Расчет разворота листового металла упрощается с помощью K-Factor
Вы когда-нибудь задавались вопросом, как точно развернуть листовой металл для гибки? Понимание коэффициента K является ключевым моментом. В этой статье рассматривается процесс расчета, а инженеры и техники получают практическое руководство по достижению точных размеров. Узнайте, как теоретический анализ и программное обеспечение для 3D-моделирования могут преобразить ваши проекты по обработке листового металла, повысив эффективность и точность. Приготовьтесь совершенствовать свои навыки металлообработки и оптимизировать производственный процесс с помощью этих важных сведений.
В последние годы процесс гибки листового металла получил бурное развитие в индустрии железнодорожного транспорта, поскольку является важнейшим методом обработки.
Точность размеров в процессе гибки имеет решающее значение для компаний, занимающихся обработкой листового металла, поскольку гибка - это комплексный процесс холодной обработки.
В этой заметке на основе теоретического анализа деталей из листового металла, согнутых под углом 90°, выводится метод расчета коэффициента K и объясняется область его применения. Она предоставляет инженерам и техническим специалистам в листовой металл В этой отрасли есть как теоретические основы, так и практические рекомендации.
В процессе гибки внешний слой металлического листа подвергается растягивающему напряжению, в то время как внутренний слой испытывает сжимающее напряжение.
Между внешним и внутренним слоями находится переходный слой, называемый нейтральным, который не испытывает ни растягивающего, ни сжимающего напряжения.
Длина нейтрального слоя остается постоянной до и после гибки, что делает его важным фактором при расчете размера разворачивания металлического листа.
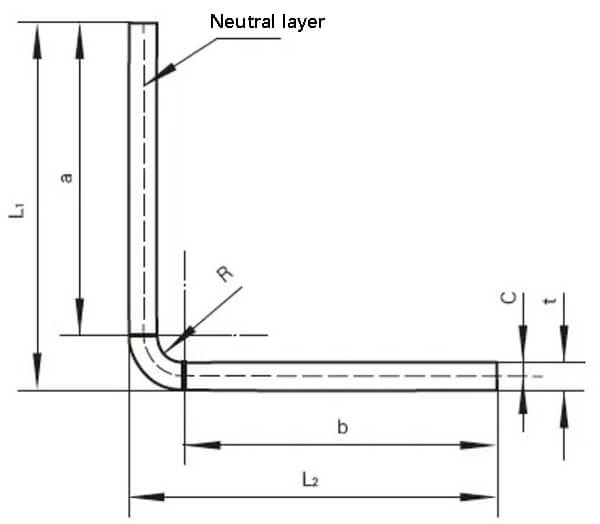
Рисунок 1 представляет собой схематичное изображение размеров, задействованных в гибка листового металла.
Рис. 1 Схематическое изображение размера гибки листового металла
Как показано на рис. 1, размер разворачиваемого листа задан как L, поэтому существует:
L=a+b+2π(R+C)/t ①
L1=a+R+t ② L2=b+R+t ③
Где коэффициент K: 0<K=c/t<1 ④
Из уравнений ① ~ ④ можно получить, что:
K=2(L-L1-L2+2R+2t)/πt - R/t ⑤
Результаты, полученные из уравнения ⑤, показывают, что значение коэффициента K зависит от габаритных размеров, внутреннего диаметра гиба и толщины материала деталей из листового металла.
Традиционно специалисты по листовому металлу создавали чертеж разворачивания листового металла в САПР на основе коэффициента гибки, полученного в результате многолетнего опыта гибки. Затем они рисовали форму развернутого листа, экспортировали ее в формат DXF и вводили в станок лазерной резки для получения развернутой формы детали.
При традиционном ручном методе расчета коэффициент изгиба может отличаться на разных производственных объектах.
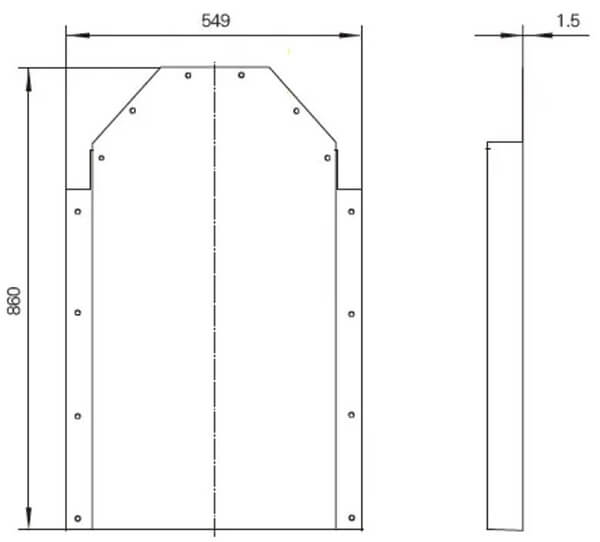
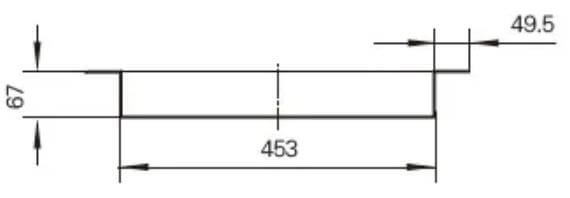
В качестве примера рассмотрим заднюю крышку силового шкафа для электровоза, изготовленную из 1.Толщина 5 мм холоднокатаный стальной лист, как показано на рисунке 2. Один перерабатывающий завод рассчитает размер своего расширения следующим образом:
Рис. 2 Габаритная схема задней крышки силового шкафа
Общая ширина = 453 + 67 × 2 + 49,5 × 2-8 × 1,5 (толщина материала) + 4 × 0,5 (коэффициент изгиба) = 676 мм
Общая длина = 860 + 67-2 × 1,5 (толщина материала) + 0,5 (коэффициент изгиба) = 924,5 мм
Расчет разворачивания листового металла с помощью программы 3D-моделирования методом K-фактора и область его применения
Процесс ручного рисования малоэффективен.
Благодаря использованию программного обеспечения для трехмерного моделирования и метода коэффициента K эффективность расчета разворачивания листового металла значительно повышается.
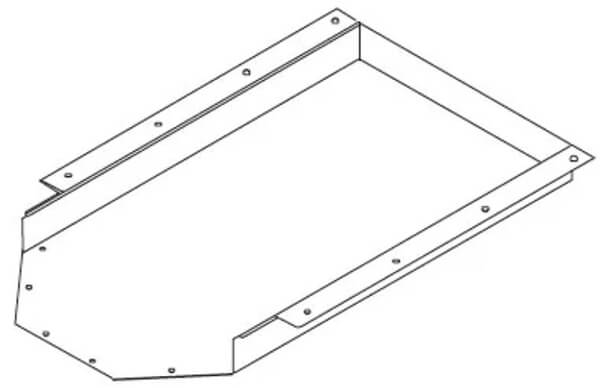
Рис. 3 3D вид задней крышки силового шкафа
При использовании традиционного ручного метода расчета развернутого размера листового металла развернутый размер и внутренний диаметр гиба подставляются в уравнение ⑤ для определения соответствующего коэффициента K.
Во время работы с листовым металлом процесс гибкиМеньший внутренний диаметр изгиба приводит к увеличению сжатия и растяжения внутренних и внешних слоев материала. Если предел текучести материала превышается, могут возникнуть трещины и разломы.
Например, задняя крышка силового шкафа для электровоза на рисунке 2 имеет внутренний диаметр изгиба 1,5 мм, а соответствующий коэффициент K, рассчитанный по уравнению ⑤, составляет 0,486 при использовании программного обеспечения для трехмерного моделирования.
Аналогичным образом можно рассчитать коэффициент K для других спецификаций толщины.
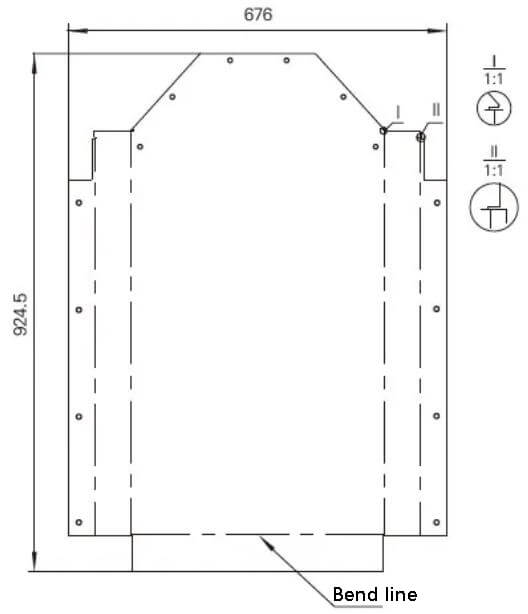
Однако, когда программное обеспечение используется для прямого расширения, в расширенном чертеже могут быть пробелы, как, например, на локальных увеличенных чертежах I и II на рисунке 5.
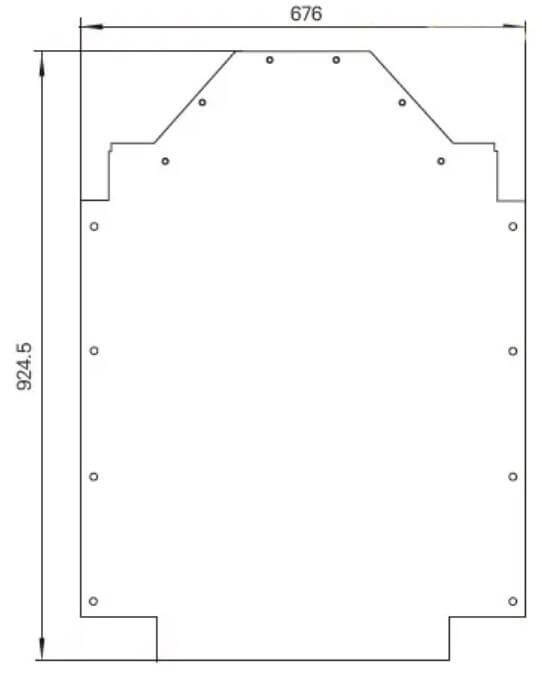
Эти пробелы должны быть устранены, чтобы соответствовать требованиям, предъявляемым к лазерная резкакак показано на рисунке 6.
Рис. 5 Увеличенный вид задней крышки силового шкафа, экспортированный в программу 3D-моделирования
Рис. 6 Модифицированный расширенный вид
Анализ процесса гибки
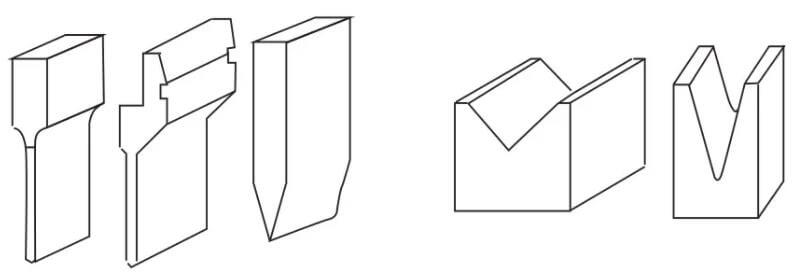
Формы гибочных инструментов показаны на рисунке 7.
При обработке соответствующие инструменты выбираются в зависимости от формы заготовки.
Большинство перерабатывающих предприятий имеют широкий ассортимент гибочных инструментов, особенно те, которые имеют высокий уровень специализации.
Для гибки различных сложных деталей из листового металла используется множество специальных гибочных инструментов различных форм и спецификаций.
Рис. 7 Гибочный инструмент
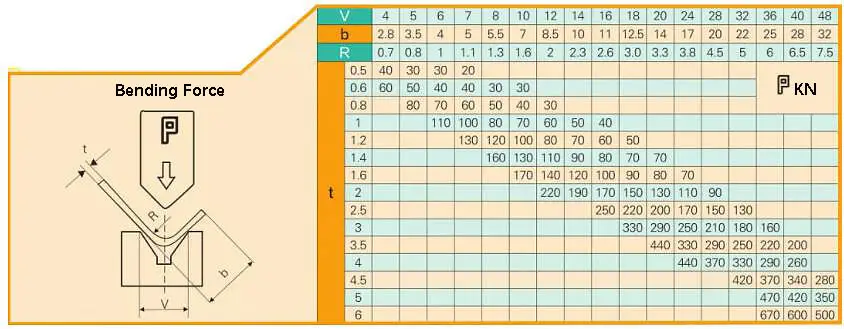
На процесс гибки могут влиять многие факторы, в том числе радиус дуги верхнего штампа, свойства материала, толщина материала, прочность нижний штамп, размер нижнего штампа и так далее.
Для соответствия требованиям к продукции и обеспечения безопасности гибочного станка, обработка листового металла Предприятия стандартизировали свои гибочные штампы.
В процессе проектирования конструкции важно иметь общее представление о доступных штампах для гибки.
Как видно на рисунке 7, левая сторона представляет собой верхнюю матрицу, а правая - нижнюю.
Основной принцип гибки заключается в использовании гибочного ножа (верхний штамп) и V-образного паза (нижний штамп) гибочного станка для придания формы деталям из листового металла.
Точность изгиба:
Один сгиб: ± 0,1 мм
Два сложения: ± 0,2 мм
Три сложения: ± 0,3 мм
и так далее.
Заключение
Использование метода коэффициента K в программном обеспечении трехмерного моделирования для расчета раскладки листового металла позволяет получить высокоточные чертежи раскладки, которые могут быть напрямую экспортированы. Это устраняет необходимость в перечерчивании чертежей разворачивания листового металла, повышает эффективность обработки на предприятиях по производству листового металла и сокращает цикл поставки.
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель компании MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Вы когда-нибудь задумывались, как проектируются и изготавливаются с высокой точностью детали из листового металла? В этой статье мы погрузимся в увлекательный мир припусков на изгиб - важнейшей...
Вы когда-нибудь задумывались, как различные материалы влияют на гибку листового металла? В этой интересной статье опытный инженер-механик делится своими знаниями о влиянии типов материалов, толщины и...
Внимание всем изготовителям и дизайнерам листового металла! Вы пытаетесь определить оптимальный радиус изгиба для своих проектов? Не останавливайтесь на достигнутом! В этой статье блога мы рассмотрим...
Вы когда-нибудь задумывались об искусстве и науке, стоящих за приданием металлическим листам сложных форм? В этой увлекательной статье блога мы погрузимся в увлекательный мир листового...
Вы когда-нибудь задумывались, почему ваши проекты из листового металла иногда неловко гнутся или трескаются? В этой статье рассказывается о важнейшей роли отверстий в листовом металле при гибке. Вы узнаете, как эти отверстия...
Представьте себе, что вы сгибаете листовой металл, не оставляя ни единого следа или царапины. В этой статье мы рассмотрим инновационные методы гибки листового металла без следов, которые позволяют решить такие проблемы, как трение, твердость материала и...
Вы когда-нибудь думали, что гибка листового металла может быть такой сложной? Закрытая гибка - важнейшая технология обработки листового металла - использует специализированные методы для достижения точных и прочных изгибов, не требуя профессионального...
Представьте себе, что вам удается добиться идеального сгибания листового металла без каких-либо следов или дефектов. В этой статье рассматриваются передовые методы, обеспечивающие безупречное качество поверхности при гибке металла. Вы узнаете об инновационных...
Вы когда-нибудь задумывались, как массивные стальные конструкции на локомотивах достигают точных изгибов? В этой статье мы раскроем секреты создания больших радиусов изгиба в деталях из листового металла....