Глубокое погружение в термическую обработку аустенитной нержавеющей стали
Что делает аустенитную нержавеющую сталь такой прочной и универсальной? Секрет кроется в процессе ее термообработки. В этой статье раскрываются сложные этапы и научные принципы, лежащие в основе улучшения ее свойств. Прочитав статью, вы узнаете, как различные температуры и виды обработки влияют на структуру стали, что приводит к повышению коррозионной стойкости и прочности. Погрузитесь в статью, чтобы понять, как точное управление тепловым режимом может оптимизировать работу этого важнейшего материала в различных областях применения.
С развитием металлургических технологий постоянно появляются различные высококачественные нержавеющие стали. Несмотря на способность металлургической промышленности постоянно разрабатывать превосходные марки стали, для оптимизации функциональности нержавеющей стали необходима соответствующая термическая обработка.
В процессе нагрева и охлаждения различных марок стали происходит различное преобразование структуры матрицы, образование и переход карбидов, нитридов и интерметаллических соединений, которые по-разному влияют на эксплуатационные характеристики нержавеющей стали.
Поэтому подходящий процесс термообработки должен выбираться на основе тип стали и предполагаемое применение при термообработке нержавеющей стали.
Термообработка аустенитной нержавеющей стали
1. Цель термообработки аустенитной нержавеющей стали
Аустенитная нержавеющая сталь имеет аустенит матричная структура. В процессе нагрева и охлаждения не происходит мартенситного фазового превращения, поэтому отсутствует закаливаемость.
Целью аустенитной термообработки является повышение коррозионной стойкости, смягчение негативных последствий вторичной фазы, снятие напряжения или смягчение материала, уже подвергшегося закалке.
2. Фундаментальные теории
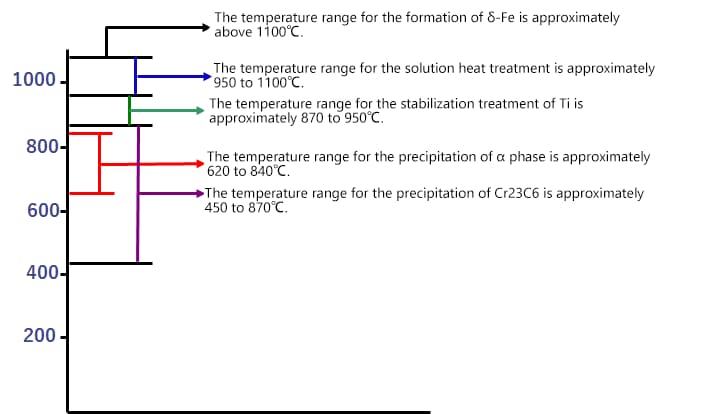
(1) Температура образования осадков
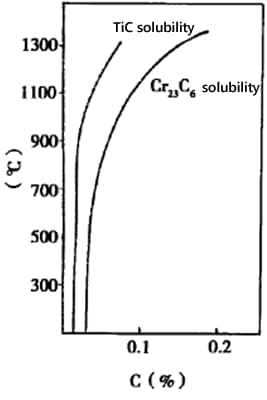
(2) Осаждение и растворение карбидов сплавов
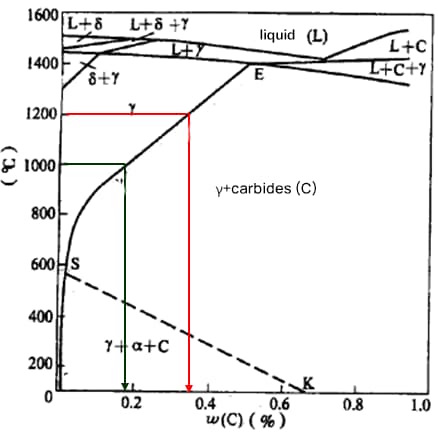
1) Растворимость углерода
Для стали 304 (18Cr-8Ni) растворимость углерода при 1200℃ составляет 0,34%, при 1000℃ - 0,18%, а при 600℃ - 0,03%.
Сайт содержание углерода в стали 304 не превышает 0,08%. При температуре выше 1000℃ углерод растворяется в аустенит. Учитывая малый радиус атомов углерода, при понижении температуры углерод осаждается по границам зерен.
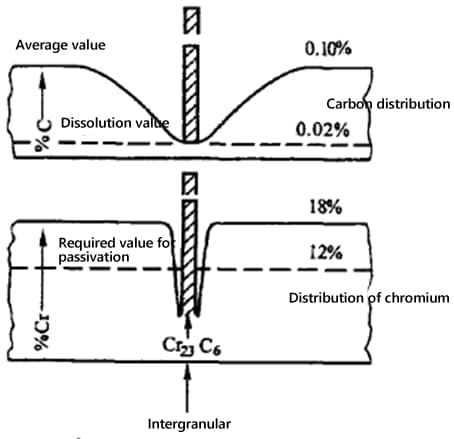
2) Межкристаллитное разрушение хрома
Растворимость углерода: При понижении температуры растворимость уменьшается.
Радиус атома углерода: Меньший атомный радиус означает меньшую растворимость, что приводит к выпадению осадка по границам зерен.
Стабильность: Осажденные атомы углерода нестабильны и образуют устойчивые соединения с хромом и железом, такие как Cr23C6 или (FeCr)23C6.
Скорость диффузии атомов: Меньший радиус атомов углерода приводит к увеличению скорости диффузии. И наоборот, больший радиус атомов хрома приводит к меньшей скорости диффузии.
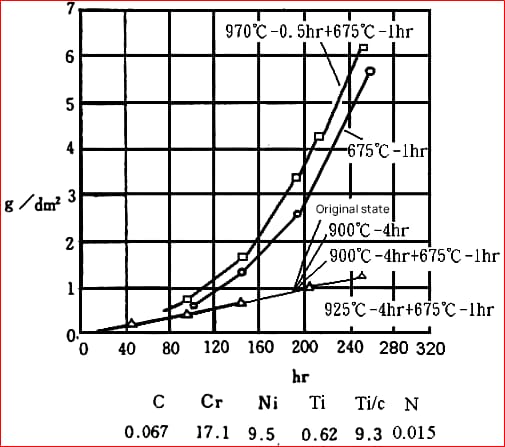
(3) Фаза сигмы
1) Условия формирования:
- Длительный нагрев в диапазоне температур 620~840℃.
- Добавление ферритообразующих элементов, таких как Титан (Ti), неодима (Nd) и др.
- Использование сварочных прутков с высоким содержанием ферритообразующих элементов в сварной шов.
- В аустените с марганцем (Mn), азотом (N), заменяющим никель (Ni).
2) Неблагоприятные эффекты:
- Снижение пластичности, особенно ударной вязкости.
- Сигма-фаза является богатым интерметаллическим соединением, ее образование может легко привести к межкристаллитная коррозияи питтинга в хлоридных (Cl-) средах.
(4) Дельта-феррит
1) Условия формирования:
В литой хромоникелевой аустенитной нержавеющей стали химический состав литого состояния неоднороден, что приводит к появлению областей, богатых ферритообразующими элементами.
В структуре сварного шва некоторых аустенитных нержавеющих сталей.
2) Благотворное влияние:
Содержание дельта-феррита 5-20% может уменьшить межкристаллитную коррозию.
Стабилизирующая обработка - это метод термообработки аустенитной нержавеющей стали, содержащей Nd или Ti.
1) Стабилизирующая температура обработки: Выше температуры растворения карбидов хрома (450-870℃), но ниже или немного выше температуры растворения TiC и NbC (750-1120 ℃). Общая рекомендация составляет 870-950 ℃.
2) Время выдержки: 2-4 часа (в зависимости от формы заготовки), элементы сплава, и т.д.). Время выдержки для изделий толщиной или диаметром 25 мм составляет 2 часа, а для больших размеров добавляется еще один час.
3) Охлаждение: Медленное охлаждение, например, воздушное охлаждение или охлаждение в печи.
1) Процесс отжига аустенитной нержавеющей стали для снятия напряжений должен выбираться с учетом свойств материала, условий эксплуатации, цели снятия напряжений, а также размера и формы заготовки.
2) Целями отжига для снятия напряжения являются:
Чтобы удалить остаточное напряжениеуменьшает коррозионное растрескивание под напряжением;
Для обеспечения окончательной стабильности размеров заготовки.
3) Коррозионное растрескивание под напряжением
Марка стали
Термическая обработка
Остаточное напряжение в кгс/мм2
Время, при котором происходит разрыв при кипячении 42% MgCl2 (при 154 градусах Цельсия).
Направление окружности
Продольное направление
304
Охлажденное состояние (прочность на разрыв 115,9 кг/мм2)
32.4
48.3
7.5
Перелом
Полутвердое состояние (прочность на разрыв 93,2 г/мм2)
–
–
6
Перелом
540℃
24 часа
Охлаждение воздуха
–
–
7.5
Перелом
650
0.5
Охлаждение воздуха
–
–
22
Перелом
650
8
Охлаждение воздуха
–
–
14.5
Перелом
745
0.5
Охлаждение воздуха
1.3
5.9
245
Незначительный перелом
745
0.5
Ложное охлаждение
–
–
292
Разрыв
870
0.5
Охлаждение воздуха
–
–
>292
Нет перелома
870
0.5
Ложное охлаждение
–
–
>292
Нет перелома
870
24
Охлаждение воздуха
–
–
>292
Нет перелома
316
1/4H Условия охлаждения (прочность на разрыв 80,4 кг/мм2)
36.7
14.7
7.5
Перелом
Термообработка и коррекция охлаждения на месте (прочность на разрыв 64,3 кг/мм2)
11.9
–
7.5
Перелом
540℃
24h
–
31.5
–
7.5
Перелом
650
0.5
–
27.3
–
7.5
Перелом
650
8
–
–
–
14.5
Перелом
745
0.5
–
18.7
–
22
Перелом
745
0.5
–
16.3
–
22
Перелом
745
8
–
–
–
22
Перелом
790
0.5
–
7.3
–
24
Перелом
840
0.5
–
2.5
–
>240
Нет перелома
870
0.5
Охлаждение воздуха
2.5
5.8
>292
Нет перелома
870
0.5
Ложное охлаждение
–
–
>292
Нет перелома
870
24
Охлаждение воздуха
–
–
>292
Нет перелома
Сварные и охлаждающие трубы толщиной 0,9 мм и внешним диаметром 15 мм.
4) Метод отжига для снятия напряжений
Типы материалов Метод использования Условия и цель снятия напряжения.
Тип I (Ультранизкий уровень углерода) 00Cr19Ni10 00Cr17Ni14Mo2
Класс II (Включая стабильные элементы) 0Cr18Ni10Ti 0Cr18Ni11Nb
Тип III (другой) 0Cri8Ni10 0Cr17Ni12Mo2
Для коррозионных сред с высокой нагрузкой.
A-B
Б-А
①
Для средненапряженных коррозионных сред.
A-B-C
B-A-C
C①
Для коррозионных сред с низкой нагрузкой.
A-B-C-D-E
B-A-C-D-E
C-E
Уменьшение локальной концентрации напряжений.
E
E
E
Применяется в условиях межкристаллитной коррозии.
A-C②
A-C-B②
C
Устранение значительных остаточных напряжений после обработки.
A-C
A.C.
C
Снимают напряжение, возникающее в процессе обработки.
A-B-C
B-A-C
C③
В ситуациях, связанных со значительными остаточными напряжениями от механической обработки и напряжениями, возникающими в процессе эксплуатации, а также для крупногабаритных сварных деталей большого сечения.
A-C-B
A-C-B
C
Обеспечьте стабильность размеров компонентов.
F
F
F
Примечание: Методы в таблице перечислены в порядке приоритета.
О: Нагрейте до 1010-1120℃, выдержите, затем дайте медленно остыть.
B: Нагрейте до 850-900℃, выдержите, затем дайте медленно остыть.
C: Нагрейте до 1010-1120℃, выдержите, затем быстро охладите.
D: Нагрейте до 480-650℃, выдержите, затем дайте медленно остыть.
E: Нагрейте до 430-480℃, выдержите, затем дайте медленно остыть.
F: Нагрейте до 200-480℃, выдержите, затем дайте медленно остыть.
Время выдержки: На каждые 25 мм выдерживайте 1-4 часа. При более низких температурах требуется более длительное время выдержки.
Примечания:
Для работы в условиях коррозии под высоким напряжением лучше всего использовать обработку стали типа I A или стали типа II B.
Его следует применять, когда заготовка становится чувствительной в процессе производства.
Если после окончательной обработки заготовка подвергается обработке C, то на этом этапе можно использовать обработку A или B.
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Что отличает нержавеющую сталь 201 от 202? Несмотря на то, что они относятся к одной серии, существуют тонкие различия, которые могут существенно повлиять на их применение. В этой статье рассматриваются основные различия в...
Вы когда-нибудь задумывались о захватывающем мире твердости металлов? В этой статье мы рассмотрим интригующие концепции и методы измерения и повышения твердости...
Представьте себе материалы, которые могут произвести революцию в целых отраслях промышленности, сделав вещи прочнее, легче и умнее. В этой статье рассматриваются 50 инновационных материалов, которые должны изменить технологии и производство. От непревзойденной прочности графена...
Вы когда-нибудь задумывались, почему сталь иногда неожиданно выходит из строя? В этой познавательной статье блога мы погрузимся в увлекательный мир дефектов стали. Как опытный инженер-механик, я...
Вы устали от растущей стоимости нержавеющей стали для ваших проектов? В этой статье рассматривается экономичная альтернатива нержавеющей стали 304 - SUS443. Узнайте, как SUS443 обеспечивает превосходную коррозионную стойкость,...
Вы когда-нибудь задумывались о различных видах нержавеющей стали и их применении? В этой статье мы погрузимся в мир марок нержавеющей стали, исследуя их уникальные...
Вы когда-нибудь задумывались о различиях между нержавеющей сталью S30408 и 304? В этой статье мы рассмотрим ключевые различия между этими двумя широко используемыми материалами. Наши...
Вы когда-нибудь задумывались, почему нержавеющая сталь не ржавеет, как обычная? В этой статье вы узнаете об удивительном мире нержавеющей стали, ее уникальных свойствах и важнейшей роли...
Вы когда-нибудь задумывались, почему горячекатаная сталь выглядит иначе, чем холоднокатаная? В этой статье вы узнаете о захватывающих различиях между этими двумя важнейшими материалами. Вы узнаете, как температура влияет на...