Руководство по эксплуатации гидравлических гильотинных ножниц
Вы когда-нибудь задумывались о том, как массивные листы металла точно разрезаются с минимальными усилиями? В этой статье мы исследуем увлекательный мир гидравлических гильотинных ножниц. Вы узнаете о мерах безопасности, правилах эксплуатации и технологии, лежащей в основе точных разрезов. Приготовьтесь раскрыть секреты этих мощных машин и расширить свое представление об их невероятных возможностях.
При эксплуатации гидравлических гильотинных ножниц соблюдение основных правил техники безопасности имеет первостепенное значение для снижения риска возгорания, поражения электрическим током и получения травм. Перед началом работы операторы должны тщательно изучить и усвоить все инструкции, сохранив их для дальнейшего использования.
Операторы должны иметь полное представление об устройстве машины, ее характеристиках и рабочих параметрах, описанных в руководстве по эксплуатации. В сценариях с несколькими операторами назначенный руководитель должен контролировать производство, чтобы обеспечить слаженную и безопасную работу.
Категорически запрещается работать на станке любыми частями тела, включая руки, в рабочей зоне станка. Особенно внимательно следите за тем, чтобы руки не попадали в пространство между верхним и нижним штампами, так как это создает серьезный риск получения травмы.
Смазка должна осуществляться в соответствии с прилагаемой схемой смазки, что обеспечивает надлежащее обслуживание и долговечность машины.
Поддерживайте чистоту и порядок на рабочем месте, включая прилегающую территорию и электрические изоляционные линии. Особое внимание следует уделять тому, чтобы рабочая зона стола была свободна от препятствий, чтобы предотвратить несчастные случаи и обеспечить оптимальный рабочий процесс.
Регулярно проводите комплексные проверки всех компонентов оборудования, чтобы выявить и устранить потенциальные опасности до их возникновения.
Максимальное рабочее давление машины установлено на заводе на уровне 23 МПа. Это значение может быть изменено в соответствии с конкретными эксплуатационными требованиями, но только квалифицированным персоналом с соблюдением соответствующих процедур.
Доступ к электрическому шкафу разрешен только уполномоченному персоналу. Прежде чем открывать дверь шкафа, убедитесь, что выключатель питания находится в положении OFF, чтобы избежать опасности поражения электрическим током.
Этот предупреждающий знак и руководство по эксплуатации являются неотъемлемой частью безопасности машины. Ни в коем случае не удаляйте, не повреждайте и не перемещайте их.
ВВЕДЕНИЕ
Мы настоятельно рекомендуем всем пользователям и операторам тщательно изучить данное руководство по эксплуатации перед началом работы с машиной. Данное руководство предназначено для специализированного и квалифицированного персонала и содержит необходимые схемы и документацию, обеспечивающие безопасное обращение, правильную установку, эффективную работу и эффективное техническое обслуживание гидравлической машины для резки листового металла.
Информация, представленная в данном руководстве, является точной на дату публикации. Однако наша компания оставляет за собой право вносить изменения и улучшения без предварительного уведомления, что является частью нашего обязательства по постоянному совершенствованию продукции.
Правильная установка машины, как подробно описано в данном руководстве, имеет решающее значение для оптимальной работы. Регулярные проверки и тщательное техническое обслуживание не менее важны для поддержания эффективности, точности и долговечности машины. Соблюдение этих рекомендаций значительно продлит срок службы машины и обеспечит стабильно высокое качество продукции.
Необходимо отметить, что неправильная или безответственная эксплуатация гидравлической машины для резки листового металла может привести к непоправимому повреждению оборудования и, что более важно, поставить под угрозу безопасность оператора и окружающего персонала. Протоколы безопасности, изложенные в данном руководстве, должны строго соблюдаться в любое время.
Наша компания снимает с себя ответственность за любые повреждения или травмы, возникшие в результате неправильного обслуживания, несанкционированных модификаций или подключений, выполненных неквалифицированным персоналом. Для сохранения гарантии и обеспечения безопасной работы машины все работы по техническому обслуживанию и модификации должны выполняться уполномоченными техническими специалистами с использованием одобренных деталей и процедур.
Мы настоятельно подчеркиваем важность полного изучения данного руководства, прежде чем приступать к эксплуатации гидравлической машины для резки листового металла. Правильное понимание возможностей, ограничений и техники безопасности станка необходимо для достижения максимальной производительности при сохранении безопасной рабочей среды.
Следуя рекомендациям, представленным в этом руководстве, операторы могут обеспечить долговечность станка, поддерживать оптимальную точность резки и соблюдать высочайшие стандарты безопасности на рабочем месте при изготовлении листового металла.
СТАНДАРТНЫЕ ОСОБЕННОСТИ гильотинных стригальных машин
Этот станок известен своей проверенной надежностью и высокой производительностью при выполнении операций прецизионной резки металла.
Прочная конструкция рамы, изготовленная из высокопрочных материалов, обеспечивает долговременную целостность конструкции и неизменную точность резки в течение длительных периодов эксплуатации.
Инновационная моноблочная гидравлическая система значительно сокращает количество гидравлических трубопроводов, сводя к минимуму возможные места утечек и повышая общую надежность системы и эффективность обслуживания.
Гидравлическая система с двумя насосами обеспечивает быстрое, независимое резание и позволяет изменять давление прижима, оптимизируя производительность резки материалов различной толщины и типа.
Встроенная защита гидравлической системы от перегрузок предохраняет критически важные компоненты от чрезмерных усилий, повышая долговечность машины и безопасность эксплуатации.
Высокоинтенсивная светодиодная подсветка стратегически расположена так, чтобы обеспечить оптимальную видимость зоны реза, повышая точность реза и безопасность оператора.
Точная регулировка зазора между лезвиями осуществляется с помощью удобной индикаторной системы, откалиброванной по толщине материала, что обеспечивает стабильное качество реза при различных размерах заготовки.
Гидроэлектрическая система регулировки угла наклона ракеля позволяет точно настроить угол наклона ножа, минимизируя деформацию материала и максимизируя эффективную производительность станка при резке толстых листов.
Ножи для ножниц изготовлены из инструментальной стали D2 высшего сорта с высоким содержанием хрома и углерода, что обеспечивает превосходную твердость, износостойкость и режущие свойства. Эти лезвия производятся исключительно в Великобритании в соответствии со строгими стандартами качества.
Моторизованный задний калибр с ходом 750 мм оснащен цифровыми показаниями и маховиком точной регулировки, что облегчает точное позиционирование материала и выполнение повторяющихся операций резки.
В электрической системе используются компоненты промышленного класса со встроенной защитой двигателя от перегрузки, что обеспечивает надежную работу и защищает от сбоев в электросети.
1000-миллиметровый рычаг со встроенной шкалой и выдвижным упором облегчает перемещение материала и повышает точность резки при выполнении больших операций с листовым металлом.
Машина поставляется с полностью заправленной гидравлической системой, что позволяет сразу же приступить к работе после установки.
В комплект поставки входит полный набор инструментов для обслуживания, позволяющий осуществлять текущий уход и мелкие настройки для поддержания оптимальной производительности.
Гидравлические гильотинные ножницы УСТАНОВКА
Упаковка и отправка гильотинных ножниц
Все станки тщательно готовятся к отправке: рычаг и ножная педаль надежно закреплены на кожухе, чтобы предотвратить перемещение во время транспортировки. Полный набор рабочих инструментов и подробное руководство по эксплуатации надежно уложены в электрический щит, чтобы обеспечить легкий доступ к ним по прибытии.
Все открытые металлические поверхности защищены антикоррозийным составом, легко удаляемым с помощью соответствующих растворителей или керосина.
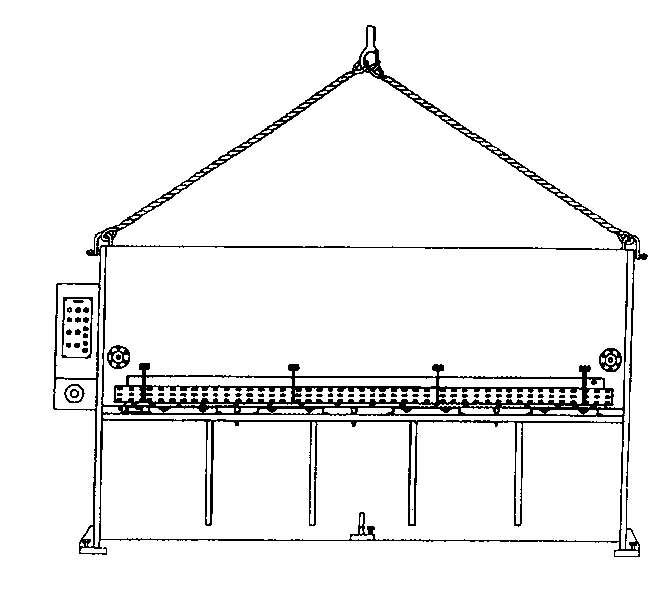
Подъем гильотинных ножниц
Для безопасного подъема используйте только сертифицированные канаты или цепи с достаточной грузоподъемностью. Закрепите их на двух предусмотренных конструкцией точках подъема, встроенных в раму машины с обеих сторон. Всегда проверяйте, чтобы номинальная грузоподъемность подъемного оборудования превышала вес машины на соответствующий коэффициент безопасности.
Требования к фундаменту
Несмотря на то, что наши ножницы спроектированы для отдельно стоящей эксплуатации, оптимальная производительность и долговечность достигаются при наличии высококачественного железобетонного фундамента. Рекомендуемые технические характеристики включают:
Минимальная толщина: 150 мм
Прочность бетона: Не менее 25 МПа (3600 фунтов на кв. дюйм)
Армирование: Стальная сетка или арматура в соответствии с местными строительными нормами
Плоскостность поверхности: В пределах ±5 мм на протяжении 3 м
Процедура установки и выравнивания
Точное выравнивание имеет решающее значение для обеспечения оптимальной точности резки и минимизации износа деталей. Выполните следующие действия:
Установите пять опорных плит (минимальные размеры 150 x 150 x 9 мм) под ножки машины, чтобы распределить нагрузку и защитить пол.
Используйте прецизионный машинный уровень (точность не менее 0,02 мм/м) на участке прижима плиты.
Систематически регулируйте выравнивающие винты, проверяя продольную и поперечную оси.
После выравнивания закрепите машину с помощью безусадочной высокопрочной эпоксидной затирочной смеси. Дайте время на затвердевание в соответствии со спецификациями производителя.
Электромонтаж
Перед подключением питания:
Убедитесь, что местная электросеть соответствует требованиям по напряжению, частоте и фазе для машины.
Убедитесь, что кабель питания соответствует местным электротехническим нормам по мощности и изоляции.
Подключите кабель питания к клемме R.S.T.E., расположенной в левом нижнем углу электрической панели.
Для оборудования, требующего нейтрального провода (N), убедитесь, что он правильно подключен и заземлен.
Установите надлежащую защиту от перегрузки по току и, если того требуют местные нормы, блокируемый разъединитель.
Для окончательного подключения и проверки безопасности всегда обращайтесь к лицензированному электрику.
ОБОРУДОВАНИЕ СТАНДАРТНОЕ УСТРОЙСТВО УПРАВЛЕНИЯ
Кнопка "Пуск
Для запуска главного двигателя и цепи управления
Кнопка "Стоп
Для остановки работы главного двигателя и цепи управления
Автоматический/ручной режим
Выберите режим работы
Селекторный переключатель
В режиме "Авто": -Функция регулировки угла наклона способна -Возможность использования моторизованного заднего манометра -Возможность управления резкой только с помощью ножной педалиВ режиме Man: -Регулировка угла наклона граблей не функционирует -Моторизованный задний манометр не функционирует -Командная кнопка "↑" или "↓" позволяет поднимать и опускать верхний держатель ножа.
Ножная педаль
Нажмите, чтобы дать команду режущему ножу опуститься, и отпустите, чтобы верхний держатель ножа поднялся в режиме AUTO.
Осветительный прибор
Рабочая лампа для освещения зоны режущего диска, работающая от однофазной сети 220 В, 50 Гц.
Снимите рычаг и педаль с защитного кожуха. Установите рычаг с левой стороны (рядом с электрической панелью), прикрепив его болтами к столу машинки для стрижки и двум боковым отверстиям.
ЗАПУСК МАШИНКИ ДЛЯ СТРИЖКИ ОВЕЦ
Нажмите кнопку "START" и отпустите ее. Должен загореться индикатор включения двигателя. Затем переведите селектор режимов из положения 'MAN' в положение 'AUTO'. Через несколько секунд верхний держатель ножей поднимется. Если этого не происходит, это указывает на то, что двигатель работает в неправильном направлении. В этом случае отключите питание, переверните один из двух фазных проводов и снова запустите двигатель. Держатель верхнего ножа поднимется и остановится, когда достигнет конечного выключателя L/S 2.
РЕГУЛИРОВКА УГЛА НАКЛОНА ГРАБЛИНЫ
Установите селекторный переключатель в режим 'AUTO'. Регулировка угла наклона граблей доступна только в этом режиме.
Нажмите кнопку "угол +", верхний держатель ножа должен подняться на 3 градуса (должны загореться три лампочки) и остановиться, когда достигнет конечного выключателя L/S 7.
Нажмите кнопку "угол -", верхний держатель ножа должен опуститься на 1 градус (загорится одна лампочка) и остановиться, когда достигнет конечного выключателя L/S 5.
Вышеуказанное подтверждает, что система регулировки угла наклона граблей работает правильно.
УСТАНОВКА КРОНШТЕЙНА
Запустите двигатель и удерживайте его в режиме AUTO.
Нажимайте кнопку "угол -", пока угол наклона не уменьшится до 1 градуса, и остановитесь, нажав на конечный выключатель L/S 5.
Переключите селектор в режим 'MAN'.
Нажмите кнопку "↓", верхний нож опустится и пересечется с нижним. Убедитесь, что точка пересечения находится примерно в 300-400 мм от начала разреза (LHS).
Используйте надежный трехгранник для измерения относительно верхнего лезвия, чтобы отрегулировать квадратность кронштейна с помощью двух боковых болтов и гаек.
РЕГУЛИРОВКА ЗАЗОРА МЕЖДУ ЛЕЗВИЯМИ
На задней части машинки для стрижки овец с обеих сторон расположены два уровня регулировки зазора между ножами, оба с указанием толщины листа. На заводе при поставке они устанавливаются в самое низкое положение, которое подходит для резки листов из низкоуглеродистой стали толщиной 5-6 мм (1/4 дюйма). Чтобы отрегулировать настройки, потяните за стопорную втулку и поднимите вверх до положения 1 мм. Установить его в верхнее положение (1 мм) будет тяжелее, чем в нижнее (6 мм), из-за натяжения пружины. Обе стороны регулировки зазора между лезвиями установлены на заводе и должны иметь одинаковое натяжение.
Установите селекторный переключатель в режим AUTO, моторизованный задний калибр работает только в этом режиме. Завод-изготовитель точно установил показания моторизованного заднего калибра, и они должны соответствовать расстоянию от заднего калибра до режущей кромки. При нажатии кнопки "+" задняя линейка перемещается назад, показания увеличиваются и останавливаются при достижении максимального предела хода L/S 3. При нажатии кнопки "-" задняя линейка перемещается вперед, показания уменьшаются и останавливаются при достижении минимального предела хода L/S 4. На заводе установлена параллельность задней линейки, но при необходимости она может быть откалибрована. Чтобы удалить антикоррозийное покрытие перед резкой, подведите заднюю измерительную линейку к задней части.
ЗАЗОР МЕЖДУ ЛЕЗВИЯМИ
Таблица зазоров между лезвиями
Быстрая установка лезвия
Clearance
Fили толщина материала
Blade
Clearance
Верхняя позиция
1 - 2 мм
(от 1/24'' до 1/12'')
0,05 мм
(0.002")
2-е место
3 - 4,5 мм
(от 1/8" до 3/16'')
0,3 мм
(0.012")
Самое низкое положение
5 - 6,5 мм
(от 5/24" до 13/48'')
0,6 мм
(0.023")
Проверьте максимальный зазор
Установите рычаг зазора между лезвиями в нижнее положение.
Установите угол наклона в 3 градуса в режиме 'AUTO'.
Переключите селектор в режим 'MAN'.
Нажмите кнопку '↓', чтобы опустить верхний держатель лезвия вниз, чтобы верхнее и нижнее лезвие перехватывались в точке, расположенной непосредственно перед концом лезвия (RHS)
С помощью щупа проверьте зазор в точке перехвата, он должен составлять 0,6 мм (0,023 дюйма).
Нажмите кнопку "↑", чтобы поднять верхний держатель ножа до точки перехвата непосредственно перед началом резки
Для проверки используйте щуп, он должен быть на уровне 0,6 мм (0,023 дюйма).
Проверьте минимальный зазор
Переключите селекторный переключатель в режим 'MAN'.
Убедитесь, что рычаги быстрого зазора лезвий установлены во 2-е положение (3 мм). Нажимайте кнопку '↓' до тех пор, пока верхний держатель ножа не опустится в нижнее положение.
Установите рычаги быстрого зазора между лезвиями в верхнее положение (1 мм). Нажимайте кнопку '↑' до тех пор, пока точка перехвата не окажется в конце реза.
Выполните измерение щупом, оно должно составлять 0,05 мм (0,002 дюйма). Нажимайте кнопку ' ↑ ' до точки перехвата в начале реза, выполните измерение, оно должно составлять 0,05 мм (0,002").
Внимание
Допускается только опытный и квалифицированный персонал
Проверку зазора между лезвиями рекомендуется выполнять только опытным и квалифицированным специалистам. Также рекомендуется работать вдвоем.
Правильная процедура
Перед началом работы задний манометр должен быть установлен в крайнее заднее положение (максимально выдвинут).
Безопасность превыше всего
Соблюдайте крайнюю осторожность при настройке или проверке зазора между лезвиями, так как неправильное обращение может привести к повреждению лезвий или травмам персонала.
ОБСЛУЖИВАНИЕ
Смазочное и гидравлическое масло
Для этой гильотинной машинки для стрижки овец требуется гидравлическое масло марки 68. Для доливки или замены используйте масло только этой же марки.
FIAT-HTF 68
ENERGOL HLP 68
ESSO NUTO H68
МАСЛО MOBIL-DTE 26
РАКОВИНА-ТЕЛЛУС S68
ТОТАЛ-АЗОЛЛА 68
Программа смазки
После первых 1500 часов работы замените все масло в машине. Важно слить все масло из масляного бака, чтобы удалить все примеси, которые могли попасть в него во время сборки.
Замените масляный фильтр на масляный фильтр той же марки.
В дальнейшем меняйте масло каждые 5000 часов работы.
Каждые две недели смазывайте все точки смазочных ниппелей на заднем манометрическом узле.
Калибровка заднего манометра
Задний манометр машины был правильно откалиброван на заводе. Однако при необходимости может потребоваться повторная калибровка.
Верхние и нижние лезвия ножниц взаимозаменяемы и идентичны. Установите зазор между лезвиями в наибольшее (наименьшее) положение.
Переведите машинку для стрижки в режим "AUTO" и отсоедините провода "F" и "S" от клеммной колодки, чтобы предотвратить непреднамеренные команды стрижки во время работы с машинкой.
Выключите машину. Сначала снимите нижнее лезвие, затем верхнее. Отпустите все маленькие установочные винты на держателе верхнего ножа.
Очистите лезвия и корпус/посадочное место. Замените сначала верхнее лезвие, затем нижнее.
При необходимости подтяните маленькие установочные винты на верхнем держателе ножа, чтобы уменьшить зазор между ножами.
Не забудьте проверить минимальный зазор и при необходимости отрегулировать маленькие установочные винты, чтобы закрыть лезвия.
Не забудьте вернуть провода "F" и "S" в исходное положение, прежде чем снова вводить машину в эксплуатацию.
ВНИМАНИЕ: Во избежание повреждения ножей ножниц/машины или травмирования персонала эту работу должен выполнять только квалифицированный и опытный персонал.
Шлифовка лезвия ножниц
Лезвие ножниц имеет прямоугольную форму и четыре режущие кромки. Повторная заточка необходима только после использования всех четырех кромок.
ПОМНИТЕ: Шлифуйте только толщину, но не высоту лезвия.
После повторной шлифовки может потребоваться закрыть верхний держатель ножей, затянув стяжной болт, расположенный рядом с рычагом быстрого зазора ножей, из-за уменьшения толщины шлифовки ножей ножниц.
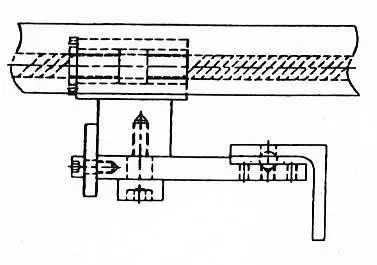
РАБОЧАЯ СИСТЕМА
Гидравлическая система (См. раздел Гидравлический контур - Дрг. 9.1 (b) )
При нажатии и удержании ножной педали на клапаны C и D подается напряжение, в результате чего пластинчатые зажимы опускаются.
Реле давления включает клапан B, который заставляет верхний нож опуститься и разрезать материал.
Когда педаль отпускается в конце резки или в любой момент во время резки, на клапаны A, D и G подается напряжение, в результате чего верхний нож поднимается в верхнюю мертвую точку и готов к следующей резке.
Чтобы увеличить угол наклона, подается напряжение на клапаны D и F.
Чтобы уменьшить угол наклона, подается напряжение на клапаны D и E.
Электрическая система
В режиме Auto контактор R4 находится под напряжением в состоянии покоя.
Когда педаль нажата и удерживается, контактор R1 дает команду на опускание пластинчатых зажимов и лезвия.
При отпускании педали для хода вверх контактор R2 должен быть под напряжением.
Контактор R3 (защита от повторного включения) находится под напряжением, пока педаль нажата во время хода верхнего лезвия вверх, чтобы предотвратить второй ход верхнего лезвия.
Контактор A1 перемещает задний калибр в сторону от режущей кромки.
Контактор A2 перемещает задний калибр к режущей кромке.
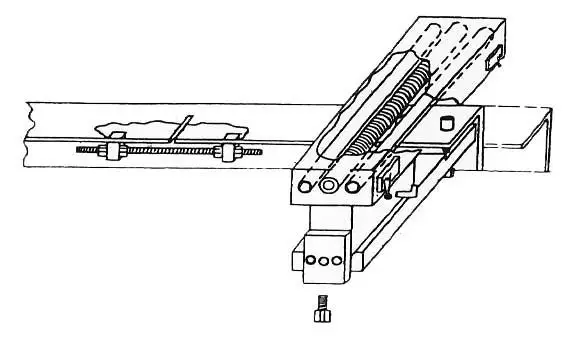
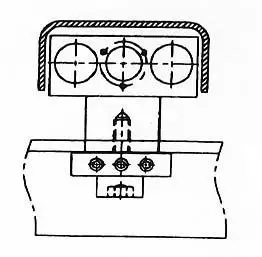
Моторизованный задний манометр
Задний калибр служит в качестве измерительного устройства, останавливая разрезаемую пластину при вводе в ножницы. Его можно перемещать с помощью электропривода или вручную, используя пару точных винтов. В станках серии RAS считывающее устройство расположено перед станком и может регулироваться с шагом 0,1 мм. Задняя стопорная планка также может быть выровнена для прямолинейность путем регулировки установочных болтов и контрболта в самой штанге. Необходима регулярная смазка с интервалом раз в неделю.
ПОИСК И УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ ГИДРАВЛИЧЕСКИХ ГИЛЬОТИННЫХ НОЖНИЦ
Невозможно запустить стригальный станок
Проверьте входящее электропитание
Убедитесь, что аварийный стоп разблокирован.
Проверьте предохранитель - 3 x 32A, 1 x 10A и 1 x 6A по-прежнему не предохраняются.
Проверьте выходной сигнал трансформатора
Машинка для стрижки овец не может резать
Убедитесь, что селектор находится в режиме Авто.
Убедитесь, что концевой выключатель L/S 2 включен.
Убедитесь, что двигатель вращается правильно.
Убедитесь, что кабель ножного лепестка не сломан.
Убедитесь, что микровыключатель внутри педали работает.
Рам болтает при ударе вниз
Слишком высокое давление настройки противовеса
Просто немного отпустите установочный винт, чтобы снизить настройку.
Машинка для стрижки овец работает сама по себе
Убедитесь, что микропереключатель внутри ножного лепестка не поврежден.
Кабель ножного лепестка может замыкаться друг на друга.
Предохранитель F2, 10A
Трансформаторы неисправны, замените их
Предохранитель F3, 6A Предохранитель
Выпрямитель неисправен, замените его.
Пластинчатый зажим опускается, но верхний держатель лезвия не работает
Реле давления не работает.
Возможно, оборван провод к реле давления.
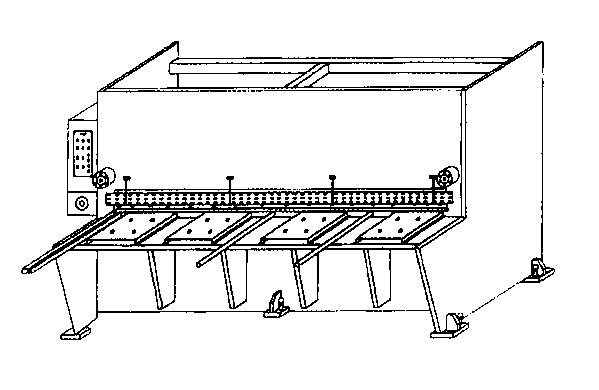
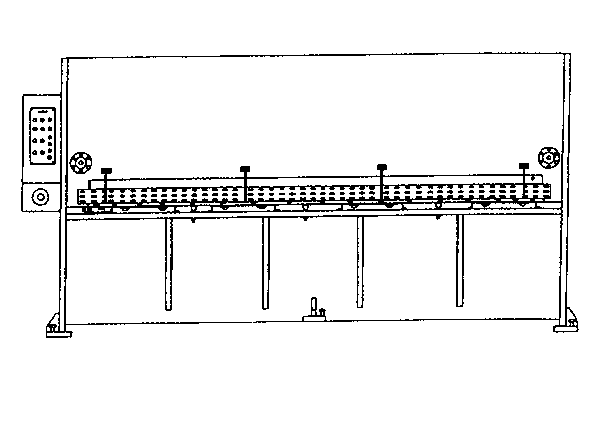
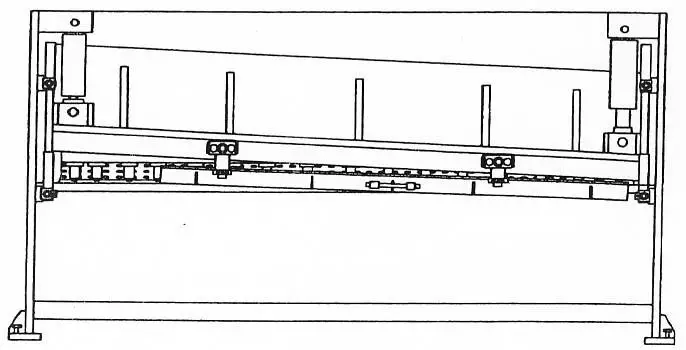
Гидравлические гильотинные ножницы чертежи и список запасных частей
(A) ПЕРЕДНИЙ ВИД
(B) ЗАДНИЙ ВИД
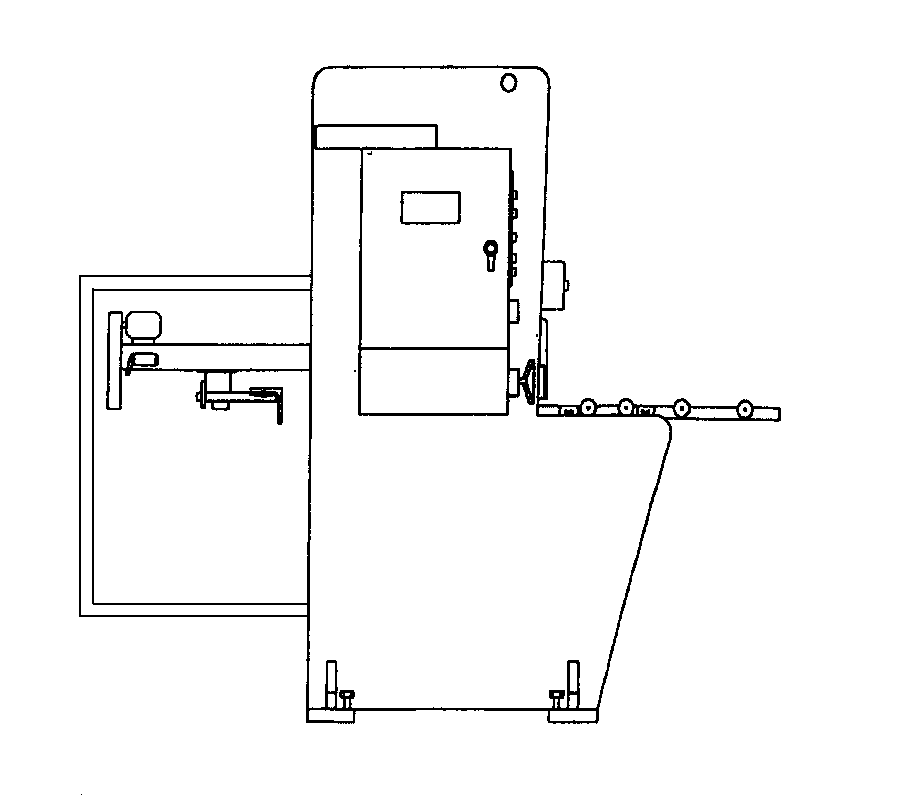
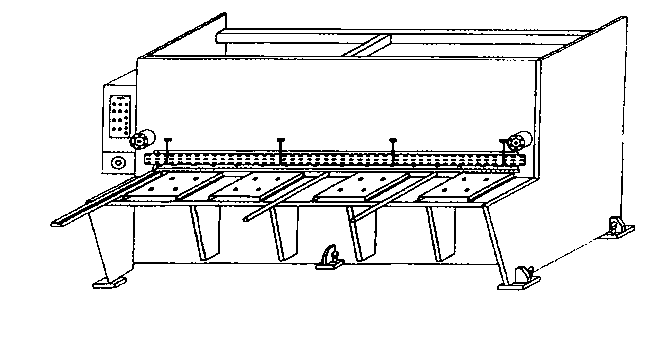
SIDE VIEW
LIFTING гидравлических гильотинных ножниц
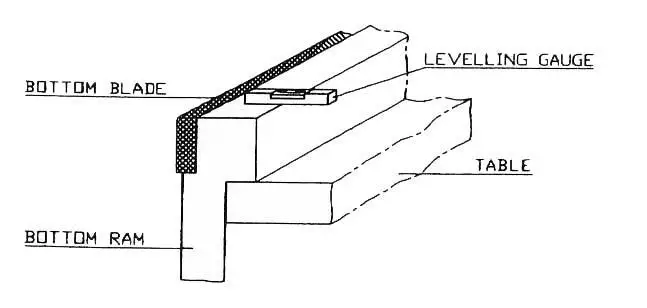
PLУСТАНОВКА НИВЕЛИРА
ПРИМЕЧАНИЕ: Убедитесь, что калибр не соприкасается с лезвием, и установите его, как указано выше.
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель компании MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Вы когда-нибудь задумывались, почему одни металлические листы получаются идеально ровными, а другие деформируются и искривляются? В этой статье раскрываются секреты силы резания в ротационных листовых ножницах. Вы узнаете, как...
Вы когда-нибудь сталкивались с необходимостью замены ножей на гидравлических гильотинных ножницах? Это подробное руководство проведет вас через весь процесс, обеспечивая безопасность и точность на каждом этапе. От первоначальной разборки...
Что отличает гидравлические гильотинные ножницы от ножниц с поворотной балкой и почему эти различия важны для ваших проектов по металлообработке? В этой статье рассматриваются основные различия, включая движение ножа, ножницы...
Что приводит к выходу из строя гидравлической системы гильотинных ножниц? В этой статье рассматриваются такие распространенные проблемы, как потеря давления, неисправность клапанов и автоматическое падение прижимной лапки.....
Вы когда-нибудь задумывались, как точно работает гильотинная машинка для стрижки? В этой статье мы расскажем о сложной работе гидравлической системы, подробно рассмотрим такие компоненты, как двигатель, масляный насос и...
Вы когда-нибудь задумывались, как эти массивные стальные листы разрезаются с такой точностью? Откройте для себя мир гидравлических ножниц - невоспетых героев индустрии производства металла....
Как обеспечить безопасную работу гильотинных ножниц и продлить срок их службы? В этой статье рассматриваются основные методы технического обслуживания гильотинных ножниц - от ежедневных проверок до ежегодного капитального ремонта. Вы узнаете важнейшие...
Вы когда-нибудь задумывались, какие компании лидируют в отрасли гидравлических ножниц? В этой статье рассматриваются 26 ведущих мировых производителей, подробно описывается их история, специализация и глобальный охват. От давно существующих...
Вы когда-нибудь задумывались, как мощные машины превращают необработанный металл в точные, пригодные для использования детали? В этой статье раскрываются секреты гидравлических ножниц - чуда инженерной мысли. Узнайте, как она режет...