Функция отверстия для изготовления листового металла
Отверстия в листовом металле, также известные как рельефные вырезы или выемки, играют важную роль в предотвращении деформации материала и обеспечении точности гибочных операций. Эти стратегически расположенные отверстия необходимы для поддержания структурной целостности и получения высококачественных готовых изделий в процессах изготовления листового металла.
Если линия гиба пересекается в одной точке или подходит к краю листа на расстояние, меньшее, чем двойная толщина материала, возникает необходимость в изготовлении отверстий. Эти отверстия снижают концентрацию напряжений и предотвращают нежелательное вытягивание или разрыв материала во время гибки. Благодаря использованию отверстий правильного размера и расположения производители могут добиться чистых и точных изгибов без нарушения целостности материала.
Отверстия для изготовления особенно важны для деталей из листового металла, требующих обработки кромок и сложных операций гибки. Они позволяют контролировать поток материала и распределение напряжений, обеспечивая равномерный изгиб и предотвращая локальное утонение или разрушение. В более простых конструкциях, где не требуется заворачивание кромок и сложная гибка, отверстия для изготовления можно не делать, что упрощает процесс производства.
Недостатки отсутствия отверстий для изготовления:
- Истончение материала: При отсутствии отверстий края и углы согнутого материала могут значительно истончиться, что может привести к ослаблению конструкции.
- Проблемы со сваркой: Утонченные кромки часто требуют присадочного материала при сварке, что увеличивает время и стоимость производства.
- Риск деформации: Отсутствие точек снятия напряжения может привести к неравномерному распределению материала, что приведет к сварочной деформации и нарушению точности размеров.
- Снижение качества изгиба: Острые углы и кромки могут треснуть или расколоться без надлежащего снятия напряжения, что приводит к браку и увеличению количества брака.
Преимущества использования отверстий для изготовления:
- Повышенное качество изгибов: Отверстия для изготовления обеспечивают плавные, последовательные изгибы завернутых краев без вытягивания материала или деформации.
- Улучшение структурной целостности: Благодаря предотвращению локальной концентрации напряжений технологические отверстия сохраняют общую прочность гнутого компонента.
- Повышение эффективности производства: Правильно спроектированные технологические отверстия снижают потребность во вторичных операциях и повторной обработке, оптимизируя производственный процесс.
- Лучшее качество сварки: Благодаря сохранению толщины материала на кромках отверстия способствуют получению более прочных и надежных сварных швов с минимальным количеством присадочного материала.
- Гибкость конструкции: Стратегическое использование отверстий для изготовления позволяет создавать более сложные геометрии изгибов и более жесткие допуски в конструкциях из листового металла.
Методы открытия отверстий в процессах гибки листового металла
Определение оптимального размера отверстий для изготовления:
Размеры отверстий в листовом металле зависят от их расположения и свойств материала. Для отверстий, расположенных на пересечении двух линий сгиба, диаметр обычно должен быть в 2-2,5 раза больше толщины материала. Это обеспечивает достаточный зазор для предотвращения разрыва материала или чрезмерной концентрации напряжений при гибке. Минимальный диаметр отверстия не должен быть меньше 1,5-кратной толщины листа для сохранения структурной целостности.
Для более толстых материалов необходимо дополнительно увеличить размер отверстия для изготовления, чтобы учесть больший радиус изгиба и предотвратить деформацию материала. Общее правило заключается в том, что на каждые 3 мм увеличения толщины листа свыше 6 мм к диаметру отверстия добавляется еще 0,5-1 толщина материала.
Учет и усовершенствования для изготовления отверстий:
Хотя технологические отверстия необходимы для многих конструкций из листового металла, они могут представлять определенные трудности, особенно при работе с толстыми листами:
- Потеря материала: Значительное смещение материала происходит под углом изгиба, что может нарушить эстетический вид и структурную целостность детали.
- Сложности со сваркой: Потеря материала может привести к образованию зазоров, которые трудно эффективно сварить, что может привести к слабым соединениям или повышенным требованиям к последующей обработке.
- Концентрация напряжений: Неправильно подобранные размеры отверстий могут привести к концентрации напряжений, увеличивая риск возникновения и распространения трещин при изгибе или под нагрузкой.
Чтобы решить эти проблемы, рассмотрим следующие усовершенствованные методы:
- Оптимизированная геометрия отверстий: Вместо круглых отверстий используйте отверстия вытянутой или овальной формы, ориентированные параллельно линии изгиба. Такая форма позволяет более эффективно регулировать поток материала при гибке.
- Ступенчатые или конические отверстия: Для толстых листов используйте ступенчатую или коническую конструкцию отверстий. Больший диаметр на внешней поверхности постепенно уменьшается к линии изгиба, что минимизирует потери материала при сохранении зазора.
- Методы усиления: В критических областях применения рассмотрите возможность локального усиления вокруг области отверстия с помощью таких методов, как углубление или добавление ферм для сохранения прочности и улучшения свариваемости.
- Передовые методы резки: Используйте прецизионные технологии резки, такие как лазерная или гидроабразивная резка, для создания сложных геометрий отверстий, которые оптимизируют поток материала и минимизируют концентрацию напряжений.
- Анализ методом конечных элементов (FEA): Для критически важных компонентов или крупносерийного производства используйте моделирование FEA для оптимизации размера и геометрии отверстий с учетом специфических свойств материала и параметров изгиба.
Метод оптимизации изготовления отверстия
Размер отверстия в производство листового металла может быть определена на основе кромки сгиба и с учетом толщины листа и гибочной заготовки, чтобы избежать любых потенциальных проблем.
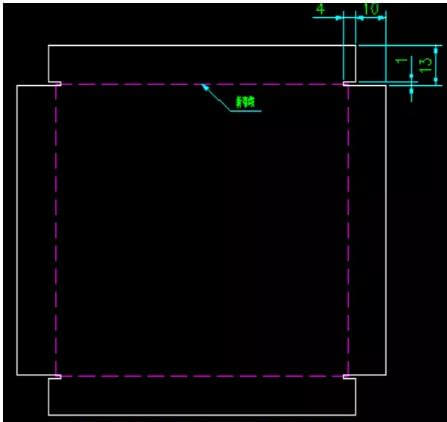
В качестве наглядного примера см. рисунок ниже.
На рисунке выше показана квадратная коробка из листового металла толщиной 3 мм и высотой сгиба 15 мм со всех четырех сторон.
Схема улучшения отверстий при изготовлении
Улучшение метода бланкирования:
Существует два метода использования листа металлическая заготовкаА именно: штамповка заготовок и лазерная резка заготовок. В результате штамповки получаются преимущественно круглые отверстия, а возможность получения квадратных или длинных отверстий ограничена из-за ограничений пресс-формы. В случае с 3-миллиметровым металлическим листом, показанным на рисунке выше, лазерная резка используется для заглушки.
Улучшение формы отверстий при изготовлении:
Чтобы избежать эстетических проблем после сгибания, для изготовления отверстий можно использовать длинную полосу.
Определение размера отверстия для изготовления длинной полосы:
Обычно используется ширина 1 мм, так как она не оказывает негативного влияния на внешний вид или выпуск гибка листового металла деформации.
Метод расчета измерения глубины:
Размер глубины рассчитывается следующим образом: 10 мм равны высоте сгиба минус 3 мм плюс коэффициент 5, а 4 мм равны толщине металлического листа плюс 1 мм.
Эффект улучшения при изготовлении отверстия
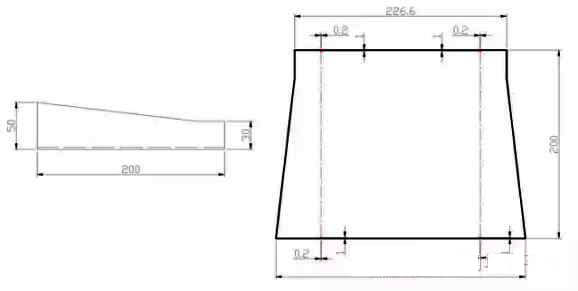
При использовании этого метода деталь из листового металла после гибки будет иметь узкий зазор всего в 1 мм. Для наглядного представления обратитесь к трехмерной визуализации.
После сгибания отверстия, изготовленного этим методом, угол сгиба хорошо контролируется, и, как следствие, сварка может быть выполнена без использования дополнительного присадочного материала.
Почему следует избегать сгибания и вытягивания?
Воздействие сгибания и вытягивания:
(1) Влияние на размер изгиба:
В процессе вытяжки требуется значительное усилие для разделения толщины листа. Это может вызвать смещение заготовки и привести к нарушению размеров из-за непредсказуемого направления приложенной силы.
(2) Гибочный штамп Уязвима к повреждениям:
Как уже говорилось, на острых углах возникают большие усилия, которые могут превысить несущую способность штампа, что приведет к его разрушению и повреждению.
Стандарт применения гибки позиционирования изготовления отверстия
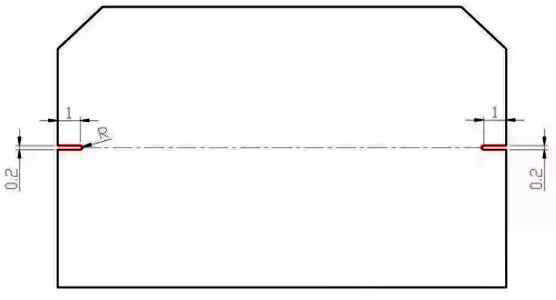
Размер и форма отверстия для изготовления:
- Размер отверстия для изготовления составляет 1 мм x 0,2 мм с радиусом корня 0,1 мм. Эта конструкция подходит для пластин толщиной менее или равной 3 мм.
- Размер отверстия для изготовления составляет 1 мм x 0,4 мм с радиусом корня 0,2 мм. Эта конструкция подходит для листов толщиной от 3 мм до 6 мм.
Область применения:
- Тип угла:
Угол изгиба не является идеальным 90 градусов, и позиционные отверстия сверлятся во всех местах изгиба, в том числе в точках пересечения изгибов.
- Тип стыковки:
Для деталей с внешним видом или стыковых соединений с жесткими требованиями к точности необходимо просверлить позиционирующие отверстия на положение сгибания.
- Крупный шрифт:
Если размер гиба превышает 200 мм, все позиционные отверстия должны быть просверлены в месте гиба.
- Непрерывная гибка нескольких сложных типов:
При непрерывной гибке сложных деталей позиционные отверстия следует добавлять, начиная с третьего сгибаемого края.
- Тип заказа на изгиб:
Для деталей, которые не могут быть обработаны в стандартной последовательности гибки, необходимо просверлить позиционирующие отверстия в месте гибки.
- Повторите тип изгиба:
Из-за ограничений гибочного оборудования для деталей, требующих многократной гибки, необходимо просверлить позиционирующие отверстия во всех положениях гибки.
- Не прислоняйтесь к ограничительной линейке:
Для деталей, которые не могут быть прижаты к упорной линейке, необходимо просверлить позиционные отверстия во всех местах сгиба.
- Тип направляющей шины:
Для деталей типа направляющих необходимо просверлить позиционные отверстия в месте сгиба.
- Круглое отверстие для позиционирования:
В начальных точках дуг на обоих концах кривой просверливаются отверстия для позиционирования.
- Тип тяговой пластины:
Отверстия для позиционирования должны быть просверлены в месте изгиба элементов тяговой пластины.
- Тип перекрытия:
Позиционирующие отверстия должны быть просверлены в месте наложения перекрывающихся компонентов. Отверстие для позиционирования должно быть просверлено по заданному размеру для непрерывного изгиба, исходя из края нахлеста.