Вы когда-нибудь задумывались, как сварить вместе два самых сложных металла - медь и нержавеющую сталь? В этой статье мы разберем все сложности сварки этих разнородных металлов, рассмотрим основные методы и советы, позволяющие избежать таких распространенных проблем, как проникающие трещины. Узнайте о лучших методах сварки, подходящих присадочных материалах и параметрах процесса, чтобы получить прочный шов без дефектов. Погрузитесь в специфику ручной дуговой сварки, сварки под флюсом, сварки TIG, газовой сварки и пайки, обеспечивая полное понимание всего процесса.
Сварка меди с нержавеющей сталью - критически важный, но сложный процесс в современной металлургии, прежде всего из-за присущего ей риска образования трещин при проплавлении меди. Это явление, также известное как охрупчивание жидкого металла (ОМЖ), возникает, когда расплавленная медь проникает в границы зерен нержавеющей стали, нарушая структурную целостность соединения.
Чтобы снизить риск образования трещин при проникновении, необходимо применять двухсторонний подход:
Оптимизация процессов:
Выберите подходящую технологию сварки, которая минимизирует тепловыделение, например импульсную дуговую сварку газовым вольфрамовым электродом (GTAW) или усовершенствованную лазерная сварка методы.
Обеспечьте точный контроль параметров сварки, в частности подводимого тепла и температуры промежуточного слоя, чтобы ограничить зону термического влияния (HAZ) и снизить вероятность миграции меди.
Материаловедение:
Используйте присадочные материалы, специально предназначенные для сварки разнородных металлов, например сплавы на основе никеля (например, ERNiCu-7 или ERNiCrMo-3).
Тщательно контролируйте состав сварочной ванны: a) Минимизация элементов, склонных к образованию низкоплавких эвтектик (например, S, P и O). б) Включение легирующих элементов, таких как Al, Si, Mn, V, Mo и Ni, для улучшения металлургических свойств сварного шва и сопротивления образованию трещин.
Тщательно соблюдая эти рекомендации, производители могут значительно снизить риск образования трещин при проплавлении и получить прочные, высокопрочные соединения меди и нержавеющей стали. Такой подход не только обеспечивает прочность конструкции, но и оптимизирует эксплуатационные характеристики сварного компонента в сложных условиях применения в таких отраслях, как нефтехимия, энергетика и передовое производство.
При использовании ручной дуговой сварки меди и нержавеющей стали важно помнить, что выбор аустенитной электрод из нержавеющей стали может увеличить вероятность образования термических трещин.
По этой причине рекомендуется выбирать никелированную медь. сварочный пруток (никель 70% и медь 30%), или электрод из сплава на основе никеля. В качестве альтернативы можно использовать сварка меди стержень (T237).
В процессе сварки рекомендуется использовать технику быстрой сварки, используя малый диаметр и низкий ток, не раскачивая дугу. Дуга также должна быть наклонена в сторону меди, чтобы снизить риск образования проникающих трещин.
Дуговая сварка под флюсом
При дуговой сварке под флюсом (SAW) меди с нержавеющей сталью основными задачами являются предотвращение образования трещин и минимизация пористости. Эти вопросы особенно важны из-за несхожих термических и механических свойств материалов.
Чтобы уменьшить эти проблемы, необходима тщательная подготовка поверхности. Непосредственно перед сваркой тщательно очистите и обезжирьте поверхности как сварных элементов, так и сварочных проволок. Этот шаг позволяет удалить загрязнения, которые могут привести к образованию включений или нарушить целостность сварного шва.
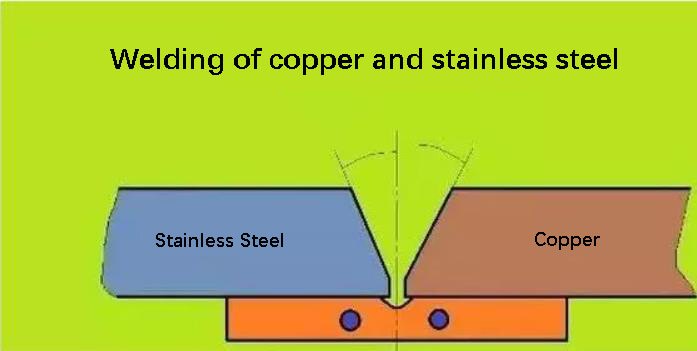
Для сварных соединений толщиной от 8 до 10 мм обычно используется асимметричная V-образная канавка с углом 70°. Угол паза со стороны меди составляет 40°, а со стороны нержавеющей стали (1Cr18Ni9Ti) скошен на 30°. Такая асимметрия учитывает разную теплопроводность материалов.
Рекомендуется использовать флюс HJ431 или HJ430. Флюс HJ430 следует запекать при 200°C в течение 2 часов для удаления влаги, что очень важно для уменьшения пористости, вызванной водородом. В качестве основного присадочного материала используйте сварочную проволоку на основе меди. Для улучшения металлургического сцепления и снижения риска растрескивания разместите в канавке от одной до трех проволок из никеля или никель-медного сплава в стратегически важных местах. Они выполняют роль переходного слоя между разнородными металлами.
Для обеспечения достаточного проплавления и провара используйте более высокие уровни сварочной энергии, чем те, которые обычно используются для сварки аналогичных металлов. Используйте водоохлаждаемую медную подложку, чтобы контролировать подачу тепла и предотвратить чрезмерное расплавление медного материала основы. Расположите сварочную проволоку так, чтобы она была направлена в сторону меди, со смещением примерно на 5-6 мм от центральной линии канавки. Эта техника компенсирует более высокую теплопроводность меди и способствует более равномерному распределению тепла по шву.
Тщательно контролируйте и регулируйте температуру межпроходного шва, чтобы справиться с термическими напряжениями и предотвратить образование горячих трещин. Послесварочная термообработка может потребоваться для снятия остаточных напряжений и оптимизации механических свойств сварного соединения.
Технологические параметры дуговой сварки под флюсом чистой меди и нержавеющей стали
Сварка TIG позволяет получать высококачественные швы при соединении меди, медных сплавов и нержавеющей стали. Однако для достижения оптимальных результатов требуется владение определенными техниками. Основными конфигурациями соединений являются стыковые и угловые соединения в канавке. При сварке разнородных металлов рекомендуется подготовить половину V-образной канавки со стороны нержавеющей стали, оставляя сторону меди квадратной.
Перед сваркой очень важна тщательная подготовка поверхности. Очистите поверхности сварного шва и нанесите специализированный флюс (70% H3BO3, 21% Na2B4O2, 9% CaF2) на лицевую и обратную стороны шва. Дайте флюсу полностью высохнуть, прежде чем приступать к процессу сварки.
Выбор присадочного металла имеет решающее значение для успешной сварки разнородных металлов. Предпочтительными вариантами являются сплав Monel (70% Ni, 30% Cu) или медные сплавы, содержащие кремний и алюминий, такие как HS221, QAI9-2, QAI9-4, QSi3-1 или QSn4-3. Эти присадочные металлы улучшают свариваемость и механические свойства соединения.
При сварке TIG очень важно точное позиционирование дуги. Направьте вольфрамовую дугу в сторону меди, поддерживая смещение на 5-8 мм от центральной линии канавки. Эта техника помогает контролировать плавление нержавеющей стали, снижая риск образования интерметаллических соединений.
В процессе сварки обычно используются медные, медно-никелевые или алюминиево-бронзовые присадочные проволоки. Эти материалы улучшают механические свойства металла шва и снижают риск образования трещин при проплавлении меди. Как правило, предпочтение отдается технике прямой сварки без колебаний, с использованием более высоких скоростей перемещения для минимизации тепловыделения.
При использовании гибридного процесса аргонодуговой сварки и пайки минимизируйте плавление со стороны нержавеющей стали. Такой подход создает паяное соединение со стороны нержавеющей стали и сварное соединение плавлением со стороны меди, оптимизируя металлургическую совместимость между разнородными металлами.
Обратитесь к прилагаемому рисунку, чтобы узнать конкретные параметры процесса при сварке TIG латуни с нержавеющей сталью. Эти параметры служат в качестве отправной точки и могут потребовать точной настройки в зависимости от толщины материала, конструкции соединения и состава сплава.
TIG-сварка латуни H62Sn-1 и нержавеющей стали 1Cr18Ni9Ti
Толщина сварного шва мм
Диаметр вольфрамового электрода мм
Длина удлинения вольфрамового электрода
Диаметр сопла мм
Сварочный ток a
Расход аргона л/мин
3+3
3
5-6
12
100~120
10
3+6
3
5-6
12
140-180
10
3+18
3
5-6
12
150-200
10
Газовая сварка
Газовая сварка меди и нержавеющей стали представляет собой уникальную проблему из-за более низкой температуры пламени по сравнению с процессами дуговой сварки. Такой перепад температур может привести к ряду осложнений:
Неравномерное плавление: Разница в температурах плавления меди (1084°C) и нержавеющей стали (1400-1450°C) может привести к неравномерному плавлению основных металлов.
Расширенная зона термического влияния (HAZ): Длительное тепловое воздействие, необходимое для плавления обоих материалов, приводит к расширению зоны термического влияния, потенциально изменяя микроструктуру и свойства основных металлов.
Повышенная деформация: Длительный период нагрева может вызвать тепловое расширение и последующее сжатие, что приведет к деформации сваренных деталей.
Риск несплавления: Недостаточное проникновение тепла или неправильный выбор присадочного металла могут привести к отсутствию плавления между основным металлом и присадочным материалом.
Для решения этих проблем решающее значение имеет правильный выбор присадочного металла. Для соединения чистой меди с нержавеющей сталью 18-8 обычно используются сварочные проволоки из медно-цинкового сплава, такие как HSCuZn-2 (60% Cu, 40% Zn), HSCuZn3 (59% Cu, 41% Zn) или HSCuZnNi (54-56% Cu, 43,5-45,5% Zn, 0,5-1,5% Ni). Эти присадочные металлы обеспечивают баланс прочности, коррозионной стойкости и совместимости с обоими основными металлами.
При сварке нейтральным пламенем в качестве флюса можно использовать сварочный порошок 301 (обычно смесь буры, борной кислоты и других флюсующих веществ) или чистую буру для защиты сварочной ванны от окисления и улучшения характеристик смачивания.
Если речь идет о более длинных сварных швах, то для уменьшения разницы в теплоотдаче перед сваркой на поверхность канавки со стороны нержавеющей стали наносится слой латуни. Этот промежуточный слой служит в качестве теплового буфера и помогает выровнять распределение тепла между двумя разнородными металлами в процессе сварки.
Чтобы оптимизировать газовую сварку меди с нержавеющей сталью, обратите внимание на следующие лучшие практики:
Используйте слегка окисляющее пламя, чтобы противостоять высокой теплопроводности меди.
Предварительно нагрейте заготовки, чтобы уменьшить градиент температуры и свести к минимуму деформацию.
Используйте правильную конструкцию соединений для обеспечения адекватного распределения и проникновения тепла.
Используйте прерывистые методы сварки для управления тепловыделением и уменьшения общего искажения.
Для снятия остаточных напряжений и оптимизации свойств соединения может потребоваться послесварочная термообработка.
Пайка
При пайке меди к нержавеющей стали преимущественно используются припои на основе серебра благодаря их отличным смачивающим свойствам и более низким температурам плавления. К распространенным сплавам относятся HL302 (56% Ag), HL309 (50% Ag) и HL312 (45% Ag), каждый из которых обладает определенными преимуществами в зависимости от требований к применению. Процесс пайки подчиняется общим принципам, но требует тщательного внимания к контролю температуры и распределению тепла.
При пайке меди и нержавеющей стали необходимо учитывать следующие основные моменты:
Конструкция соединения: Обеспечьте правильную посадку и зазор (обычно от 0,002″ до 0,005″) для облегчения капиллярного действия расплавленного присадочного металла.
Подготовка поверхности: Тщательно очистите оба металла, чтобы удалить окислы и загрязнения. Для нержавеющей стали может потребоваться мягкий флюс, чтобы разрушить слой оксида хрома.
Контроль температуры: Важнейшим условием успеха является поддержание температуры пайки в узком диапазоне между жидкостью присадочного металла и твердым телом основного металла. Для большинства припоев на основе серебра этот диапазон обычно составляет от 1150°F до 1400°F (от 620°C до 760°C).
Применение тепла: Как уже отмечалось, при нагреве источник тепла должен быть направлен в сторону меди. Это связано с тем, что медь обладает более высокой теплопроводностью, чем нержавеющая сталь. Подвод тепла преимущественно к меди обеспечивает более равномерный нагрев обоих материалов, предотвращая локальный перегрев нержавеющей стали, который может привести к сенсибилизации или деформации.
Скорость охлаждения: Контролируйте скорость охлаждения для минимизации тепловых напряжений, что особенно важно для крупных узлов или при соединении разнородных металлов с разными коэффициентами теплового расширения.
Очистка после пайки: Удалите остатки флюса, чтобы предотвратить коррозию, что особенно важно в агрессивных средах или при работе с высокочистыми материалами.
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Сварочные деформации нержавеющей стали могут привести к значительным проблемам при изготовлении металлоконструкций. В статье рассматриваются различные методы контроля и исправления этих деформаций, такие как использование медных пластин, воды...
Вы когда-нибудь задумывались о том, как эффективно сваривать различные виды нержавеющей стали? В этой статье мы рассмотрим специализированные методы сварки мартенситной и дуплексной нержавеющей стали, а также подробно расскажем о трудностях...
Сварка нержавеющей стали требует точности, чтобы предотвратить такие дефекты, как растрескивание и коррозия. Знаете ли вы, какие шаги необходимо предпринять для обеспечения безупречного сварного шва? В этой статье рассказывается о восьми основных мерах предосторожности,...
Как сварка углеродистой стали может быть одновременно обычной практикой и сложной задачей? Это руководство исследует запутанный мир сварки углеродистой стали, рассказывая о типах углеродистой стали, их...
Сварка меди и ее сплавов представляет собой уникальную задачу из-за их высокой теплопроводности и склонности к образованию трещин. В этой статье рассматриваются различные технологии сварки, материалы и методы подготовки, необходимые...
Представьте себе, что тяжелые и громоздкие сварочные аппараты превратились в легкие и портативные электростанции. Эта статья посвящена механике инверторных источников питания для дуговой сварки, демонстрируя их преобразование переменного тока в постоянный для...
Что, если бы вы могли гарантировать, что ваши сварные швы всегда будут идеальными? В этой статье мы рассмотрим оценку процесса сварки - важнейший метод тестирования и совершенствования сварочных технологий. Вы...
Почему сварка высокоуглеродистой стали представляет собой такую проблему? В этой статье рассматриваются уникальные трудности, связанные с этим материалом, такие как его склонность к образованию хрупкого мартенсита, что приводит к...
Представьте, что вы изменили свой сварочный процесс с помощью технологии, которая повышает эффективность без ущерба для качества. Сварка горячей проволокой TIG достигает именно этого путем предварительного нагрева сварочной проволоки, что повышает скорость и...