Дуговое производство листового металла: Исчерпывающее руководство
Вы когда-нибудь задумывались, как сформировать точные дуги в листовом металле? В этой статье мы рассмотрим этот процесс, независимо от того, работаете ли вы с малыми или большими радиусами. Вы узнаете о необходимых инструментах, техниках и шагах для достижения высококачественных результатов. К концу статьи вы будете иметь четкое представление о том, как создавать идеальные дуги, повышая свои навыки и эффективность металлообработки. Погрузитесь в процесс, чтобы узнать о ключевых методах и лучших практиках изготовления дуг из листового металла.
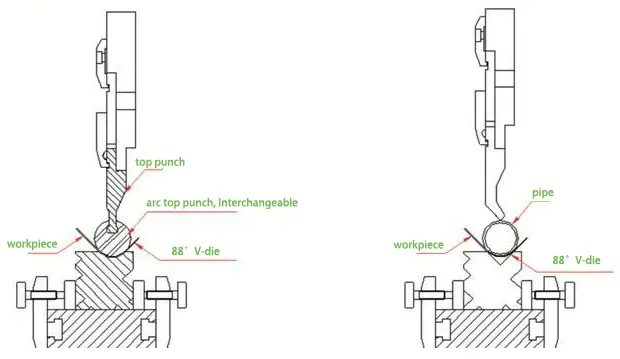
Если радиус изгиба дуговых заготовок меньше R30, их обычно можно гнуть напрямую, используя круглую листогибочную форму (как показано на рис. 1).
Рисунок 1
Когда верхняя пресс-форма закреплена, рекомендуется использовать метод крепления верхней пресс-формы, показанный на рисунке, так как он делает демонтаж более удобным. Этот метод также поможет сократить расходы при добавлении новых пресс-форм.
Изделия, полученные в результате этого процесса, отличаются высокой точностью и точностью размеров, что делает их пригодными для крупномасштабного прецизионного производства. листовой металл части.
Для дуговых заготовок с радиусом меньше R30 и без жестких требований к допуску на размер круглую трубу диаметром, равным дуге листовой детали, можно разместить непосредственно на поверхности металлического листа. Сайт нижний штамп Затем можно использовать V-образную канавку шириной больше диаметра дуги, как показано на рис. 2.
Используя обычный гибочный верхний наконечник штампа для прижима круглой трубы к металлическому листу, можно добиться желаемой формы.
Радиус > R30
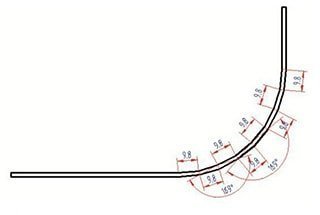
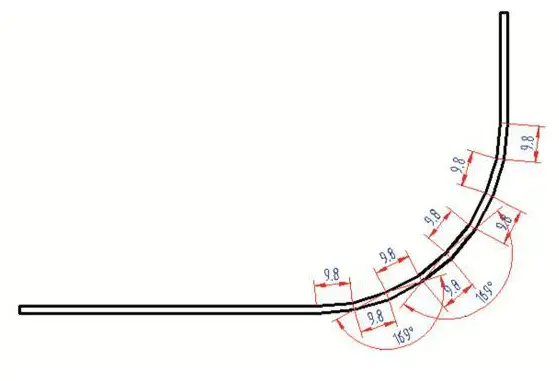
Для листового металла с радиусом, превышающим R30, дуга сегмента может быть развернута, и количество необходимых изгибов может быть рассчитано на основе размера для достижения желаемой формы. Это позволяет рассчитать размер позиционирования для каждого изгиба.
Далее угол каждого изгиба может быть рассчитан на основе зависимости между общим углом дуги и общим количеством изгибов.
При изготовлении деталей из листового металла с помощью этого процесса большее количество изгибов при одинаковом размере дуги приводит к лучшим результатам и более гладкой поверхности.
При гибке таких изделий можно регулировать начальную точку хода плунжера гибочного станка, чтобы увеличить скорость гибки.
Готовая заготовка показана на рисунке ниже:
Рисунок 2
Чтобы узнать больше о достижении большого радиуса в деталях из листового металла, вы можете прочитать статью о сгибание шишек.
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Вы когда-нибудь задумывались, как проектируются и изготавливаются с высокой точностью детали из листового металла? В этой статье мы погрузимся в увлекательный мир припусков на изгиб - важнейшей...
Вы когда-нибудь задумывались, как различные материалы влияют на гибку листового металла? В этой интересной статье опытный инженер-механик делится своими знаниями о влиянии типов материалов, толщины и...
Внимание всем изготовителям и дизайнерам листового металла! Вы пытаетесь определить оптимальный радиус изгиба для своих проектов? Не останавливайтесь на достигнутом! В этой статье блога мы рассмотрим...
Вы когда-нибудь задумывались об искусстве и науке, стоящих за приданием металлическим листам сложных форм? В этой увлекательной статье блога мы погрузимся в увлекательный мир листового...
Вы когда-нибудь задумывались, почему ваши проекты из листового металла иногда неловко гнутся или трескаются? В этой статье рассказывается о важнейшей роли отверстий в листовом металле при гибке. Вы узнаете, как эти отверстия...
Представьте себе, что вы сгибаете листовой металл, не оставляя ни единого следа или царапины. В этой статье мы рассмотрим инновационные методы гибки листового металла без следов, которые позволяют решить такие проблемы, как трение, твердость материала и...
Вы когда-нибудь думали, что гибка листового металла может быть такой сложной? Закрытая гибка - важнейшая технология обработки листового металла - использует специализированные методы для достижения точных и прочных изгибов, не требуя профессионального...
Представьте себе, что вам удается добиться идеального сгибания листового металла без каких-либо следов или дефектов. В этой статье рассматриваются передовые методы, обеспечивающие безупречное качество поверхности при гибке металла. Вы узнаете об инновационных...
Вы когда-нибудь задумывались, как массивные стальные конструкции на локомотивах достигают точных изгибов? В этой статье мы раскроем секреты создания больших радиусов изгиба в деталях из листового металла....