Руководство по регулировке лезвий гидравлических маятниковых ножниц
Как регулировка ножей гидравлических маятниковых ножниц может значительно улучшить качество резки? В этом руководстве рассматриваются тонкости установки и регулировки ножей для обеспечения оптимальной производительности. Разобравшись в таких ключевых факторах, как высота лезвия и адаптация спирали, вы узнаете практические приемы для достижения точных, высококачественных срезов и продления срока службы вашего оборудования. Окунитесь в эту статью, чтобы повысить эффективность и точность работы вашей машинки для стрижки овец.
В последние годы, с быстрым ростом обрабатывающей промышленности, использование ножниц в качестве основного оборудования для обработки листового металла стало более распространенным.
Одним из самых популярных вариантов среди пользователей является гидравлическая маятниковая машинка для стрижки, благодаря простой конструкции, низкой частоте отказов и отличному качеству стрижки.
Чтобы максимально повысить качество резки гидравлической маятниковой машинки для стрижки, пользователи должны иметь полное представление об установке и настройке ножей.
Хотя метод регулировки ножа для гидравлических маятниковых ножниц описан в различных литературных источниках, получение удовлетворительных результатов на практике может быть затруднено из-за таких факторов, как длина ножа, твердость, материал и толщина разрезаемого листа.
Эта статья основана на анализе положения, размера и установки лопастей для гидравлического маятника стригальная машинаВ ней предлагается регулировать лопасти не только по высоте, но и по спирали.
2. Требования к установке лезвия в процессе резки гидравлических маятниковых ножниц
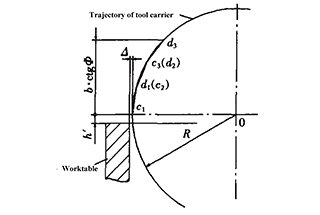
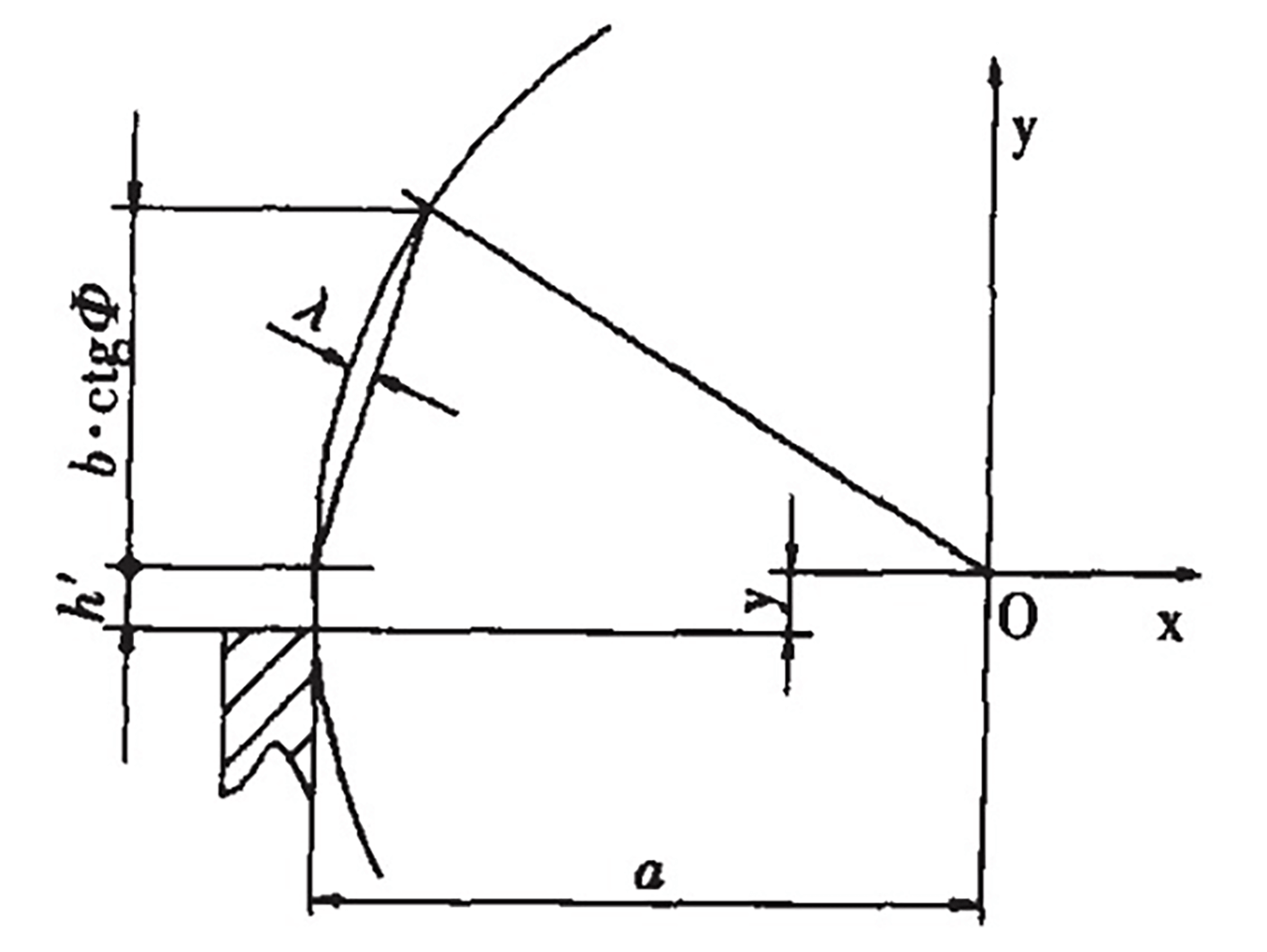
Как показано на рисунке 1, поворотный держатель инструмента вращается вокруг острия и режет листовой металл под действием гидравлического цилиндра.
Рис. 1 Принцип работы ножниц
Чтобы обеспечить непрерывную резку справа налево, лезвие, установленное на упоре, образует с рабочим столом угол X (т.е. угол резания). Основные требования следующие:
Требования к переднему и заднему углу:
Для обеспечения качества резания вертикальная плоскость между лезвием и рабочим столом всегда должна составлять угол γ. Однако, поскольку невозможно удерживать лезвие на одной и той же вращающейся цилиндрической поверхности держателя инструмента, передний и задний углы лезвия могут меняться в течение всего процесса резания.
В начале резания передний угол большой, а задний угол маленький из-за малого радиуса поворота (OA') держателя инструмента. Напротив, в конце стрижки передний угол мал, а задний угол велик из-за увеличенного радиуса поворота револьверной головки (OB').
Предотвращение трения:
Чтобы избежать значительного трения между передней частью лезвия и разрезаемой пластиной, передняя поверхность лезвия должна всегда находиться в пределах дуги траектории его движения в течение всего процесса резки (от точки c до точки d).
Требования к уровню допуска:
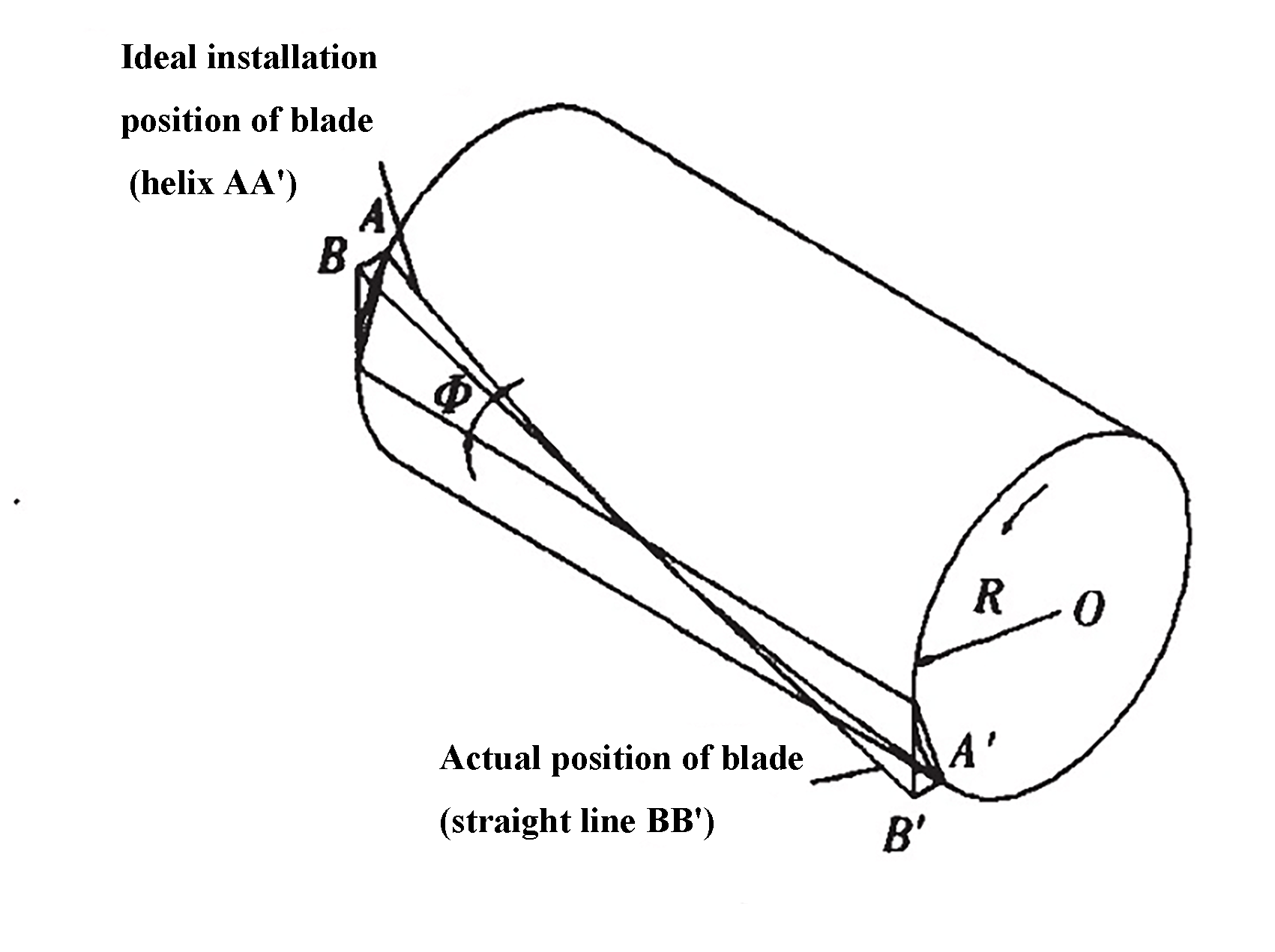
Для достижения лучшего качества срезанной части очень важно поддерживать постоянный зазор △ между лезвием и разрезаемой пластиной (см. рис. 2).
Рис. 2 Зазор при срезе
Зазор между лезвиями должен быть одинаковым по всей длине лезвия. Неправильная регулировка может увеличить износ и повредить лезвие, а также привести к столкновению лезвия со столом или опрокидыванию листа.
Для выполнения вышеуказанных требований необходимо установить переднюю часть лезвия как можно ближе к пространственной спиральной поверхности, чтобы передний и задний углы оставались постоянными в процессе резки.
3. Общий метод регулировкиs гидравлический маятниковые ножницы
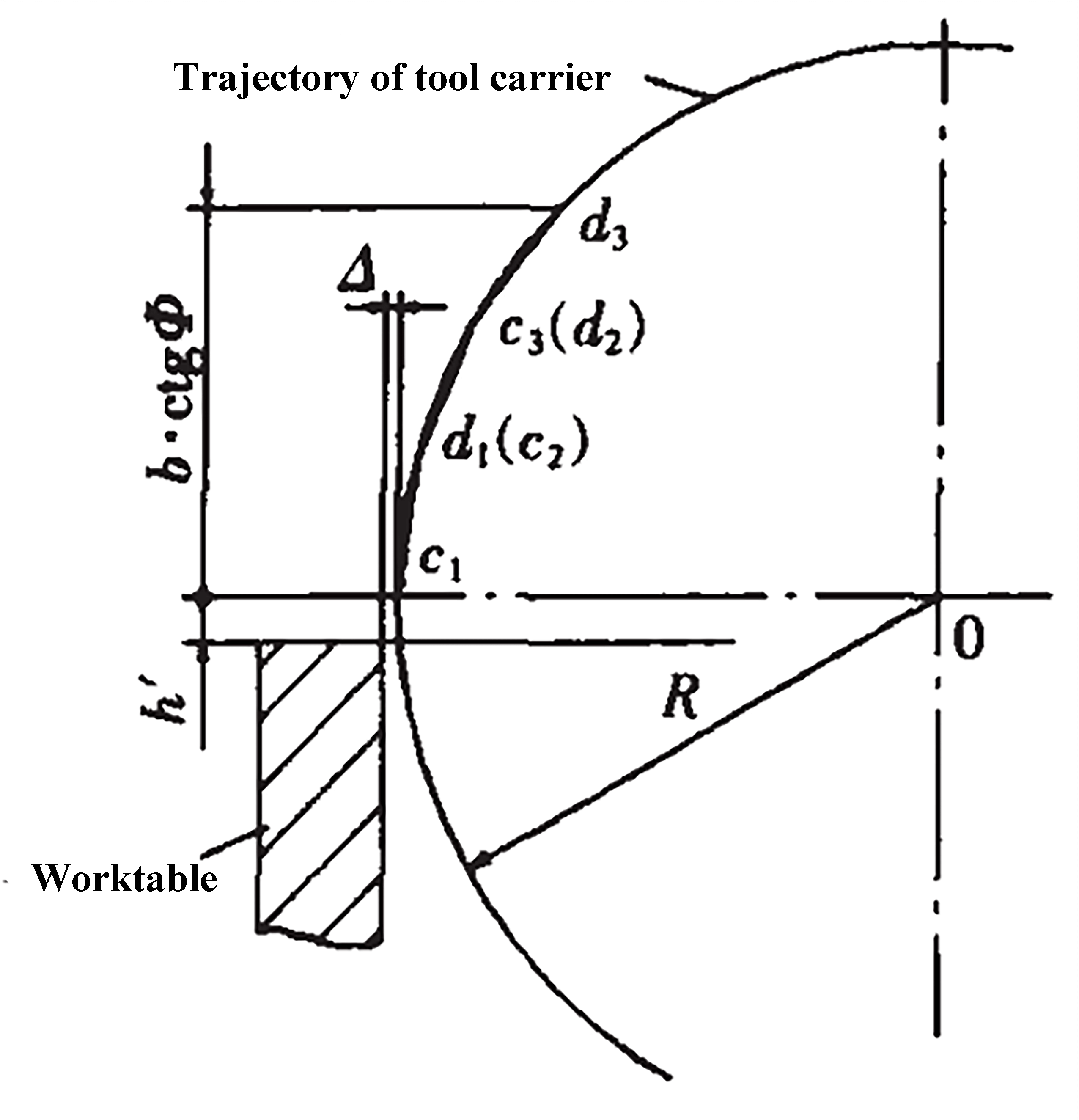
Поскольку непрактично приспосабливать переднюю поверхность лезвия к пространственной спиральной поверхности, требование к пространственной криволинейной поверхности обычно удовлетворяется путем регулировки толщины регулировочной прокладки между лезвием и держателем инструмента, как показано на рисунке 3.
Рис. 3 Регулировка лезвия
Несмотря на свою простоту, метод регулировки толщины прокладки все же имеет некоторые ограничения. Для того чтобы соответствовать идеальным требованиям к установке лезвия в пространстве параллельных кривых, лезвие должно отвечать следующим критериям:
x=R cosθ y=R sinθ (1) z=Rθ-ctg
Где:
θ - угол поворота держателя инструмента вокруг оси
Ф - угол сдвига
Лезвие должно представлять собой пространственную спираль, а его передняя поверхность - цилиндрическую спираль. Однако использование простого метода регулировки прокладки может привести к следующим двум проблемам:
Вопрос с пробелами:
Простой метод регулировки толщины прокладки заключается в выравнивании ее по длине лезвия с помощью прямой линии, в результате чего лезвие представляет собой прямую линию, как показано на рисунке 4.
Рис. 4 Лезвие ножа представляет собой прямую линию.
Это приводит к тому, что фактический зазор между лезвием и разрезаемой пластиной составляет △+. Поскольку λ изменяется в зависимости от угла поворота θ держателя инструмента, зазор между лезвием и разрезаемой пластиной становится переменной величиной. Диапазон изменения λ следующий:
λ=R(1- cosβ) (2)
Где:
β - угол поворота держателя инструмента от начала до конца стрижки
β = arcsin( btgF /R)
Например, при расчете с использованием QC12Y-6×200 (с R=469 мм, Ф =1,5° и b=1600 мм) диапазон отклонений составляет примерно 1,8 мм. Если для регулировки толщины прокладки используется лезвие 1100 мм, диапазон отклонений составляет 0,88 мм, что превышает рекомендуемый зазор 0,5 мм при резке 6-миллиметровой прокладки. стальная пластина.
Очевидно, что, несмотря на простоту метода регулировки толщины прокладки, он не может обеспечить постоянный зазор между лезвием и листом металла в течение всего процесса стрижки, что негативно сказывается на качестве стрижки.
Проблема с передним углом:
Метод регулировки толщины прокладки не учитывает требование, чтобы передняя часть лезвия была спиральной поверхностью, и заменяет ее плоскостью, перпендикулярной верстаку, что не может обеспечить требуемый угол передней части (обычно от 1,5° до 2° для обеспечения качества стрижки и прочности лезвия) во время стрижки.
Для лопасти шириной W зазор между верхней и нижней кромками и идеальной спиральной поверхностью может быть рассчитан следующим образом:
X'=R{1- cos[arcsin(y /R)} (3)
При подстановке соответствующих параметров QC12Y-6×200 в уравнение (3) получается значение X' = 6,87 мм, а максимальный передний угол составляет -arctan (x'/y') = 4,91°. Отрицательное значение указывает на отрицательный передний угол.
Очевидно, что такой большой диапазон изменения переднего угла не может гарантировать желаемое качество стрижки.
4. Решения
(1) Проблема с допуском
Причина чрезмерного зазора при сдвиге в предыдущем анализе и расчете заключается в том, что для аппроксимации спирального сегмента лопасти во время всего процесса сдвига использовались только две прямые линии. Использование многолинейной аппроксимации сегмента позволяет уменьшить максимальный зазор.
Полотно QC12Y-6×200 составляет 1100 мм, а расстояние между позиционирующими отверстиями - 200 мм. Если использовать прокладки на каждом позиционирующем отверстии для регулировки, изменение сдвигового зазора λ может быть рассчитано как 0,03 мм по формуле (2) и будет соответствовать требованиям. Толщина регулировочной прокладки может быть определена путем расчета высоты каждого прямолинейного участка, подходящего к изогнутой носовой части.
Чтобы удовлетворить требования к переднему углу (γ = 1,5° - 2,0°), необходимо увеличить расстояние y между осью вращения револьверной головки и рабочим столом. Y зависит от центра поворота револьверной головки и толщины листа. Чем меньше радиус поворота револьверной головки, тем толще лист металла и тем больше значение Y. Эти факторы необходимо учитывать при проектировании ножниц.
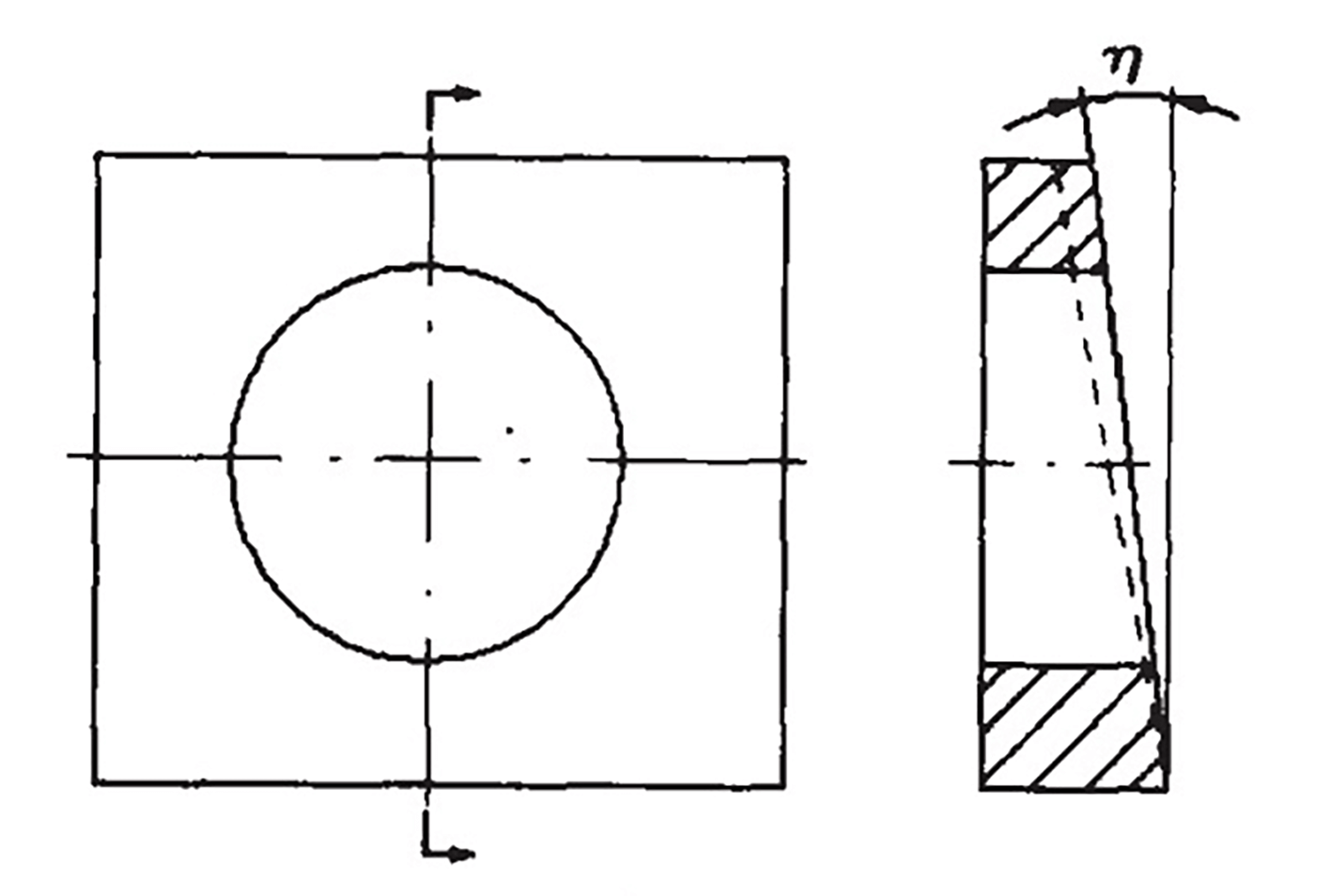
На практике для увеличения зазора между ножницами часто используется устройство регулировки зазора, но при этом страдает качество ножниц. На рисунке 5 показана коническая прокладка, угол скоса n выточен в направлении, перпендикулярном рабочему столу (при проектировании выбран угол 1,5°, а радиус поворота держателя инструмента можно немного увеличить, если он небольшой), чтобы компенсировать ошибку, вызванную использованием плоскости, перпендикулярной рабочему столу, для аппроксимации спиральной поверхности.
Рис. 5 Коническая прокладка
Чтобы лучше соответствовать требованиям спиральной поверхности, при большой длине держателя инструмента поверхность, соприкасающаяся с лезвием, может быть также отшлифована с наклоном в 1° вдоль направления длины лезвия, как показано пунктирной линией на рис. 5. Чем длиннее револьверная головка, тем более выраженным становится этот эффект.
5. Результаты практики
Описанные выше методы были применены для регулировки зазора между лезвиями ножниц QC12Y-6×3200 и Q12Y-12×2500, как показано в таблице 1. Полученные данные показывают, что использование наклонной прокладки и подрезка прокладки у каждого монтажного отверстия позволяют уменьшить зазор между лезвиями без подрезания в процессе стрижки, что приводит к улучшению качества стрижки.
Важно отметить, что экспериментальные данные, приведенные в таблице 1, включают в себя влияние погрешностей формы лопастей на минимальный сдвиговый зазор.
Таблица 1 Разница в минимальном зазоре между двумя способами регулировки лезвия / мм
Модель
Общий метод регулировки
Используйте наклонную прокладку и подрежьте прокладку на каждом монтажном отверстии
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель компании MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Вы когда-нибудь задумывались, как эти массивные стальные листы разрезаются с такой точностью? Откройте для себя мир гидравлических ножниц - невоспетых героев индустрии производства металла....
Вы когда-нибудь задумывались о том, как массивные листы металла точно разрезаются с минимальными усилиями? В этой статье мы исследуем увлекательный мир гидравлических гильотинных ножниц. Вы узнаете о...
Вы когда-нибудь задумывались, как мощные машины превращают необработанный металл в точные, пригодные для использования детали? В этой статье раскрываются секреты гидравлических ножниц - чуда инженерной мысли. Узнайте, как она режет...
Вы когда-нибудь сталкивались с необходимостью замены ножей на гидравлических гильотинных ножницах? Это подробное руководство проведет вас через весь процесс, обеспечивая безопасность и точность на каждом этапе. От первоначальной разборки...
Что отличает гидравлические гильотинные ножницы от ножниц с поворотной балкой и почему эти различия важны для ваших проектов по металлообработке? В этой статье рассматриваются основные различия, включая движение ножа, ножницы...
Что приводит к выходу из строя гидравлической системы гильотинных ножниц? В этой статье рассматриваются такие распространенные проблемы, как потеря давления, неисправность клапанов и автоматическое падение прижимной лапки.....
Вы когда-нибудь сталкивались с непростой задачей замены лезвия ножниц? В этой статье мы разделим ее на восемь простых и понятных шагов, обеспечивающих безопасность и точность всего процесса. От первоначальной разборки...
Вы когда-нибудь задумывались о том, как максимально повысить эффективность и безопасность вашей машинки для стрижки овец? В этом руководстве вы найдете важные советы по эксплуатации и обслуживанию этих мощных инструментов. От выбора правильного...
Вы когда-нибудь задумывались о том, как точность и эффективность сочетаются в промышленной резке? В этой статье мы исследуем увлекательный мир гильотинных ножниц, подробно рассказывая об их преимуществах и проблемах. Узнайте, как механические...