Наша компания разработала новый высокопрочный нано-цементный огнестойкий бокс в рамках проекта преобразования научно-технических достижений, отвечающий требованиям наших клиентов.
Защитный бокс состоит из внутреннего контейнера и внешней оболочки, которые гнутся из холоднокатаных стальных листов. Однако из-за помех между листогибочным станком и деталями невозможно использовать обычный гибочный штамп.
Задача состоит в том, чтобы найти решение, позволяющее листогибочному станку плавно сгибать U-образные детали без каких-либо помех. Это ключ к решению технологической проблемы.
1. Анализ технологического процесса изготовления деталей
На рисунках 1 и 2 показаны соответственно внутренний контейнер и внешняя оболочка защитного бокса.
Рис. 1 Внутренний контейнер Рис. 2 Внешняя оболочка
Деталь изготовлена из холоднокатаного стального листа толщиной 3 мм и требует гибки на станке. листогибочный пресс станок. Во время моделирования изгиба модели детали было обнаружено, что одна сторона детали мешает панели станка.
При дальнейшем анализе было установлено, что соотношение сторон детали слишком велико и достигает 1,54 и 1,52 соответственно, что значительно превышает соотношение 1:1. Как правило, при гибке U-образных деталей с использованием гибочный штампМаксимальное соотношение длины и ширины не должно превышать 1:1. При большем соотношении длинная сторона детали будет мешать работе пресса тормозная машинакак показано на рисунке 3.
Рис. 3 Явление интерференции на длинной стороне детали
Похожие: Калькулятор силы V- и U-образного изгиба
2. Структура существующей листогибочной машины
Мы проанализировали листогибочный станок и гибочный штамп и обнаружили следующее:
Передняя панель листогибочного станка имеет сложную и громоздкую структуру, ее толщина составляет около 80 мм, и она закреплена на месте. В процессе гибки рабочий стол листогибочного станка и гибочный штамп перемещаются вверх и вниз.
Было решено, что модифицировать листогибочный станок для обработки этих деталей нецелесообразно и невозможно.
Однако внесение соответствующих изменений в конструкцию гибочного штампа может эффективно решить эту проблему без изменения конструкции листогибочной машины. Такой подход позволит добиться вдвое большего результата при вдвое меньших усилиях, обеспечивая успешную гибку U-образных деталей.
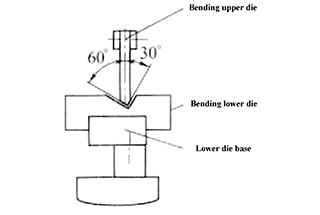
Как показано на рисунке 4, обычный гибочный штамп имеет симметричную структуру с углом 45° и ориентацией слева направо.
Рис. 4 Обычный гибочный штамп
Траектория движения штампа эквивалентна диагонали квадрата. Максимальное соотношение длины и ширины U-образной детали, которую может согнуть штамп, составляет 1:1. При превышении этого соотношения одна сторона детали будет входить в противоречие с листогибочной машиной, препятствуя успешной обработке детали.
3. Решениеs помехи между деталями и листогибочной машиной
Анализ процесса изготовления деталей и конструкции режущего штампа листогибочного станка показал, что причиной помех является высокое соотношение длины и ширины U-образных деталей, которое превышает возможности гибки режущего штампа листогибочного станка.
Чтобы решить эту проблему, мы решительно отошли от традиционной симметричной структуры обычного гибочного штампа.
В качестве решения мы приняли лево-правую асимметричную структуру.
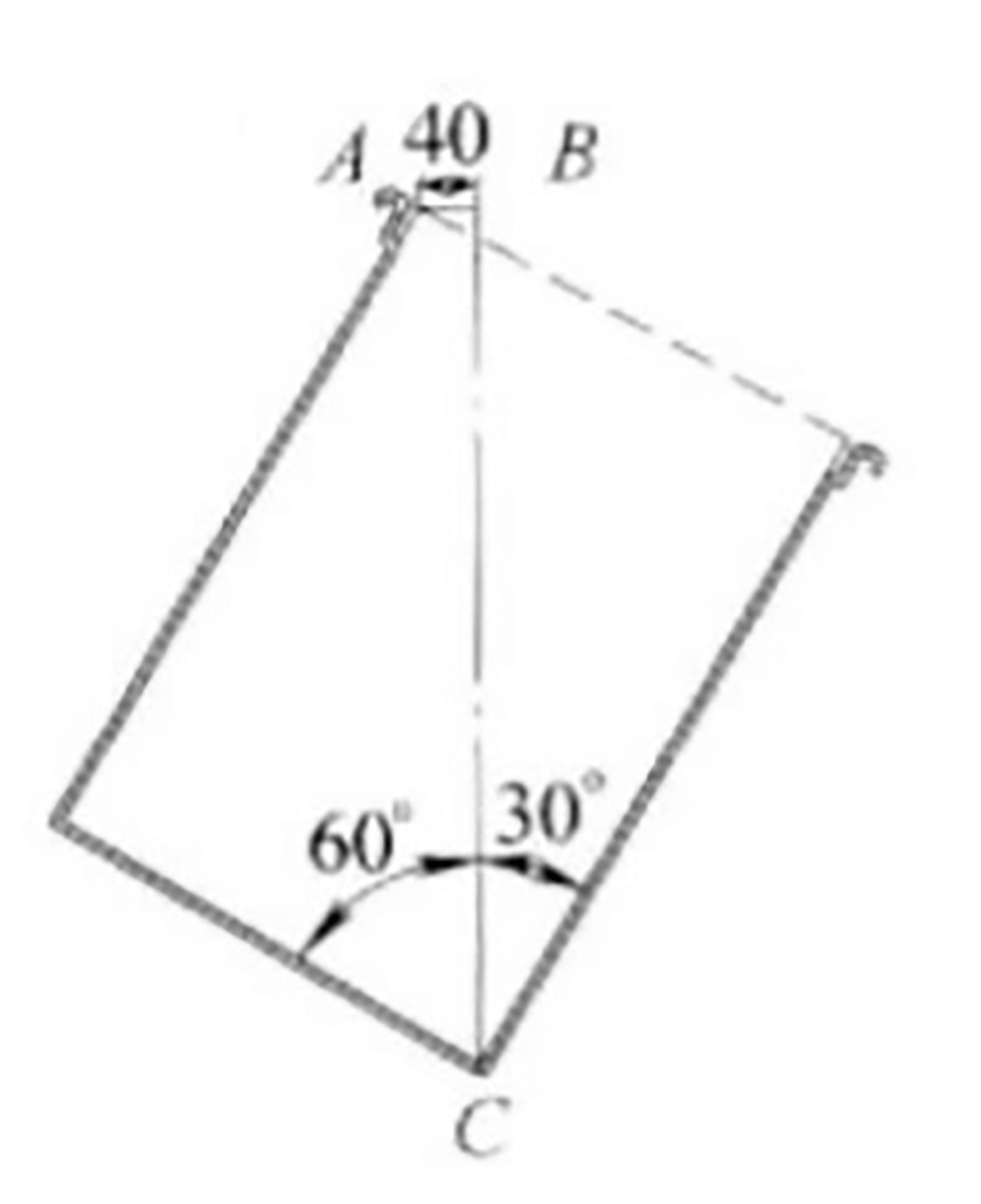
В плане U-образная часть считается прямоугольником (см. рис. 5). Точка A смещена на 40 мм (что равно половине толщины панели листогибочного станка, которая составляет 80 мм) к точке B. Диагональная линия между точками B и C делит прямой угол на две части, 30° и 60° соответственно.
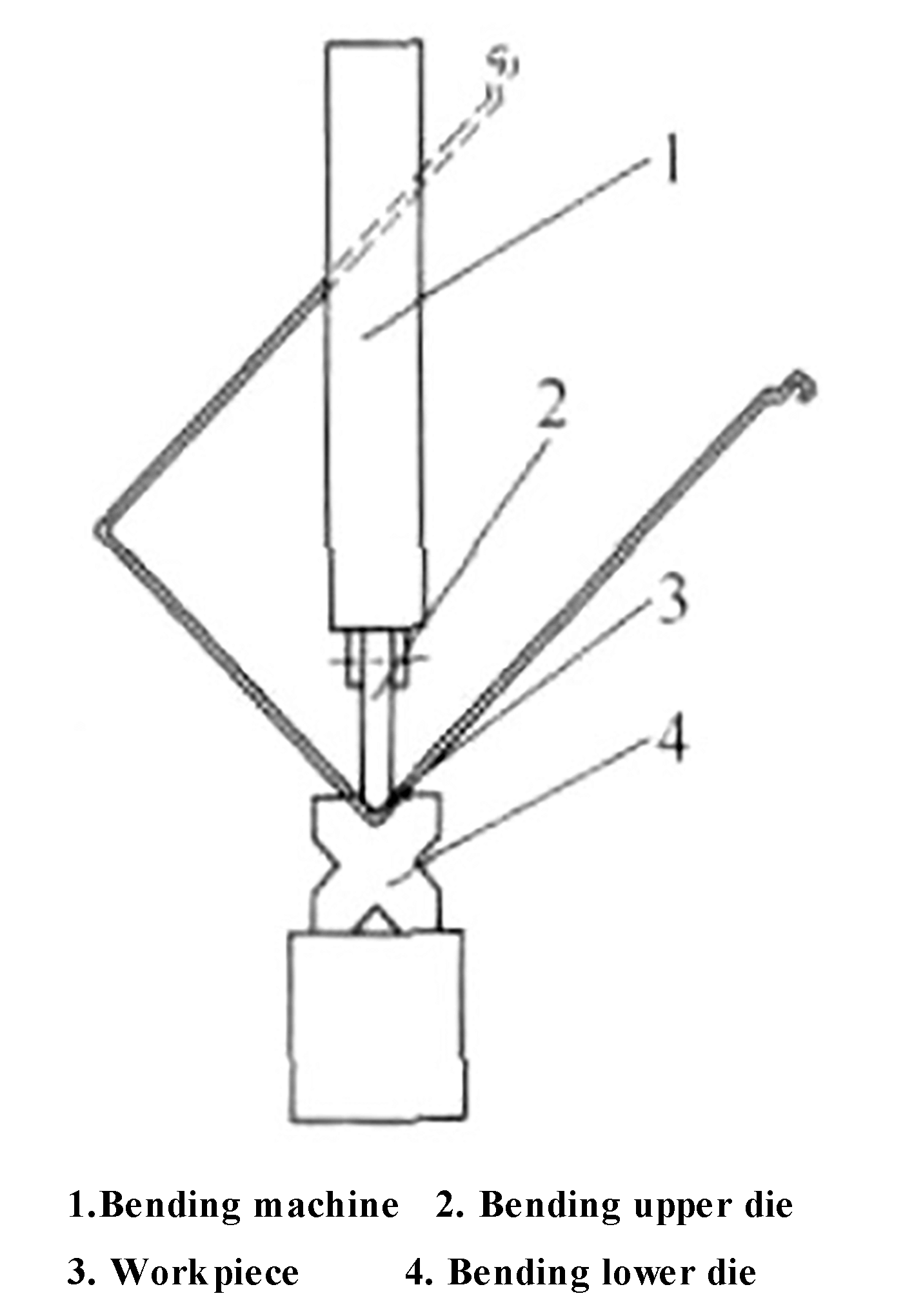
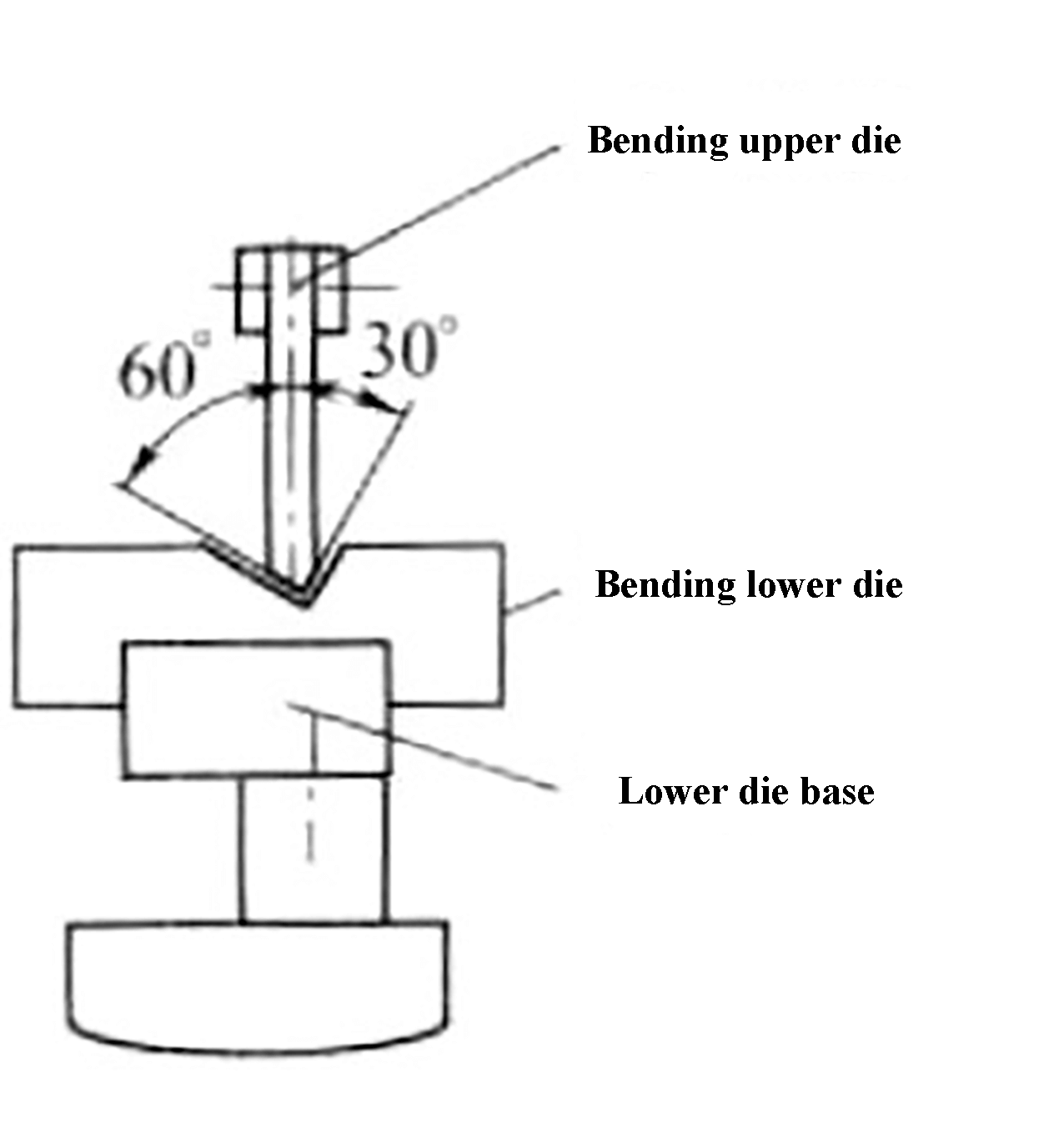
Основываясь на этих данных, мы разработали верхнюю и нижний штамп как показано на рисунке 6. Длинная сторона U-образной детали теперь обходит панель листогибочного станка, тем самым расширяя диапазон обработки листогибочного станка.
Рис. 5 Плоская фигура
Рис. 6 Верхний и нижний штампы для гибки
4. Усовершенствование гибочного штампа
Чтобы решить проблемы взаимодействия деталей и листогибочного станка, мы разработали усовершенствования для двух разных листогибочных станков.
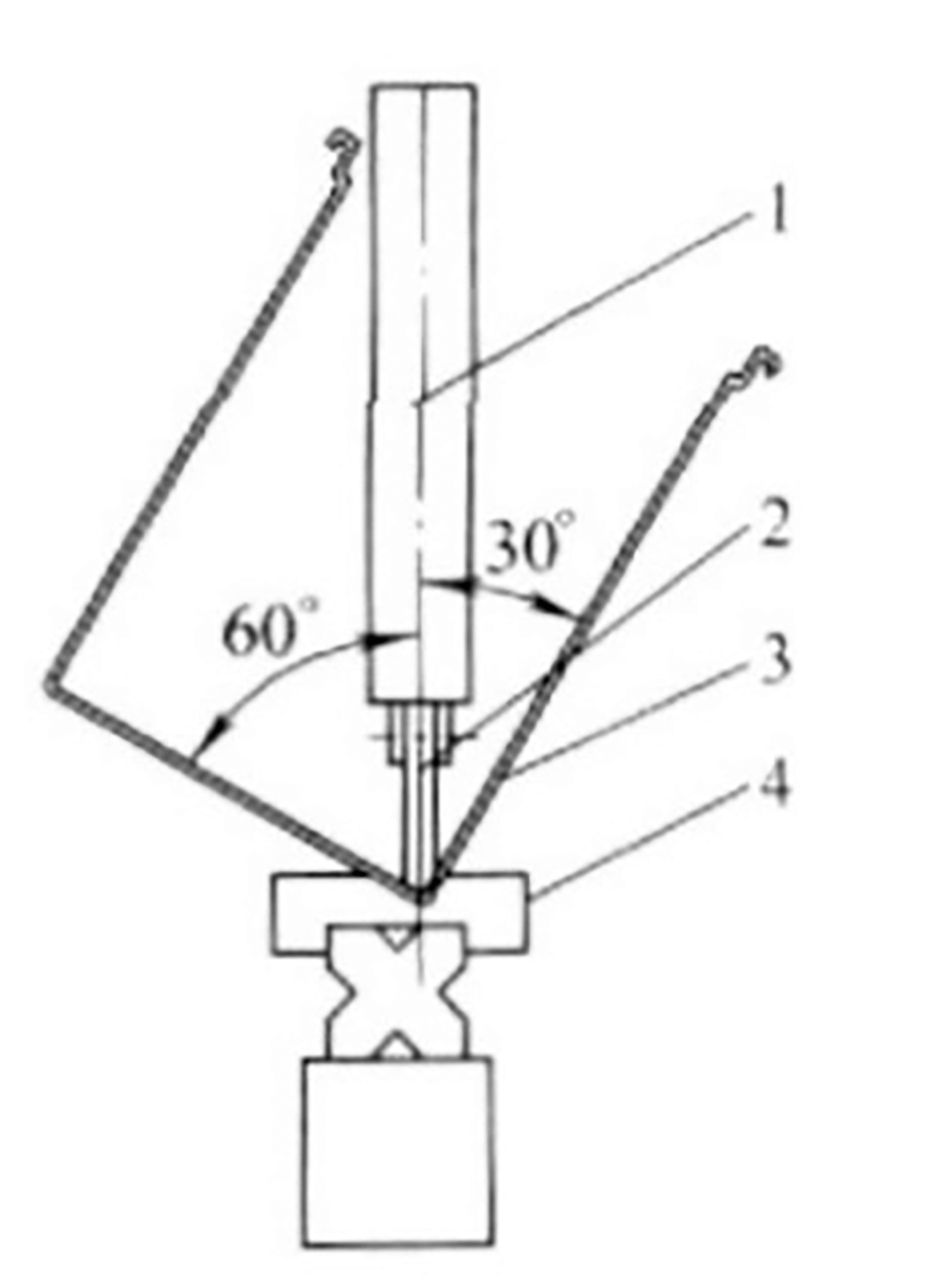
Первое усовершенствование было сделано на обычном листогибочном станке. Процесс включал использование оригинального гибочного штампа в качестве эталона, закрепление нижнего штампа в качестве основания, а затем закрепление на нем нового асимметричного нижнего штампа. Наконец, верхний штамп был непосредственно заменен, как показано на рис. 7.
Рис. 7 Усовершенствование обычного листогибочного станка
Второе улучшение было внесено в Листогибочный пресс с ЧПУ станок. Процесс включает в себя добавление регулируемого нижнего держателя штампа, который подсоединяется к основанию листогибочного станка. Затем верхний штамп был непосредственно заменен, как показано на рис. 8.
Рис. 8 Улучшение Пресс с ЧПУ тормозная машина
Процесс настройки этого асимметричного штампа отличается от процесса настройки симметричного обычного штампа.
Для обычного штампа необходимо отрегулировать только толщину согнутых частей, используя точки вершины верхнего и нижнего штампов в качестве эталона.
Однако для асимметричного штампа расстояние между верхним и нижним штампами следует использовать в качестве стандарта настройки, а не совмещать точки вершины верхнего и нижнего штампов.
Процесс регулировки требует сначала выравнивания расстояния между верхним и нижним штампами с обеих сторон, а затем подгонки под толщину сгибаемых деталей.
Эта модификация оригинального гибочного штампа обеспечивает более низкую стоимость изготовления, более короткий производственный цикл и более простое управление, что позволяет получить вдвое больший результат при вдвое меньших усилиях.
5. Заключение
С усовершенствованием гибочного инструмента проблема интерференции U-образных деталей во время процесс гибки была решена, а производительность листогибочного станка была увеличена.
Управление простое и удобное.
Для различных U-образных деталей левый и правый углы гибочного инструмента также могут быть изменены для решения проблемы интерференции, что делает его очень ценным для более широкого использования и продвижения.