Штамповочный пресс - это широко распространенное в обрабатывающей промышленности оборудование, используемое для ковки, штамповки и обработки плит. Сам по себе он представляет собой сложное оборудование.
Штамповочные прессы бывают разных типов, поэтому при их покупке важно учитывать готовые изделия, тип штампа, характеристики процесса штамповки, эффективность производства и бюджет инвестиций. Тщательное рассмотрение и исследование помогут обеспечить положительный возврат инвестиций в штамповочный пресс.
При выборе штамповочного пресса основное внимание уделяется двум важнейшим факторам: типу и техническим характеристикам.
Выбор типа штамповочного пресса
Существует множество типов штамповочные прессы, а выбор типа в первую очередь основывается на материале, технических характеристиках, размерах и требованиях к размерам готовых изделий.
Выбор по типу изделия со штампованной деталью
Выбор типа пуансона в значительной степени определяется типом штампуемой детали, включая материал, технические характеристики и конечный размер штампуемой детали.
Например, пуансон с С-образной рамой подходит для малых и средних размеров. металлическая заготовка деталей, гибочных деталей или деталей для мелкой вытяжки. Однако упругая деформация его рамы может нарушить равномерное распределение зазора в штампе, повлиять на точность готовых штампованных изделий и сократить срок службы штампа.
Несмотря на эти ограничения, пуансон с С-образной рамой имеет ряд преимуществ, таких как открытая с трех сторон рама, что облегчает эксплуатацию и установку пресс-форм, питателей и устройств автоматической смены пресс-форм для автоматизированного производства, а также экономичная стоимость.
Для крупных, средних или высокоточных штампованных изделий рекомендуется выбирать пуансон с Н-образной рамой или пуансон с двумя валами.
Для специализированных процессов штамповки, таких как выравнивание, исправление изгибов и придание формы, следует выбирать штамповочный пресс с высокой прочностью и жесткостью. Если приоритетом является высокая точность обработки, следует выбрать штамповочный пресс с высокой жесткостью или пуансон с высокой производительностью (с достаточным для процесса обработки давлением).
Однако даже если использовать пуансон большой мощности с С-образной рамой, это не окажет существенного влияния. Важно отметить, что в этом случае следует выбирать штамповочный пресс с высокой жесткостью.
Выбор на основе эффективности производства штампованных деталей
Если используется ручная подача, важно не выбирать штамповочный пресс с большим количеством ходов. Во время автоматическая штамповкаПо возможности следует выбирать перфоратор с большим количеством ударов.
Однако при глубокой вытяжке не следует выбирать пуансон с большим количеством ходов, так как процесс вытяжки будет слишком быстрым, не давая материалу времени на полную деформацию, что может привести к растрескиванию деталей.
Если объем производства превышает 3000 партий, выгоднее использовать автоматическую подачу.
При работе с многочисленными партиями и большими объемами рекомендуется использовать методы непрерывной обработки, такие как высокоскоростные автоматические перфораторы и трансферные перфораторы. При выборе между универсальным или автоматическим пуансоном следует также учитывать будущие производственные планы, состояние рынка и технические тенденции.
Выбор технических характеристик штамповочного пресса
После выбора типа штамповочного пресса необходимо также определить технические характеристики оборудования. Это достигается путем согласования размеров штампа и параметров оборудования в соответствии с планом обработки и результатами расчетов обработки.
Выбор технических характеристик штамповочного оборудования основывается, прежде всего, на следующих технических параметрах.
(1) Номинальное давление
Усилие, создаваемое ползуном пресса при движении вниз, называется давлением штамповки. Давление механического штамповочного пресса изменяется в зависимости от положения ползуна (или угла поворота кривошипа в случае кривошипного пуансона).
Номинальное давление - это максимальная сила удара, которую может выдержать слайдер на определенном расстоянии до достижения нижней мертвой точки или при определенном угле поворота кривошипа до достижения нижней мертвой точки. Это конкретное расстояние называется номинальным ходом давления, а соответствующий угол поворота кривошипа - номинальным углом давления. Номинальное давление отражает силу удара, которую может выдержать сам пуансон.
Номинальное давление - важнейший технический параметр при выборе пуансона. Для обеспечения безопасности процесса штамповки тоннаж выбранного пуансона должен быть больше фактического давления штамповки и должен гарантировать, что кривая нагрузки на деталь не превышает кривую допустимой нагрузки пуансона.
Общие принципы выбора тоннажа таковы:
- Для заготовки и гибки давление пробивки не должно превышать 80% - 90% от тоннажа.
- Для глубокой вытяжки усилие вытяжки не должно превышать 50% - 60% от тоннажа.
- При неглубоком волочении усилие волочения не должно превышать 70% - 80% от тоннажа.
При комбинированной заготовке, гибке или штамповке с вытяжкой значение тоннажа должно определяться исходя из конкретных условий и кривой допустимой нагрузки используемого станка.
При штамповке более толстых деталей важно учитывать не только допустимое давление пуансона, но и его мощность.
Изменение силы удара при штамповке варьируется для разных типов штамповки, и максимальная сила удара ползуна пуансона также меняется.
Поэтому номинальное давление следует выбирать на основе кривой допустимого давления пуансона и кривой фактического усилия в конкретном процессе штамповки, чтобы кривая фактического давления штамповки оставалась ниже кривой допустимого давления пуансона.
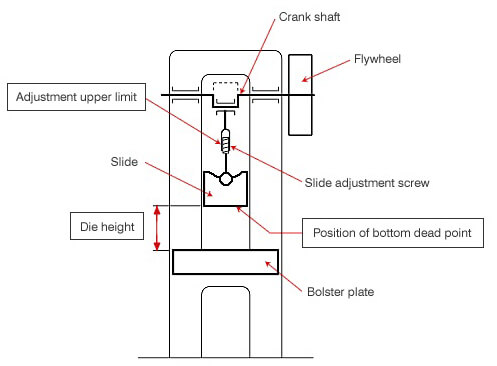
(2) Высота закрытия и высота установки штампа
Когда ползун пресса находится в нижней мертвой точке, расстояние между его нижней торцевой поверхностью и верхней поверхностью рабочего стола называется высотой закрытия пресса.
Разница между высотой закрытия пресса и толщиной опорной плиты станка называется высотой установки штампа.
Если используется неорганическая матрасная плита, высота закрытия равна высоте установки штампа.
Регулировочный винт в шатуне может регулировать высоту установки штампа в определенном диапазоне.
Когда ползунок устанавливается на верхний предел, высота установки штампа достигает максимального значения, которое является максимальной высотой установки штампа.
И наоборот, когда ползунок установлен на нижний предел, высота установки штампа находится на минимальном значении, что является минимальной высотой установки штампа. Разница между этими двумя значениями составляет диапазон регулировки высоты установки штампа.
При выборе пресса высота закрытия штампа должна находиться между максимальной и минимальной высотой закрытия пресса.
Поскольку шатун может со временем укорачиваться из-за износа, а высота закрытия штамп для тиснения может уменьшиться при последующих ремонтах, высота штампа обычно проектируется близкой к высоте крепления штампа на штамповочном прессе.
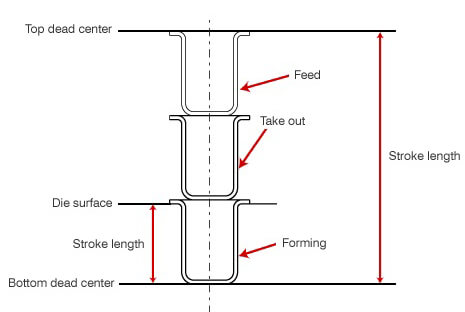
(3) Ход ползунка
Ход ползунка - это расстояние, пройденное ползунком от верхней мертвой точки до нижней мертвой точки.
Для кривошипных пуансонов ход ползуна равен удвоенному радиусу кривошипа, что отражает рабочий диапазон пуансона. Более длинный ход позволяет пробивать детали с большей высотой.
Выбор хода ползуна в основном зависит от удобства установки заготовки для тиснения в штамп и извлечения отштампованных деталей. Обычно рекомендуется, чтобы ход ползуна был в два раза больше высоты штампуемой детали.
При ручной подаче лучше не выбирать штамповочный пресс с большим количеством ходов. Для автоматической штамповки предпочтительнее выбирать штамповочный пресс с большим ходом. Однако при глубокой вытяжке не следует выбирать штамповочный пресс с большим числом ходов, так как высокая скорость вытяжки может привести к неполной деформации материала, что приведет к растрескиванию деталей.
(4) Количество инсультs
Количество ударов в минуту штамповочного пресса означает частоту перемещения подвижного блока из верхней мертвой точки в нижнюю мертвую точку и обратно в течение минуты.
Количество ходов значительно влияет на производительность процесса штамповки и определяется в основном исходя из требований производства, допустимой скорости деформации материала и возможности непрерывной работы.
(5) Размер рабочего стола
Размер пуансонного стола определяется в зависимости от размера пресс-формы, которая будет установлена. Если пресс-форма большая, размер рабочего стола может быть изменен в соответствии с потребностями заказчика.
Стол перфоратора (или поверхность опорной плиты) должен быть больше, чем горизонтальный размер нижний штамп. Рекомендуется, чтобы каждая сторона была на 50-70 мм больше, чтобы облегчить установку штампа.
Кроме того, размер поверхности нижнего штампа должен быть больше, чем размер поверхности рабочего стола. Обычно она на 45-50 мм больше с каждой стороны. Размер отверстия в рабочем столе должен быть больше, чем размер всех возможных недостающих деталей.
(6) Размер отверстия под ручку
Отверстие для ручки штампа расположено в центре нижнего конца выдвижного блока малых и средних пуансонов, чтобы облегчить установку верхнего штампа.
Диаметр ручки матрицы должен совпадать с диаметром отверстия для ручки матрицы на пуансоне, а длина зажим Часть рукоятки штампа должна быть немного короче, чем глубина отверстия для рукоятки штампа на пуансоне.
При выборе штамповочного оборудования следует также учитывать реальные условия производственной площадки.
Если подходящего оборудования нет в наличии, для производства штамповки следует использовать имеющееся оборудование.
Если требованиям соответствует более одной единицы оборудования, следует всесторонне рассмотреть производственные потребности в других продуктах и эффективное использование ресурсов оборудования.
Другие соображения по выбору
Простое обслуживание
Штамповочные прессы с высокой производительностью, крупносерийным производством, высокой гибкостью и простотой обслуживания отличаются высокой надежностью и могут оказать значительное влияние на общий объем производства.
Безопасность
Штамповка - это опасная операция, поэтому нельзя пренебрегать техникой безопасности.
При выборе перфоратора важно выбрать тот, который оснащен функциями безопасности, чтобы даже в случае ошибки в работе можно было предотвратить несчастные случаи и безопасно проводить операции.
Охрана окружающей среды
Защита окружающей среды становится все более актуальной проблемой. В будущем выбор перфоратора с низким уровнем шума и вибрации станет важным направлением развития отрасли.
Стандартный выбор штампа для пуансонов
Как выбрать штамп для штемпельного пресса?
Выбор подходящего штампа для штамповочного пресса имеет решающее значение для достижения оптимальной производительности и качества продукции. Процесс выбора включает в себя несколько ключевых моментов:
1. Мощность пресса и усилие холостого хода:
Начните с оценки усилия заготовки вашего штамповочного пресса. Это определяет максимальное усилие, которое может приложить пресс, и напрямую влияет на выбор штампа. Убедитесь, что выбранный штамп может выдержать максимальный тоннаж пресса без деформации или поломки.
2. Совместимость размеров:
Точно измерьте высоту затвора пресса (расстояние между затвором и ползуном в нижней мертвой точке) и размеры посадочного места штампа. Выберите штамп, который точно соответствует этим характеристикам, чтобы обеспечить правильное выравнивание и работу.
3. Материал заготовки:
Материал обрабатываемого изделия существенно влияет на выбор штампа. Различные материалы требуют от штампа разного уровня твердости, износостойкости и прочности. Например:
- Мягкие материалы (например, алюминий): Штампы из быстрорежущей стали (HSS) могут быть достаточными
- Твердые материалы (например, нержавеющая сталь): Могут потребоваться штампы из твердого сплава или инструментальной стали с соответствующей термообработкой
4. Свойства материала штампа:
Оптимальные характеристики штампов требуют баланса между твердостью, вязкостью и износостойкостью. Вопреки распространенному мнению, максимальная твердость не всегда идеальна. Слишком твердые штампы могут быть хрупкими и склонными к растрескиванию при больших усилиях штамповки. Рассмотрим следующее:
- Для умеренного производства: Инструментальные стали D2 или A2
- Для крупносерийного производства: Быстрорежущая сталь M2 или инструментальные стали с порошковым покрытием
- Для экстремальной износостойкости: Вставки из карбида вольфрама или штампы из твердого сплава
5. Точность изготовления:
Возможности производителя штампов в плане точности обработки, контроля термообработки и финишной обработки поверхности имеют решающее значение. Убедитесь, что они могут обеспечить или превысить требуемые допуски, обычно в диапазоне от ±0,0005″ до ±0,0002″ (от 0,013 мм до 0,005 мм) для прецизионной штамповки.
6. Конструкция и особенности штампа:
Рассмотрите дополнительные функции, которые повышают производительность и долговечность штампа:
- Правильные углы рельефа и зазоры
- Достаточная вентиляция для выхода воздуха
- Соответствующие механизмы зачистки
- Встраивание датчиков для мониторинга процесса
7. Объем производства и стоимость жизненного цикла:
Хотя первоначальная стоимость является одним из факторов, оцените общую стоимость жизненного цикла, включая обслуживание, восстановление и частоту замены. Более качественные штампы от известных производителей часто обеспечивают лучшую долгосрочную стоимость за счет повышенной долговечности и стабильной работы.
8. Репутация и поддержка производителя:
Выбирайте производителя штампов с проверенной репутацией в вашей отрасли. Учитывайте такие факторы, как техническая поддержка, сроки замены и способность предоставлять индивидуальные решения для сложных операций штамповки.
Тщательно изучив эти факторы, вы сможете выбрать штамп, который не только удовлетворит ваши непосредственные производственные потребности, но и обеспечит долгосрочную эффективность, точность и рентабельность ваших штамповочных операций.