Мастерство серого чугуна: Экспертное руководство по термообработке
Вы когда-нибудь задумывались, как сделать серый чугун более прочным и пригодным для обработки? В этой статье рассматриваются сложные процессы термообработки серого чугуна, включая отжиг, нормализацию и закалку. Вы узнаете о конкретных температурах и методах, которые повышают прочность и стабильность материала. Если вы работаете на производстве или просто интересуетесь, это руководство предлагает ценные сведения об оптимизации свойств серого чугуна. Погрузитесь в него, чтобы узнать, как эти методы могут улучшить ваши проекты и изделия.
Чтобы устранить остаточное напряжение в отливке, стабилизировать ее геометрические размеры, уменьшить или устранить деформацию после резки, необходимо провести отжиг для снятия напряжений в отливке.
При определении процесса отжига для снятия напряжения необходимо учитывать состав чугуна.
Когда температура серого чугуна превышает 550 ℃, может произойти графитизация и грануляция части цементита, что приведет к снижению прочность и твердость.
Присутствие элементы сплава может увеличить температуру, при которой цементит начинает разрушаться, примерно до 650 ℃.
Обычно температура отжига для снятия напряжения для серого чугуна составляет 550 ℃, в то время как низколегированный серый чугун отжигается при 600 ℃, а высоколегированный серый чугун может быть отожжен при 650 ℃. Скорость нагрева обычно составляет от 60 до 120 ℃ в час.
Время выдержки определяется такими факторами, как температура отжига, размер и сложность отливки, а также требования к снятию напряжения.
На следующем рисунке показана зависимость между временем выдержки и остаточное напряжение при различных температурах отжига.
Рис. 2 Зависимость между температурой и временем отжига и остаточным количеством внутреннее напряжение
a) Состав (массовая доля) (%): C 3.18, Si 2.13, Mn 0.70, S 0.125, P 0.73, Ni 1.03, Cr 2.33, Mo 0.65;
б) Состав (массовая доля) (%): C 3.12, Si 1.76, Mn 0.78, S 0.097, P 0.075, Ni 1.02, Cr 0.41, Mo 0.58;
в) Состав (массовая доля) (%): C 2.78, Si 1.77, Mn 0.55, S 0.135, P 0.069, Ni 0.36, Cr 0.10, Mo 0.33, Cu 0.46, V 0.04.
Скорость охлаждения при отжиге отливок для снятия напряжений должна быть медленной, чтобы предотвратить развитие вторичных напряжений. Скорость охлаждения обычно контролируется на уровне 20-40 ℃ в час, а температура должна быть охлаждена до уровня ниже 150-200 ℃ перед воздушным охлаждением.
В следующей таблице приведены характеристики отжига для снятия напряжения для некоторых серых цветов. чугунное литьё:
Таблица 3 Спецификация отжига для снятия напряжения для серого литья чугунное литьё
Тип литья
Масса отливки / кг
Толщина стенок отливки / мм
Температура зарядки / °С
Скорость повышения температуры / (C / ч)
Температура нагрева / C
Время выдержки / ч/
Скорость медленного охлаждения (C / ч)
Температура разряда / C
Обычный чугун
Низколегированный чугун
Общее литье
<200
≤200
≤100
500~550
550-570
4-6
30
≤200
200-2500
≤200
≤80
500~550
550~570
6-8
30
≤200
>2500
≤200
≤60
500-550
550-570
8
30
≤200
Точное литье
<200
≤200
≤100
500-550
550-570
4-6
20
≤200
200~3500
≤200
≤80
500-550
550-570
6-8
20
≤200
Простые или цилиндрические отливки, точные отливки общего назначения
<300
10-40
100-300
100-150
500~600
2-3
40-50
<200
100-1000
15-60
100-200
<75
500
8-10
40
<200
Сложная структура и высокая точность литья
1500
<40
<150
<60
420~450
5~6
30~40
<200
1500
40-70
<200
<70
500-550
9-10
20-30
<200
1500
>70
<200
<75
500-550
1.5
30-40
150
Текстильное оборудование небольшой литейный станок небольшой литейный станок большой литейный
<50
<15
<150
50-70
500-550
3~5
20~301
50-200
<1000
<60
≤200
<100
500-550
3-5
20-30
150-200
>2000
20-80
<150
30-60
500-550
8-10
30-40
150-200
2. Отжиг при графитизации
Цель графитизирующего отжига отливок из серого чугуна - снизить их твердость, улучшить обрабатываемость, повысить пластичность и вязкость. Если отливка не содержит эвтектического цементита или содержит его в незначительном количестве, можно провести низкотемпературный графитизирующий отжиг. Однако если количество эвтектического цементита значительно, необходим высокотемпературный графитизирующий отжиг.
(1) Низкотемпературный графитизирующий отжиг.
Процесс графитизации и грануляции эвтектоидного цементита в сером чугуне будет происходить при отжиге материала при низких температурах. Этот процесс приведет к снижению твердости и повышению пластичности.
Низкотемпературный графитизирующий отжиг серого чугуна включает в себя нагрев отливки до температуры немного ниже нижнего предела AC1Выдержите его при этой температуре в течение определенного времени, чтобы разрушить эвтектоидный цементит, а затем охладите в печи.
Кривая процесса выглядит следующим образом:
Рис. 4 Кривая процесса низкотемпературного графитизирующего отжига серого чугуна
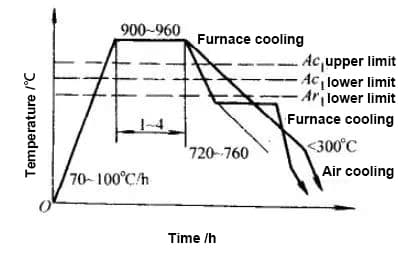
(2) Высокотемпературный отжиг с графитизацией.
Процесс высокотемпературного отжига серого чугуна с графитизацией включает в себя нагрев материала до температуры выше верхнего предела AC1. В результате этого процесса свободный цементит в чугуне разлагается на аустенит и графит. Затем материал выдерживается при этой температуре в течение определенного периода времени и охлаждается определенным образом, в зависимости от желаемой структуры матрицы.
Если требуется получить ферритную матрицу с высокой пластичностью и вязкостью, технологические требования и метод охлаждения будут следующими:
Рис. 5 Процесс высокотемпературного графитизирующего отжига ферритовой матрицы
Если требуется получить перлитную матричную структуру с высокой прочностью и хорошей износостойкостью, то спецификация процесса и метод охлаждения могут быть выполнены в соответствии с рис. 6 следующим образом:
Рис. 6 Процесс высокотемпературного графитизирующего отжига перлитной матрицы
2. Нормализация
Целью нормализации серого чугуна является повышение его прочности, твердости и износостойкости, а также предварительная термическая обработка для поверхностной закалки и улучшения структуры матрицы.
Обычно отливка нагревается до верхнего предела AC1, которая находится в диапазоне от 30 до 50 °C. В результате первоначальная структура превращается в аустенит.
После выдержки в течение некоторого времени отливка охлаждается воздухом (см. рисунок a ниже).
Для отливок сложной или важной формы после нормализации требуется отжиг для устранения внутренних напряжений.
Если в исходной структуре чугуна имеется избыток свободного цементита, его необходимо нагреть до верхнего предела AC1, которая находится в диапазоне от 50°C до 100°C, для удаления свободного цементита путем высокотемпературной графитизации (см. рис. b).
На рисунке ниже показано влияние температуры нагрева на твердость чугуна после нормализации.
В температурном диапазоне нормализации твердость чугуна увеличивается с повышением температуры.
Таким образом, для достижения высокой твердости и износостойкости нормализованного чугуна можно выбрать более высокую температуру нагрева в диапазоне температур нормализации.
Рис. 8 Влияние температуры нормализации на твердость серого чугуна
Примечание: Содержание элементов на рисунке выражено в массовых долях (%).
Скорость охлаждения после нормализации влияет на количество осажденного феррита и, следовательно, на твердость.
Чем выше скорость охлаждения, тем меньше феррита выпадает в осадок, что приводит к повышению твердости.
Таким образом, скорость охлаждения можно регулировать (например, с помощью воздушного охлаждения, водяного охлаждения или охлаждения туманом) для достижения желаемой регулировки твердости чугуна.
3. Закалка и отпуск
1. Закалка
Процесс закалки чугуна включает в себя нагрев отливки до температуры верхнего предела AC1 плюс 30-50℃, обычно в диапазоне 850℃-900℃, для преобразования ее структуры в аустенит. Затем отливка выдерживается при этой температуре для увеличения растворимости углерода в аустените перед закалкой. Закалка маслом обычно используется для этого процесса.
Отливки с сложные формы или больших размеров следует нагревать медленно, чтобы предотвратить растрескивание из-за неравномерного нагрева. При необходимости предварительный нагрев при температуре 500-650℃ также поможет избежать растрескивания.
В табл. 8.1 показано влияние температуры нагрева под закалку на твердость чугуна. Химический состав чугуна, указанный в таблице выше, приведен в таблице 8.2.
Повышение температуры аустенизации приводит к увеличению твердости после закалки. Однако повышение температуры аустенизации также увеличивает риск деформации и растрескивания чугуна, а также приводит к более сохранившийся аустенитчто уменьшает твердость.
На рис. 9 показано влияние времени выдержки на твердость.
Таблица 8.1 Влияние температуры аустенизации на твердость серого чугуна после пожара (масляный зуд)
Серый чугун
В ролях
HBW
790°C
815C
845°C
870°C
A
217
159
269
450
477
B
255
207
450
514
601 529
C
223
311
477
486
D
241
355 208
469 487
486 520
460
E
235
512
F
235
370
477
480
465
Таблица 8.2 Химический состав (массовая доля) (%) нескольких чугунов
Рис. 9 Влияние исходной структуры металлической матрицы чугуна на твердость после закалки при 840 °С для различного времени выдержки
Химический состав (массовая доля) этого серого чугуна следующий: 3,34% C, 2,22% Si, 0,7% Mn, 0,11% P, и 0,1% S.
На прокаливаемость серого чугуна влияют такие факторы, как размер, форма, распределение графита, химический состав и размер зерна аустенита.
Графит в чугуне снижает его теплопроводность, тем самым уменьшая его прокаливаемость. Чем большее количество крупнозернистого графита присутствует в чугуне, тем более выраженным становится этот эффект.
2. Отпуск
Влияние температуры отпуска на механические свойства чугуна можно проследить на рисунке 10 ниже.
Для предотвращения графитизации температура отпуска обычно должна поддерживаться на уровне ниже 550℃, а время выдержки для отпуска должно рассчитываться как t = [толщина отливки (мм) / 25] + 1 (ч).
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Задумывались ли вы когда-нибудь об увлекательном мире литья? Этот древний, но постоянно развивающийся производственный процесс формирует нашу повседневную жизнь бесчисленными способами. В этой статье мы рассмотрим...
Вы когда-нибудь задумывались о том, как создаются замысловатые детали вашего автомобиля? Эта статья открывает увлекательный мир автомобильного литья, подробно описывая передовые технологии и методы, которые формируют...
Вы когда-нибудь задумывались, что делает детали двигателя вашего автомобиля такими прочными и эффективными? В этой статье раскрываются секреты литья алюминиевых сплавов - невоспетых чемпионов автомобилестроения. Узнайте...
Вы когда-нибудь задумывались, почему некоторые алюминиевые отливки выходят из строя преждевременно? В этой статье мы рассмотрим распространенные дефекты, встречающиеся при литье алюминия под давлением, и их основные причины. Опираясь на...
В этой статье блога мы рассмотрим различные типы материалов, используемых в процессах литья. Как опытный инженер-механик, я поделюсь своими знаниями и соображениями, чтобы помочь вам понять...
Чем литая сталь отличается от чугуна и почему это должно вас волновать? Понимание этих материалов необходимо для выбора правильного материала для вашего проекта. В этой статье мы рассмотрим...
Вы когда-нибудь задумывались, почему в металлических отливках появляются крошечные отверстия и трещины? В этой статье рассматриваются такие распространенные дефекты литья, как стоматиты, усадка и шлаковые отверстия, раскрываются их причины и способы предотвращения...
Почему одни виды чугунного литья отличаются превосходным поглощением вибраций, а другие - повышенной прочностью и износостойкостью? Чугунные отливки, являющиеся неотъемлемой частью машин и структурных компонентов, бывают разных типов, каждый из которых...