Гибка листового металла: 5 ключевых моментов, которые необходимо знать
Что обеспечивает идеальный изгиб листового металла? В этой статье рассматриваются пять важнейших факторов, которые могут сделать или сломать ваши проекты по гибке листового металла, охватывая такие важные аспекты, как минимальный радиус гиба, высота гиба, поля для отверстий, положение линии гиба и важность позиционирования отверстий. Читатели получат более глубокое понимание этих основополагающих принципов, что обеспечит точность и качество при выполнении задач по металлообработке.
Минимальный радиус изгиба - это радиус внутреннего угла изгиба, при условии, что внешние волокна листа не ломаются в процессе изгиба.
Минимальный радиус изгиба необходимо указывать только по специальному заказу, а в обычных условиях он должен быть увеличен настолько, насколько это возможно.
В таблице 1 приведены минимальные радиусы изгиба для различных серий толщин широко используемых листовых материалов.
2.1 Для обеспечения качества гнутых заготовок прямой край гнутых деталей должен быть не меньше минимальной высоты гибки.
При изгибе с образованием прямого угла, как показано на рис. 1, минимальная высота изгиба определяется по формуле (1).
hмин= r+2t---------------------(1)
Рис. 1
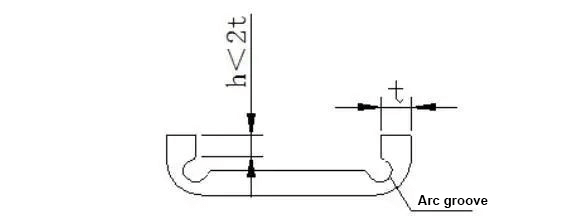
2.2 Особые требования к высоте изгиба:
Если в конструкции необходимо согнуть сгиб высотой h ≤ r + 2t, то первым делом нужно увеличить высоту сгиба, затем согнуть и обработать его до нужного размера.
После обработки неглубоких дуговых канавок в зоне деформации при изгибе снова согните, как показано на рис. 2.
Рис. 2
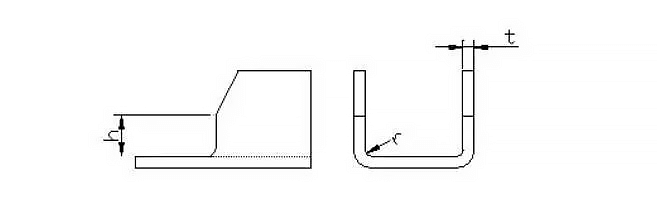
2.3 Высота прямой кромки согнутой стороны со скошенными углами.
При сгибании гнутой детали со скошенными боковыми краями, как показано на рисунке 3.
Минимальная высота боковых граней соответствует уравнению (2).
hмин = (2~4) t > 3mm---------------(2)
Рис. 3
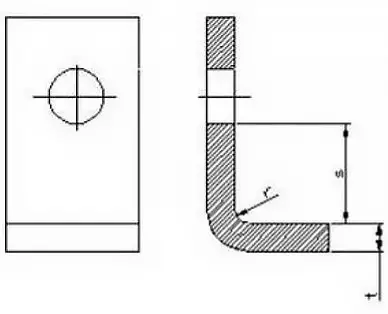
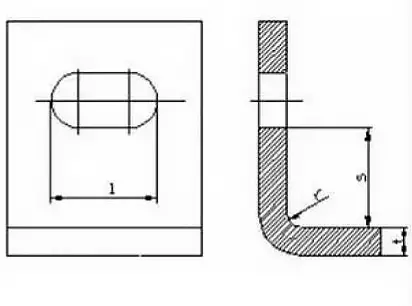
3. Минимальные поля для отверстий
Если после перфорации требуется изгиб, отверстие должно располагаться вне зоны деформации при изгибе, чтобы предотвратить его деформацию во время процесс гибки.
Расстояние края отверстия от внутренней поверхности загнутого края показано в таблице 2.
Таблица 2: Минимальные поля отверстий
t (мм)
с (мм)
t (мм)
с (мм)
≤25
s≥2t+2
≤2
s≥t+r
>25-50
s≥2.5t+2
>2
s≥1.5t+r
>50
s≥3t+r
4. Положение линии сгиба
4.1 При частичном изгибе секции линия изгиба не должна находиться в месте нарушения размеров, чтобы избежать образования трещин при изгибе, вызванных концентрацией напряжений на острых углах изменения размеров.
Расстояние S от мутации должно быть больше, чем радиус изгиба r, см. рис. 4a.
Или пробивка технологических отверстий или канавок для отделения зоны деформации от зоны недеформации, см. рис. 4b, 4c.
Обратите внимание на требования к размерам рисунка: S ≥ R; ширина паза k ≥ t; глубина паза L ≥ t + R + k / 2.
Рисунок 4
4.2 Если отверстие расположено в зоне деформации при изгибе, технологические меры, которые необходимо предпринять перед гибкой, показаны на рисунке 5.
Рис. 5
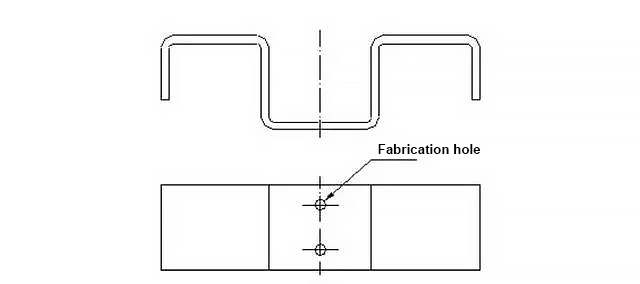
5. Гнутые детали должны быть спроектированы таким образом, чтобы установить технологические позиционные отверстия
Чтобы обеспечить точное позиционирование листа в штампе и предотвратить смещение при гибке, приводящее к браку, в конструкции гнутых деталей должны быть предусмотрены технологические отверстия, как показано на рисунке 6.
В частности, для деталей, сформированных путем многократных изгибов, технологические отверстия должны использоваться в качестве опорных точек для позиционирования, чтобы уменьшить суммарную погрешность и гарантировать качество продукции.
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Вы когда-нибудь задумывались, как проектируются и изготавливаются с высокой точностью детали из листового металла? В этой статье мы погрузимся в увлекательный мир припусков на изгиб - важнейшей...
Вы когда-нибудь задумывались, как различные материалы влияют на гибку листового металла? В этой интересной статье опытный инженер-механик делится своими знаниями о влиянии типов материалов, толщины и...
Внимание всем изготовителям и дизайнерам листового металла! Вы пытаетесь определить оптимальный радиус изгиба для своих проектов? Не останавливайтесь на достигнутом! В этой статье блога мы рассмотрим...
Вы когда-нибудь задумывались об искусстве и науке, стоящих за приданием металлическим листам сложных форм? В этой увлекательной статье блога мы погрузимся в увлекательный мир листового...
Вы когда-нибудь задумывались, почему ваши проекты из листового металла иногда неловко гнутся или трескаются? В этой статье рассказывается о важнейшей роли отверстий в листовом металле при гибке. Вы узнаете, как эти отверстия...
Представьте себе, что вы сгибаете листовой металл, не оставляя ни единого следа или царапины. В этой статье мы рассмотрим инновационные методы гибки листового металла без следов, которые позволяют решить такие проблемы, как трение, твердость материала и...
Вы когда-нибудь думали, что гибка листового металла может быть такой сложной? Закрытая гибка - важнейшая технология обработки листового металла - использует специализированные методы для достижения точных и прочных изгибов, не требуя профессионального...
Представьте себе, что вам удается добиться идеального сгибания листового металла без каких-либо следов или дефектов. В этой статье рассматриваются передовые методы, обеспечивающие безупречное качество поверхности при гибке металла. Вы узнаете об инновационных...
Вы когда-нибудь задумывались, как массивные стальные конструкции на локомотивах достигают точных изгибов? В этой статье мы раскроем секреты создания больших радиусов изгиба в деталях из листового металла....