Экспертное руководство по ремонту оснастки листогибочного пресса
Ваш листогибочный инструмент слишком быстро изнашивается? В этой статье рассматриваются основные методы ремонта, позволяющие продлить срок службы оснастки и обеспечить оптимальную производительность при обработке листового металла. Узнайте, как эффективно обслуживать штампы листогибочного пресса: от определения характера износа до точных методов шлифования. Следуя этим советам, вы повысите качество продукции и эффективность станка, сэкономив время и затраты в долгосрочной перспективе.
Ремонт и перешлифовка листогибочной оснастки - необходимый процесс для заводов по обработке листового металла, позволяющий исправить изношенные формы на более поздних стадиях.
Ни один производитель не будет продолжать использовать комплект оснастки листогибочного пресса без ремонта и повторной шлифовки в течение нескольких лет, что вредит как гибочной машине, так и пресс-формам.
Основная причина износа матрицы гибочного станка связана с процессом обработки листового металла. Локальная гибка приводит к износу матрицы в фиксированной точке от давления гибки в течение длительного периода времени. Чрезмерное давление также может поцарапать нижний штампчто еще больше увеличит степень износа как верхнего, так и нижнего штампов.
Лучшим решением для устранения износа, вызванного локальной гибкой, является одновременная обработка нескольких заготовок, что позволяет распределить давление на гибочный станок и предотвратить повреждение матрицы в результате концентрации давления.
При каких обстоятельствах следует полировать матрицу гибочного станка?
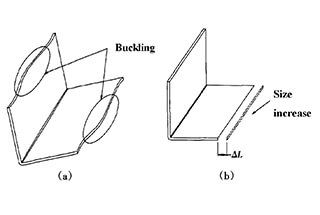
Полировка штампов для гибочных станков необходима, когда согнутая заготовка имеет значительные угловые отклонения или чрезмерную шероховатость поверхности. Оперативное обслуживание штампа не только устраняет эти проблемы, но и продлевает срок службы инструмента.
Перед началом любой операции гибки листового металла оператор должен тщательно осмотреть верхний и нижний штампы. Если на поверхностях штампов обнаружены видимые следы износа, царапины или деформации, необходимо немедленно провести ремонт. Такой упреждающий подход обеспечивает стабильное качество гибки и предотвращает возможные дефекты заготовок.
Стратегическая минимизация частоты шлифовки штампа и оптимизация количества циклов гибки могут значительно увеличить срок службы штампа. Такой подход дает множество преимуществ: улучшение качества заготовок, снижение нагрузки на гибочный станок, повышение уровня квалификации продукции и, в конечном счете, повышение эффективности работы. Реализация хорошо спланированного графика обслуживания штампов, основанного на типах обрабатываемых материалов и объемах производства, может помочь достичь этих целей, обеспечивая баланс между производительностью и сроком службы инструмента.
Как шлифовать форму для гибочного станка?
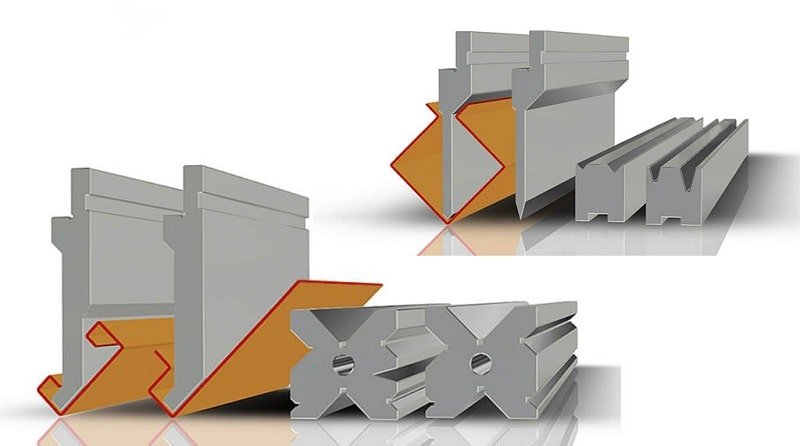
Существуют различные методы шлифовки пресс-форм для гибочных станков, наиболее распространенный из которых предусматривает установку пресс-формы на специализированное приспособление и использование прецизионного плоскошлифовального станка. Этот метод особенно важен для дуговых пресс-форм (R-типа) и формовочных штампов, для которых требуются высокоточные шлифовальные круги и специализированные инструменты для ремонта пресс-форм.
Для достижения оптимальных результатов в процессе шлифования необходимо поддерживать постоянный зазор между инструментами в пределах 0,03-0,05 мм. Такой точный зазор обеспечивает равномерное удаление материала и помогает сохранить заданную геометрию пресс-формы.
Важно отметить, что повторять сеансы шлифовки обычно не рекомендуется. Такая практика не только не позволяет добиться полной обработки пресс-формы, но и может привести к значительному повреждению ее поверхности и целостности. Вместо этого более эффективным подходом является внесение соответствующих исправлений в большинство шлифуемых участков за один сеанс, после чего выполняется окончательная тонкая шлифовка.
Этот двухэтапный метод - первоначальное исправление и последующее тонкое шлифование - имеет ряд преимуществ. Он повышает общую точность пресс-формы гибочного станка с ЧПУ, улучшает качество обработки поверхности и облегчает установку и ввод в эксплуатацию. Кроме того, такой подход помогает сохранить долговечность пресс-формы за счет минимизации ненужного удаления материала и снижения риска термического напряжения, вызванного несколькими циклами шлифования.
Для дальнейшей оптимизации процесса измельчения учитывайте такие факторы, как:
Правильный выбор зернистости шлифовального круга и типа связки в зависимости от материала пресс-формы
Достаточный поток охлаждающей жидкости для предотвращения накопления тепла и термического искажения
Регулярная правка круга для поддержания эффективности резки и геометрической точности
Использование методов измерения в процессе производства для обеспечения точности размеров
Придерживаясь этих передовых методов и применяя стратегический подход к шлифованию, производители могут значительно повысить качество, производительность и срок службы своих пресс-форм для гибочных станков.
R плесень
Заключение
В заключение следует отметить, что правильная повторная шлифовка листогибочный пресс Изготовление штампов - важный процесс для предприятий по производству листового металла. Повышение точности и срока службы штампов - еще один способ увеличить прибыль предприятия.
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель компании MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Вы когда-нибудь задумывались, что обеспечивает бесперебойную работу листогибочного станка с ЧПУ? Ответ кроется в гидравлическом масле. Эта незаменимая жидкость обеспечивает оптимальную производительность и долговечность станка. В нашей статье...
Правильный ремонт гидравлического цилиндра листогибочного пресса имеет решающее значение для поддержания производительности и безопасности машины. Гидравлический цилиндр обычно состоит из поршня, гильзы, штока и винта.....
1. Введение В настоящее время мировая экономика переживает спад, и обрабатывающая промышленность сильно пострадала. Как часть обрабатывающей промышленности, промышленность по производству листового металла...
Что делает оператор листогибочного пресса и сколько он зарабатывает? В этой статье мы рассмотрим основные обязанности операторов листогибочных прессов, начиная от настройки станков и заканчивая обеспечением...
Вы когда-нибудь задумывались о том, как поддерживать ваш листогибочный станок с ЧПУ в идеальном состоянии? Техническое обслуживание станка включает в себя не только периодическую чистку, но и обеспечение надежности каждой детали, от гидравлической системы...
Вы боретесь с несовместимыми изгибами на листогибочном прессе с ЧПУ? В этой статье рассказывается о критических настройках, необходимых для идеальной синхронизации и точности. От тонкой настройки электрогидравлической сервосистемы до...
Задумывались ли вы когда-нибудь о том, на чем держатся уличные фонари, указывающие нам путь домой? В этом блоге мы исследуем увлекательный мир фонарных столбов, начиная с их материалов и заканчивая...
Приходилось ли вам сталкиваться с проблемами гибки листового металла, которые заставляли вас ломать голову? В этой содержательной статье блога опытный инженер-механик делится своим опытом решения распространенных...