это оборудование способно сваривать разнородную сталь и разнородные металлы и легко поддается механизации и автоматизации.
В области обработка листового металлаЛазерная сварка имеет очевидные преимущества по сравнению с традиционной аргонодуговой сваркой.
Эти преимущества включают в себя более высокую эффективность, минимальную термическую деформацию, более привлекательный внешний вид, повышенную прочность, отсутствие необходимости в послесварочной полировке, возможность выполнения бесшовных соединений. стыковая сваркаГибка, штамповка и резка.
3. Применение в области обработки ванных комнат из нержавеющей стали
В области сварки сантехники из нержавеющей стали ручная лазерная сварка обеспечивает бесшовное соединение таких фитингов, как краны и раковины, с яркими и привлекательными сварочными швами.
Процесс позволяет сваривать прямые углы на 360 градусов, что делает его удобным и простым в эксплуатации.
XIV. Ручной лазерный сварочный аппарат Рабочая среда
Перед использованием лазера убедитесь в правильности подключения заземления.
Продукт не поставляется со встроенными компонентами, все обслуживание должно проводиться под руководством технического персонала компании.
Во избежание поражения электрическим током не вскрывайте этикетку и не снимайте крышку. Любое повреждение изделия не подлежит гарантийному обслуживанию.
Выходная головка лазера подключена к оптическому кабелю. Внимательно осмотрите выходную головку, чтобы избежать загрязнения пылью или другим мусором.
При очистке выходного объектива используйте специальную бумагу для объективов.
Ненормальная работа может привести к повреждению лазера, если он используется не в соответствии с инструкциями данного руководства.
Запрещается устанавливать выходную головку во время работы лазера.
Не смотрите прямо в выходную головку. При работе с аппаратом обязательно используйте надлежащую защиту от лазера.
Меры предосторожности
(1) Перед подключением лазерного сварочного аппарата к сети переменного тока необходимо убедиться, что используется правильное напряжение переменного тока 380 В. Невыполнение этого требования может привести к непоправимому повреждению лазера.
(2) Эксплуатация лазера вне рамок методов управления или настройки, указанных в данном руководстве, также может привести к повреждению.
(3) Поддержание чистоты выходной линзы имеет решающее значение для хорошей коллимации лазерного излучения. Любое повреждение линзы приведет к непоправимому повреждению лазера.
(4) Когда коллиматор не используется, важно закрывать его защитным колпачком и не прикасаться к объективу на выходном конце. При необходимости очистки следует использовать специальную бумагу для линз и спирт.
(5) Гарантия не распространяется на любые потери мощности лазера в результате неправильной эксплуатации, как указано выше.
Технические параметры ручной лазерной сварочной машины
Модель
Оптические характеристики
Среда тестирования
Номинальная выходная мощность (W)
1000-2000
Режим работы
Непрерывный / модуляция
Выходное пятно
Вращающееся моторное кольцо с переменным количеством точек
Диапазон регулирования мощности (%)
10~100
Центральная длина волны (нм)
1080
Номинальная выходная мощность
Нестабильность выходной мощности
<3%
Номинальная выходная мощность;
Время непрерывной работы: ≥ 5 часов;
Рабочая температура: 25 ℃
Частота модуляции (Гц)
50~5k
Номинальная выходная мощность
Красный индикатор указывает на выходную мощность (мВт)
0.5~1
Оптические характеристики выходной головки
Качество луча (BPP, мм-мрад)
<2
Номинальная выходная мощность
Числовая апертура
0.2
Диаметр сердцевины волокна (мкм)
50
25, 100, 200 Дополнительно
Длина выходного волокна (m)
10-15
Электрические свойства
Рабочее напряжение
Трехфазная пятипроводная система 380V±10% 50/60 Гц переменного тока
Максимальная потребляемая мощность (W)
5000
Режим управления
Гипертерминал /RS-232/AD
Другие особенности
Размеры (Ш×Г×Д)
Вес (кг)
<300
Температурный диапазон рабочей среды (℃)
10~40
Диапазон влажности рабочей среды (%)
<70
Температура хранения (℃)
-10~60
Режим охлаждения
водяное охлаждение
XV. Подготовка ручного лазерного сварочного аппарата перед использованием
1) Настройка температуры воды в системе охлаждения:
Летом (температура окружающей среды выше 30 ℃) 29 ± 0,5 ℃.
Зимой (температура окружающей среды ниже 30 ℃) 25 ± 0,5 ℃.
2) Требования к охлаждающей жидкости:
В качестве охлаждающей воды следует использовать очищенную воду, а также рекомендуется пить очищенную воду.
Чтобы избежать засорения воды в чиллере из-за роста плесени, рекомендуется добавлять этанол 10% при добавлении чистой воды.
Если температура окружающей среды оборудования находится в диапазоне от -10℃ до 0℃, следует использовать раствор этанола 30% и заменять его каждые два месяца.
Если температура окружающей среды оборудования ниже -10℃, необходимо использовать двухсистемный чиллер с функцией обогрева и обеспечить непрерывную работу системы охлаждения.
Другие требования к системе охлаждения:
Если лазер не используется в течение длительного времени, важно слить охлаждающую воду из системы охлаждения и лазера, чтобы предотвратить непоправимые повреждения лазерного оборудования.
Важно правильно настроить температуру воды в системе охлаждения в соответствии с температурой окружающей среды.
Если температура воды установлена слишком высокой, это может привести к неисправности лазера.
С другой стороны, если температура воды установлена слишком низко, в лазере или его выходной головке может образоваться конденсат, что приведет к непоправимому повреждению лазерного оборудования.
Перед запуском лазера необходимо убедиться, что система охлаждения работает правильно и температура воды достигла нужного уровня.
(Летом: 29 ± 0,5°C; зимой: 25 ± 0,5°C)
Меры предосторожности при установке
(1) Расположите оборудование в горизонтальном положении и закрепите его при необходимости.
(2) Перед включением питания убедитесь, что источник питания стабилен (220-380 В переменного тока ± 10%, 50/60 Гц), а провод заземления находится в хорошем состоянии.
(3) Подключите все силовые и управляющие линии при выключенном питании.
(4) Подключите систему охлаждения к лазеру и выходной головке, следуя указаниям на входе и выходе воды.
(5) Осмотрите выходную головку лазера и при необходимости очистите ее перед установкой в оборудование. Если на выходной головке обнаружена пыль, не устанавливайте и не эксплуатируйте лазер до тех пор, пока она не будет очищена.
(6) Во время установки перемычек обращайтесь с желтым/металлическим защитным кожухом осторожно, избегая повреждения оптического волокна, не наступая на него, не сжимая и не перегибая его.
(7) При установке или снятии выходной лазерной головки обращайтесь с ней осторожно, избегая вибрации.
(8) Во время установки выходной головки с перемычками поддерживайте чистоту окружающей среды, чтобы избежать загрязнения выходной головки. Например, не используйте электрические вентиляторы для отвода тепла летом, когда жарко, чтобы избежать большого количества пыли в воздухе.
(9) Минимальный радиус изгиба волокна лазерной передачи не должен быть меньше 20 см во время транспортировки и хранения, когда лазер не используется. Когда лазер находится в состоянии выхода, минимальный радиус изгиба не должен быть меньше 30 см.
Все линии управления лазером должны подключаться при выключенном питании, чтобы избежать возможного повреждения лазера из-за электрического заряда при монтаже линий управления.
Выходное волокно лазера следует держать в максимально расслабленном положении, скручивание выходного волокна запрещено.
Если диаметр волокна слишком мал, это может привести к повреждению лазерного выхода.
При установке и снятии выходной лазерной головки обращайтесь с ней осторожно, избегая вибрации.
Перед сборкой выходной лазерной головки убедитесь, что оптическая линза и полость режущей головки чистые и не содержат загрязняющих веществ.
Во избежание загрязнения тщательно следите за защитным колпачком выходной головки. В противном случае защитный колпачок может стать причиной косвенного загрязнения выходной головки.
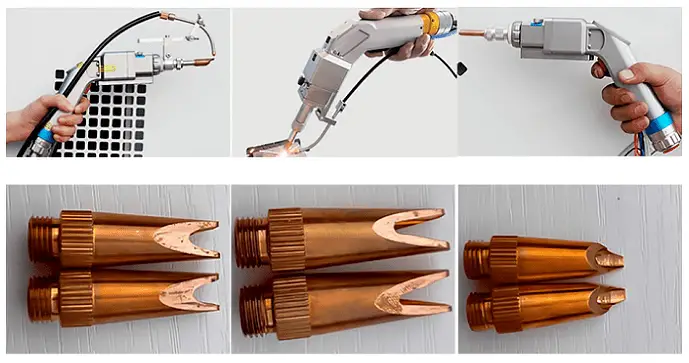
XVI. Шеститочечные узоры ручной лазерной сварки
(1) Аппарат предлагает три новые формы балки и шесть форм балки на выбор, что позволяет настраивать его в соответствии с потребностями различных форм балок для сварки внутренних и внешних углов, плоская сварка, и угловая сварка.
(2) Двойной маятник Qilin позволяет регулировать плотность энергии, эффективно сваривая в диапазоне от 0,2 до 5 мм.
Нет.
Модель
Преимущества
1
Пятно
Маленькое пятно, сильная энергия, подходит для сварки и резки в проход.
2
Линия
Ширину сварки можно регулировать, и она способна в определенной степени проникать в толстые листы.
Это делает его пригодным для сварки внешних углов, сварки встык и сварки с подачей проволоки.
3
Круг
Диаметр можно регулировать, что обеспечивает равномерное распределение плотности энергии.
Преимущества использования высокочастотной сварки для тонких листов очевидны.
4
Double O
Регулируемый диаметр служит для уменьшения пустот, увеличения размера пятна и обеспечения более равномерного излучения света по всей пластине.
Эта особенность делает его подходящим для всех типов угловая сварка.
5
Треугольник
Регулируемая ширина помогает уменьшить пустоты и обеспечивает равномерный нагрев трех сторон плиты.
Кроме того, сварка с подачей проволоки позволяет снизить частоту и получить сварочное пятно в форме рыбьей чешуи, что значительно лучше, чем сварка с одним поворотом. сварные швы.
6
8 стиль
Благодаря треугольной конструкции световое пятно еще больше увеличивается, что позволяет многократно нагреть пластину.
Эта особенность позволяет использовать его для сварки на больших расстояниях.
XVII. Проблемы ручного лазерного сварочного аппарата
Отсутствие индикации состояния проводки или прерывистый световой поток во время сварки:
Возможно, проводящий сигнал не подключен.
Возможно, провод ослаблен и вставлен ненадежно.
Возможно, зажим "крокодил" не образует петлю с сигналом DT1.
Прерывистое свечение может также возникать из-за неплотного прилегания медного сопла или ржавчины на пластине во время сварки.
Газ не поддается контролю:
Сенсорная кнопка газа может быть не закрыта.
Возможно, задержка газа установлена слишком высоко.
Положительный и отрицательный полюса газового клапана могут быть перевернуты.
Защитная линза легко выгорает:
Газ может быть не чистым или в нем может отсутствовать давление воздуха.
Кольцо пробки поддона может быть повреждено.
Положение смещения красного света может быть слишком большим.
На тарелке могут быть масляные пятна.
Перегрев головки сварочной горелки:
Это может быть связано с выгоранием защитной линзы.
Контур циркуляции воды в водоохладителе может быть заблокирован.
Диаметр волокна лазера может быть слишком большим.
Параметры сенсорного экрана не могут быть изменены:
Это может быть вызвано сильными статическими помехами.
Программа сенсорного экрана может быть искажена.
Перезапуск программы может решить проблему".
XVIII. Техническое обслуживание ручного лазерного сварочного аппарата
Очистка головки сварочного пистолета:
Не протирайте головку пистолета водой или любыми агрессивными жидкостями.
Не используйте пневматический пистолет или сильный ветер для обдува любой части головки пистолета.
Замена защитной линзы:
Следите за чистотой окружающей среды.
Выключите вентилятор или кондиционер.
При снятии защитной линзы закройте щель в корпусе пистолета клейкой лентой, чтобы предотвратить попадание пыли.
Работа с головкой сварочного пистолета:
Внутри головки сварочного пистолета расположено несколько групп мощных хрупких отражающих линз.
Категорически запрещается ударять или ронять головку сварочного пистолета.
Использование продукта:
Вся машина должна быть заземлена, а провод заземления должен быть исправен.
Лазерный сварочный аппарат нельзя использовать на одной консоли с аппаратом аргонодуговой сварки, а также в сочетании с ним.
XIX. Устранение неисправностей ручного лазерного сварочного аппарата
Внимание
Обслуживание:
Должен выполняться персоналом, имеющим сертификат технического обслуживания.
При измерении электроэнергии в режиме онлайн следует соблюдать осторожность, так как при подключении питания присутствует опасное напряжение.
Плата не работает
Индикатор печатной платы не работает
Поврежден ли аварийный выключатель
Ослаблен ли предохранитель печатной платы
Печатная плата имеет цилиндрическую форму 5×20
Прозрачная стеклянная трубка с током 6A
Обслуживание устройства
Каждый раз перед запуском устройства проверяйте, вентилируется ли фильтрующий экран машины для воды
Сетка фильтра отфильтрует пыль и волосы в воздухе, как показано на рисунке
Пожалуйста, продуйте конденсатор в течение длительного времени:
Обслуживание резервуара для воды:
Перед запуском устройства проверьте уровень воды и пополняйте его по мере необходимости.
Регулярно меняйте качество воды, меняйте воду каждые 62 дня, чтобы поддерживать ее качество.
Если необходимо добавить внешнюю жидкость, допускается только этанол (технический спирт) в соотношении 4:1 между водой и спиртом. В более холодных регионах с температурой ниже 4-5 градусов рекомендуется не выключать машину на ночь во избежание замерзания и повреждения. Как только температура повысится, слейте воду и используйте ее повторно.
Если прибор не используется в течение длительного времени, откройте сливное отверстие, чтобы опорожнить резервуар для воды.
Обслуживание источников питания:
Регулярно проверяйте напряжение, чтобы избежать повреждений от токовых выключателей.
Меры предосторожности
Перед первой установкой и включением тщательно проверьте правильность подключения и напряжения
Персонал, отвечающий за установку устройства, должен обеспечить правильную установку во избежание утечки электричества, протечки воды или возгорания. Если требуется демонтаж и повторная установка устройства, рекомендуется обратиться к профессионалам.
Не включайте устройство, выдергивая вилку из розетки через систему выключателей контроллера. Чрезмерный ток может пережечь вилку и отключить цепь, создавая угрозу безопасности.
Убедитесь, что источник питания надежно подключен и изоляция проводов не повреждена. Свободные или сломанные провода могут привести к поражению электрическим током, короткому замыканию или возгоранию.
Не вставляйте посторонние предметы, например, пальцы или палки, в отверстие для подачи воздуха, это может привести к повреждению устройства или травмам.
Обеспечьте достаточную вентиляцию во время работы устройства.
Не стойте на устройстве и не ставьте на него посторонние предметы.
Не работайте с устройством мокрыми руками, так как это может привести к поражению электрическим током.
Устройство должно быть правильно заземлено. Провод заземления не должен быть подключен к газовой трубе, водопроводу или телефонной линии, так как плохое заземление может привести к поражению электрическим током.
Убедитесь, что установлено устройство защиты по току для предотвращения поражения электрическим током.
Если наблюдаются какие-либо необычные явления (например, запах гари), немедленно отключите электропитание и обратитесь в экономический отдел для решения проблемы.
XX. Ручная эксплуатация и ежедневное обслуживание ручного лазерного сварочного аппарата
Операторы ручных лазерных сварочных аппаратов должны пройти комплексное профессиональное обучение, включающее в себя интерпретацию системных индикаторов, работу с панелью управления и фундаментальные знания об оборудовании. Такая подготовка обеспечивает безопасную и эффективную работу со сложной сварочной технологией.
Перед началом работы тщательно осмотрите рабочие магистрали и электропроводку машины на предмет повреждений или воздействия. Эта критическая проверка перед началом работы защищает от потенциальных электрических опасностей и обеспечивает оптимальную производительность.
Обеспечьте свободное рабочее пространство, строго запретив размещать посторонние предметы или инструменты на корпусе робота, внешнем валу, станции очистки пистолета или охладителе воды. Такая практика позволяет избежать вмешательства в движущиеся детали и сохранить целостность системы.
Строго следите за тем, чтобы в операционной не хранились легковоспламеняющиеся или жидкие вещества. Поддерживайте температуру окружающей среды ниже 25°C и следите за тем, чтобы в помещении не было утечек. Эти меры имеют решающее значение для предотвращения пожара и оптимальной работы оборудования.
Внедрите строгий график регулярных тестов и проверок, чтобы заблаговременно выявлять и устранять потенциальные проблемы до того, как они перерастут в серьезные проблемы.
Система принудительного воздушного охлаждения сварочного аппарата подвержена накоплению пыли. Чтобы уменьшить это, используйте чистый сухой сжатый воздух для периодического удаления пыли из внутренних компонентов аппарата. Эта задача по техническому обслуживанию жизненно важна для предотвращения перегрева и обеспечения стабильной работы.
Регулярно осматривайте и проверяйте целостность соединений силовой проводки. Ослабленные или проржавевшие соединения могут привести к неэффективной работе электрооборудования или угрозе безопасности.
Во время ежегодного технического обслуживания проводите комплексный осмотр. Замените все неисправные компоненты, отремонтируйте поврежденный корпус и укрепите участки с разрушенной изоляцией. Такой упреждающий подход предотвращает неожиданные поломки и продлевает срок службы оборудования.
Выполняйте плановые проверки расходных деталей, таких как токопроводящие сопла, и заменяйте их по мере необходимости. Периодически очищайте и заменяйте пружинный шланг для поддержания оптимального потока газа и предотвращения загрязнения. Кроме того, проверяйте изоляционные кольца на наличие признаков износа или повреждения.
Соблюдение этого режима систематического технического обслуживания сводит к минимуму возникновение неисправностей при сварке. Хотя эти процедуры требуют времени и ресурсов, они значительно продлевают срок службы сварочного аппарата, повышают эффективность работы, обеспечивают стабильную производительность и повышают общую безопасность.
Необходимо подчеркнуть, что при работе с ручными лазерными сварочными аппаратами следует неукоснительно соблюдать правила техники безопасности. Это включает в себя использование соответствующих средств индивидуальной защиты (СИЗ), таких как безопасные для лазера очки, термостойкие перчатки и огнестойкая одежда. Операторы также должны быть обучены процедурам лазерной безопасности и знать о потенциальных опасностях, таких как отраженные лазерные лучи и воздействие дыма.
XXI. Диаграмма толщины и скорости ручной лазерной сварки
Скорость сварки существенно влияет на энергию, поглощаемую сварным швом в единицу времени, тем самым влияя на глубину и ширину провара, а также на его внешний вид. В этом кратком обзоре рассматривается влияние скорости сварки на качество сварного шва и дается ориентир для корректировки процесса.
Скорость в первую очередь влияет на глубину и ширину проплавления, главным образом, в зависимости от линейной плотности энергии. Как правило, при увеличении скорости лазерной сварки площадь и ширина проплавления уменьшаются. Это можно понимать так, что увеличение скорости лазерной сварки приводит к уменьшению времени пребывания лазера на поверхности заготовки. С уменьшением времени пребывания лазера площадь теплопроводности уменьшается, что приводит к уменьшению зоны сплавления и зоны термического влияния.
Взаимосвязь между характеристиками сварного шва и скоростью
Изменение скорости металлографическое изменение
Кроме того, скорость сварки влияет на внешний вид сварного шва, часто приводя к образованию грубого, "V-образного" рисунка рыбьей чешуи на поверхности, обесцвечиванию и минимальному или отсутствующему усилению, что приводит к образованию незаполненного шва.
Изменения в скорости и внешнем виде сварных швов
Настольная ручная лазерная сварка Толщина и скорость диаграммы (800 Вт-1500 Вт)
Металлы
Толщина (мм)
Форма для сварки
800W эффективность сварки (мм/с)
1000W эффективность сварки (мм/с)
1500W эффективность сварки (мм/с)
Нержавеющая сталь
1
Стыковая сварка
45
55
70
Нержавеющая сталь
2
Стыковая сварка
16
35
45
Нержавеющая сталь
3
Стыковая сварка
/
18
35
Нержавеющая сталь
4
Стыковая сварка
/
/
15
Углеродистая сталь
1
Стыковая сварка
40
48
62
Углеродистая сталь
2
Стыковая сварка
12
23
35
Углеродистая сталь
3
Стыковая сварка
/
18
25
Углеродистая сталь
4
Стыковая сварка
/
/
/
Алюминиевый сплав серии 1-3
1
Стыковая сварка
32
40
70
Алюминиевый сплав серии 1-3
2
Стыковая сварка
/
20
35
Алюминиевый сплав серии 4-7
1
Стыковая сварка
18
35
60
Алюминиевый сплав серии 4-7
2
Стыковая сварка
/
/
25
Примечание: Приведенные выше рабочие параметры являются стандартными данными испытаний, но из-за сложности практического применения возможны расхождения в данных.
Неправильный выбор скорости может привести к дефектам при лазерной сварке, которая представляет собой непрерывный процесс плавления и затвердевания. При увеличении скорости сварки скорость охлаждения расплавленного металла также увеличивается. Такое ускоренное застывание затрудняет растекание металла, что приводит к появлению дефектов в виде горбов. Эти горбы увеличиваются при повышении скорости сварки, что косвенно ограничивает скорость сварки.
Дефекты, вызванные превышением скорости - Горбыль сварного шва
Решения по предотвращению хампинга:
1. Используйте лазеры с меньшим диаметром сердцевины или выбирайте коллимирующие фокусирующие головки, чтобы уменьшить размер пятна и более эффективно сконцентрировать энергию.
Механизм заключается в следующем: лазеры с меньшим диаметром пятна могут сократить расстояние между источником лазерного тепла и точкой схождения потока жидкого металла, облегчая распространение жидкого металла и подавляя горбыль;
Двухлучевое подавление сварочных брызг
2. Используйте двухлучевой лазерный подход с одним лучом впереди другого или используйте кольцеобразные пятна, многоволновую волоконно-полупроводниковую сварку композитов, которая может значительно увеличить максимальную скорость сварки без образования горбов на более чем 40% по сравнению с однолучевыми лазерными скоростями.
Как правило, один из двух лазерных лучей отвечает за предварительный нагрев и последующую обработку, а другой - за глубину плавления. Это снижает скорость охлаждения жидкого металла вокруг замочной скважины, уменьшает градиент температуры, снижает поверхностное натяжение жидкого металла вокруг замочной скважины и повышает способность жидкого металла к растеканию, тем самым предотвращая образование горбов.
При поиске надежных производителей лазерных сварочных аппаратов важно учитывать несколько факторов, чтобы выбрать поставщика, отвечающего вашим конкретным производственным потребностям и стандартам качества. Вот исчерпывающее руководство, которое поможет вам в поисках:
Технологии и инновации: Ищите производителей, которые постоянно инвестируют в исследования и разработки, предлагая самые современные технологии лазерной сварки. Такие передовые функции, как мониторинг сварного шва в режиме реального времени, адаптивные системы управления и совместимость с Индустрией 4.0, могут значительно расширить ваши производственные возможности.
Ассортимент машин и их изготовление на заказ: Авторитетные производители, как правило, предлагают разнообразный ассортимент лазерных сварочных аппаратов, включая:
Импульсные и непрерывноволновые (CW) системы
Опции волоконного, CO2 и диодного лазера
Автоматизированные системы с интеграцией роботов
Настраиваемые решения для конкретных областей применения
Опыт и репутация в отрасли: Оцените послужной список производителя в вашей конкретной отрасли. Ищите тематические исследования, отзывы клиентов и отраслевые сертификаты, которые подтверждают их опыт и надежность.
Техническая поддержка и обучение: Убедитесь, что производитель обеспечивает всестороннюю техническую поддержку, включая:
Установка и ввод в эксплуатацию на объекте
Программы обучения операторов
Удаленная диагностика и устранение неисправностей
Регулярное техническое обслуживание
Глобальное присутствие и поддержка на местах: Международным покупателям следует обратить внимание на производителей с глобальным присутствием и местными сетями поддержки, чтобы обеспечить своевременную помощь и наличие запасных частей.
Обеспечение качества и сертификация: Убедитесь, что производитель придерживается международных стандартов качества, таких как ISO 9001, и имеет соответствующие отраслевые сертификаты.
Экономическая эффективность и окупаемость инвестиций: Хотя первоначальная стоимость важна, сосредоточьтесь на общей стоимости владения, включая энергоэффективность, требования к обслуживанию и ожидаемый срок службы оборудования.
Практика устойчивого развития: Поскольку все большее внимание уделяется экологической ответственности, обратите внимание на производителей, которые уделяют первостепенное внимание энергоэффективным конструкциям и устойчивым методам производства.
При оценке этих и других производителей запрашивайте подробные технические характеристики, организуйте демонстрацию оборудования и, если возможно, посетите объекты, чтобы увидеть его в работе. Кроме того, проконсультируйтесь с коллегами по отрасли и посетите выставки, чтобы получить информацию из первых рук о новейших технологиях лазерной сварки и репутации производителей.
Тщательно оценив эти факторы, вы сможете выбрать производителя лазерных сварочных аппаратов, который не только удовлетворит ваши текущие производственные потребности, но и поддержит ваши долгосрочные производственные цели и стратегии развития.
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Как ручные лазерные сварочные аппараты справляются с сильным нагревом, возникающим во время работы? В этой статье рассматриваются передовые технологии отвода тепла, такие как воздушное и водяное охлаждение, которые имеют решающее значение для поддержания...
Представьте себе революцию в производстве железнодорожного транспорта с помощью инструмента, который сочетает в себе эффективность, гибкость и точность. Ручная лазерная сварка может стать тем инструментом, который необходим отрасли. В этой статье рассматривается потенциал...
Когда речь идет о лазерной сварке, выбор между ручными и автоматическими аппаратами может существенно повлиять на ваш рабочий процесс. Ручные лазерные сварочные аппараты обеспечивают гибкость и точность при выполнении небольших или разнообразных задач,...
Вы когда-нибудь задумывались, точно ли указана мощность лазера на вашем портативном сварочном аппарате? В этой статье мы рассмотрим распространенную проблему ложной маркировки на ручных лазерных...
В быстро развивающемся мире лазерной сварки инновации играют ключевую роль. По мере того как производители расширяют границы возможного, несколько компаний выделяются в качестве лидеров в этой области.....
В мире сварки выбор правильного метода может существенно повлиять на эффективность и качество. Лазерная сварка и сварка TIG (аргонодуговая) обладают уникальными преимуществами и недостатками. Лазерная сварка...
Представьте себе метод сварки, который обеспечивает точность, минимальные тепловые искажения и высокую скорость обработки. Лазерная сварка обеспечивает все эти преимущества, совершая революцию в обрабатывающей промышленности. В этой статье мы рассмотрим...
Ручное лазерное сварочное оборудование стало продуктом, меняющим ситуацию на рынке лазерных приложений в последние годы, быстро становясь точкой роста индустрии зеленых лазеров. С 2018 года...
Вы когда-нибудь задумывались, как современные технологии позволяют добиться таких точных и чистых сварных швов? В этой статье мы исследуем увлекательный мир лазерных сварочных аппаратов. Вы узнаете, как они работают,...