1. Задайте вопрос
Единый технический регламент обычно требует, чтобы сосуды из аустенитной нержавеющей стали, используемые в среде, которая может вызвать межкристаллитную коррозию, после сварки подвергались обработке твердым раствором или стабилизирующей обработке. Это требование является разумным.
Однако даже если конструктор включает это требование в технические характеристики чертежа, производителю зачастую сложно соблюсти идеальные стандарты из-за сложностей с контролем параметров процесса термообработки и других непредвиденных трудностей. В действительности, большинство оборудования из нержавеющей стали, используемого сегодня, применяется без послесварочной термообработки.
В связи с этим возникает вопрос: каков механизм межкристаллитной коррозии, которая является наиболее распространенной формой коррозии аустенитной нержавеющей стали? Каковы условия окружающей среды, которые могут привести к межкристаллитной коррозии? Каковы основные методы предотвращения и борьбы с межкристаллитной коррозией? Необходима ли термическая обработка для сосудов из аустенитной нержавеющей стали, используемых в условиях, которые могут вызвать межкристаллитную коррозию после сварки?
В данной статье мы рассмотрим эти вопросы, ссылаясь на соответствующие стандарты, технические условия и монографии, а также представим личное мнение, основанное на производственном опыте.
2. Механизм межкристаллитной коррозии
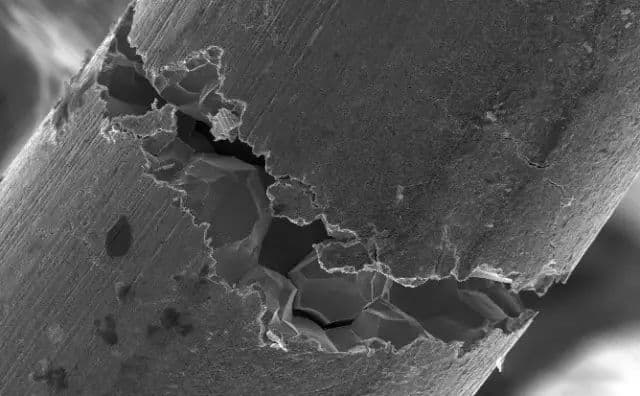
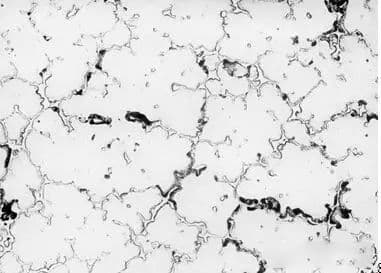
Межзеренная коррозия - это тип локализованной коррозии, возникающей по границам зерен или вблизи границ зерен металла или сплава. Эта коррозия характеризуется минимальной коррозией внутри зерен и значительной коррозией по границам зерен, что ослабляет связь между зернами.
Если межкристаллитная коррозия сильно выражена, она может снизить прочность и пластичность металла, что приведет к его разрушению при нормальных нагрузках. Две основные теории межкристаллитной коррозии - теория низкого содержания хрома и теория избирательного растворения примесей на границах зерен.
2.1 Теория бережливого хрома
Межкристаллитная коррозия широко используемой аустенитной нержавеющей стали в окислительных или слабоокислительных средах обычно вызывается неправильным нагревом в процессе обработки или использования. Под неправильным нагревом понимается нагрев или медленное охлаждение стали в диапазоне температур 450-850°C, что делает ее уязвимой для межкристаллитной коррозии. Поэтому этот температурный диапазон считается опасным для аустенитной нержавеющей стали.
Аустенитная нержавеющая сталь проходит обработку раствором перед тем, как покинуть завод. Обработка раствором включает в себя нагрев стали до 1050-1150°C, а затем быстрое охлаждение для создания однородного твердого раствора. Аустенитная сталь содержит небольшое количество углерода, и ее твердая растворимость уменьшается с понижением температуры. Например, твердая растворимость углерода в 0Cr18Ni9Ti составляет около 0,2% при 1100°C и около 0,02% при 500-700°C.
Поэтому углерод в стали, обработанной раствором, перенасыщен. Когда сталь нагревается или охлаждается до 450-850°C, углерод может выпасть в осадок из аустенит и распределяется по границам зерен в виде (Fe, Cr) 23C6. Содержание хрома в (Fe, Cr) 23C6 намного выше, чем в аустенитной матрице, и его осаждение расходует большое количество хрома вблизи границ зерен, который не может быть своевременно восполнен за счет диффузии. Медленная диффузия хрома приводит к тому, что содержание хрома вблизи границ зерен падает ниже предела содержания хрома 12%, необходимого для пассивации, образуя область, бедную хромом, и повреждая пассивное состояние.
Однако само зерно по-прежнему находится в пассивном состоянии с высоким потенциалом. Зерно и граница зерна образуют микрогальваническую батарею с большим катодом и маленьким анодом, что приводит к коррозии в области границы зерна.
2.2 Теория селективного растворения зернограничных примесей
В производственной практике мы заметили, что аустенитная нержавеющая сталь также может подвергаться межкристаллитной коррозии в сильных окислительных средах (таких как концентрированная азотная кислота), но характер коррозии отличается от коррозии в окислительных или слабых окислительных средах. Межкристаллитная коррозия в сильных окислительных средах обычно возникает в стали, обработанной твердым раствором, но не возникает в сенсибилизированной стали.
Если содержание примесей, таких как фосфор или кремний, в твердом растворе достигает 100ppm или 1000-2000ppm соответственно, они будут отделяться по границам зерен. Эти примеси будут растворяться под действием сильных окислительных сред, вызывая межкристаллитную коррозию.
Когда сталь сенсибилизирована, образование (MP) 23C6 с фосфором или первая сегрегация углерода устраняет или уменьшает сегрегацию примесей на границах зерен, тем самым устраняя или ослабляя чувствительность стали к межкристаллитной коррозии.
Эти две теории механизма межкристаллитной коррозии применимы к структурному состоянию конкретного сплава и среды и не исключают друг друга, а скорее дополняют. В производственной практике большинство случаев межкристаллитной коррозии происходит в слабых окислительных или окислительных средах, и поэтому их можно объяснить теорией низкого содержания хрома.
3. Среда, вызывающая межкристаллитную коррозию
Существует два основных типа сред, вызывающих межкристаллитную коррозию аустенитной нержавеющей стали. Первый тип - это окислительные или слабые окислительные среды, а второй тип - сильные окислительные среды, такие как концентрированная азотная кислота. Первый тип сред является более распространенным.
Ниже приведен список распространенных сред, вызывающих межкристаллитную коррозию аустенитной нержавеющей стали:
3.1 Общие среды, вызывающие межкристаллитную коррозию аустенитной нержавеющей стали
В "Таблице коррозионных данных", подготовленной Г. А. Нельсоном, перечислены распространенные среды, вызывающие межкристаллитную коррозию аустенитной нержавеющей стали:
- Уксусная кислота
- Уксусная кислота + салициловая кислота
- Нитрат аммония
- Сульфат аммония
- Хромовая кислота
- Медный купорос
- Жирная кислота
- Муравьиная кислота
- Сульфат железа
- Фтористоводородная кислота + сульфат железа
- Молочная кислота
- Азотная кислота
- Азотная кислота + соляная кислота
- Оксалиновая кислота
- Фосфорная кислота
- Морская вода
- Соляной туман
- Бисульфат натрия
- Гипохлорит натрия
- Диоксид серы (влажный)
- Серная кислота
- Серная кислота + медный купорос
- Серная кислота + сульфат железа
- Серная кислота + метанол
- Серная кислота + азотная кислота
- Сульфит
- Фталевая кислота
- Гидроксид натрия + сульфид натрия.
3.2 Испытание на склонность к межкристаллитной коррозии
При использовании аустенитной нержавеющей стали в среде, которая может вызвать межкристаллитную коррозию, испытание на склонность к межкристаллитной коррозии должно проводиться в соответствии с методами испытаний GB4334.1 - GB4334 для межкристаллитной коррозии нержавеющей стали. Требования к выбору и квалификации методов испытаний на склонность к межкристаллитной коррозии аустенитной нержавеющей стали должны соответствовать следующим критериям:
(1) Аустенитная нержавеющая сталь и специальная нержавеющая сталь для концентрированной азотной кислоты, используемая в азотной кислоте с температурой 60°C или выше и концентрацией 5% или выше, должна быть испытана в соответствии с методом испытаний GB4334.3 на коррозию нержавеющей стали в азотной кислоте 65%. Средняя скорость коррозии за пять циклов или три цикла не должна превышать 0,6 г/м2ч (или эквивалентно 0,6 мм/год). Образец может быть использован или сенсибилизирован.
(2) Хромоникелевая аустенитная нержавеющая сталь (например, 0Cr18Ni10Ti, 0Cr18Ni9, 00Cr19Ni10 и подобные стали): Общие требования: в соответствии с методом испытания нержавеющей стали на коррозию сернокислой медью по GB4334.5, на поверхности образца после испытания на изгиб не должно быть межкристаллитных коррозионных трещин. Повышенные требования: средняя скорость коррозии не должна превышать 1,1 г/м2h в соответствии с методом испытания нержавеющей стали на коррозию в серной кислоте и сульфате железа GB4334.2.
(3) Молибденсодержащая аустенитная нержавеющая сталь (такая как 0Cr18Ni12Mo2Ti, 00Cr17Ni14Mo2 и подобные стали): Общие требования: в соответствии с методом испытания нержавеющей стали на коррозию сернокислой медью по GB4334.5, на поверхности образца после испытания на изгиб не должно быть трещин межкристаллитной коррозии. Повышенные требования: коэффициент коррозии не должен превышать 1,5 в соответствии с методом испытания нержавеющей стали на коррозию в азотной и фтористоводородной кислоте по GB4334.4. Средняя скорость коррозии не должна превышать 1,1 г/м2h в соответствии с методом испытания нержавеющей стали на коррозию в серной кислоте и сульфате железа GB4334.2.
(4) Если к среде предъявляются особые требования, могут проводиться испытания на межкристаллитную коррозию, отличные от указанных выше, при этом должны быть указаны соответствующие квалификационные требования.
4. Меры по предотвращению и контролю межкристаллитной коррозии
В соответствии с механизмом коррозии, для предотвращения и контроля межкристаллитной коррозии аустенитной нержавеющей стали могут быть приняты следующие меры:
(1) Использование нержавеющей стали со сверхнизким содержанием углерода позволяет снизить содержание углерода до уровня ниже 0,03%.
Например, 00Cr17Ni14Mo2 может быть выбрано для предотвращения образования (Fe, Cr) 23C6 в стали и появления бедной хромом зоны, что позволяет избежать межкристаллитной коррозии.
Как правило, для деталей с низкой прочностью, малым напряжением и хорошей пластичностью выбирают 0Cr18Ni9 из-за его экономичности.
(2) Стабилизированная нержавеющая сталь относится к нержавеющей стали, которая содержит титан и ниобий.
При производстве стали в нее добавляют определенное количество титана и ниобия, которые имеют сильное сродство с углеродом, образуя в стали тик или NBC.
Кроме того, твердая растворимость тика или NBC намного меньше, чем у (Fe, Cr) 23C6, и практически нерастворима в аустенит при температуре твердого раствора.
Таким образом, даже если (Fe, Cr) 23C6 не осаждается на границе зерен при достижении температуры сенсибилизации, вероятность возникновения межкристаллитной коррозии в аустенитной нержавеющей стали значительно снижается.
Например, такие стали, как 1Cr18Ni9Ti и 1Cr18Ni9Nb, могут работать в диапазоне температур 500-700°C, не подвергаясь межкристаллитной коррозии.
(3) При сварке аустенитной нержавеющей стали электрической дугой температура дугового промежутка может достигать 1300°C, а температура с обеих сторон шва уменьшается с увеличением расстояния, создавая температурную зону сенсибилизации.
Идеально нагревать и охлаждать аустенитную нержавеющую сталь в диапазоне температур сенсибилизации как можно медленнее.
В случае склонности к межкристаллитной коррозии нестабильная нержавеющая сталь должна быть нагрета до 1000-1120°C в течение 1-2 минут на миллиметр, а затем закалена.
Для стабилизированной нержавеющей стали рекомендуется нагрев до 950-1050°C.
После обработки раствором важно не допускать нагрева стали до температуры сенсибилизации, так как это может привести к повторному осаждению карбида хрома по границе зерен.
(4) Выбор правильного метода сварки важен для снижения чувствительности сварные соединения к межкристаллитной коррозии. Если эксплуатация остается неизменной или сварочный материал слишком толстый, более длительное время сварки увеличивает шансы остаться в зоне чувствительной температуры.
Чтобы свести к минимуму чувствительность сварных соединений, необходимо свести к минимуму ввод линейной энергии во время сварки.
В общем и целом, аргонодуговая сварка имеет более низкую входную энергию линии по сравнению с электродуговой сваркой, что делает его лучшим выбором для сварки и ремонта.
Для сварки деталей рекомендуется использовать нержавеющую сталь с низким содержанием углерода или нержавеющую сталь с такими стабилизирующими элементами, как титан и ниобий. Кроме того, рекомендуется использовать сварочные прутки с ультранизким содержанием углерода или ниобийсодержащие сварочные прутки.
При использовании аргона дуговая сваркаВо избежание перегрева сварочного соединения работа должна быть быстрой, а основной металл с обеих сторон шва должен быстро охлаждаться после сварки, чтобы минимизировать время пребывания в диапазоне температур сенсибилизации.
5. Послесварочная обработка
Послесварочная термообработка не всегда является приоритетом в зоне сварки.
Обычно обработку твердым раствором проводят при температуре в диапазоне 1100-1150°C в течение определенного времени, а затем закаливают. Охлаждение в диапазоне 925-540°C должно быть завершено в течение трех минут, после чего следует быстрое охлаждение до температуры ниже 425°C.
Для стабилизированной обработки заготовку следует охладить воздухом после выдержки в диапазоне температур 850-880°C в течение нескольких часов.
Эффективность послесварочной термообработки в значительной степени зависит от основных параметров процесса, таких как температура печи, скорость подъема температуры, разница температур между различными частями заготовки во время подъема температуры, атмосфера печи, время выдержки, разница температур между различными частями во время сохранения тепла, скорость охлаждения и температура печи.
Для сосудов из аустенитной нержавеющей стали, в которых может возникнуть межкристаллитная коррозия, можно проводить обработку раствором или стабилизированную обработку общих частей. Однако послесварочная термообработка всего сосуда (обычно теплообменника) сопряжена со многими трудностями.
Этот тип обработки представляет собой не локальную послесварочную термообработку, а послесварочную термообработку всей сварной детали или сосуда.
Из-за сложной структуры и формы большинства химических емкостей, таких как широко используемый кожухотрубный теплообменник, контролировать ключевые параметры процесса для послесварочной обработки твердым раствором или стабилизированной обработки всего кожухотрубного теплообменника практически невозможно, не говоря уже об обеспечении качества послесварочной термообработки.
Во многих случаях такая обработка может оказаться даже непродуктивной, не только не улучшив структуру сварного шва, но и излишне ухудшив структуру основного металла.
Поэтому более 90% химических сосудов из аустенитной нержавеющей стали, используемых в условиях межкристаллитной коррозии, по-прежнему используются в послесварочном состоянии, а не подвергаются послесварочной термической обработке.
6. Резюме
Хромоникелевая аустенитная нержавеющая сталь является наиболее широко используемым коррозионно-стойким материалом, а межкристаллитная коррозия - наиболее распространенная форма разрушения сосудов из хромоникелевой аустенитной нержавеющей стали.
Межкристаллитная коррозия значительно ослабляет связь между зернами, а в тяжелых случаях может полностью лишить механической прочности. Поверхность нержавеющей стали, подвергшейся этому виду коррозии, остается светлой, но легко разбивается на мелкие частицы при осторожном постукивании.
Межкристаллитную коррозию трудно обнаружить, она может привести к внезапному повреждению оборудования, поэтому к ней следует относиться серьезно.
Сосуды из аустенитной нержавеющей стали с никелем хрома обычно формируются с помощью сварки, и с двух сторон сварного шва образуются участки, чувствительные к межкристаллитной коррозии, которые более подвержены коррозионному разрушению по сравнению с основным металлом.
Послесварочная термическая обработка может повысить устойчивость к межкристаллитной коррозии в зона сварки до того же уровня, что и основной металл. Это конечная цель послесварочной термообработки.
Однако на практике приходится учитывать множество факторов, таких как сложная общая структура и форма сварного соединения, что затрудняет гарантированное определение параметров процесса послесварочной термообработки.
В результате большинство аустенитных нержавеющих сталей с никелем хрома в процессе эксплуатации используются после сварки.
Невозможно обобщить, подвергается ли зона сварного шва сосуда из аустенитной нержавеющей стали с никелем хрома, используемого для сопротивления межкристаллитной коррозии, обработке твердым раствором или стабилизированной обработке. Для определения возможности эффективного проведения термической обработки необходимо проанализировать конструктивную форму сосуда. В противном случае, даже если послесварочная термообработка необходима, она может привести к неблагоприятным последствиям, не только не обеспечив желаемого результата, но и повлияв на структуру основного металла.
Для повышения стойкости к межкристаллитной коррозии сосудов из аустенитной нержавеющей стали с никелем хрома необходимо выбирать нержавеющую сталь с ультранизким содержанием углерода и стабилизированную нержавеющую сталь в зависимости от конкретной коррозионной среды и механизма коррозии, выбирать правильный метод сварки во время сварки и правильно сочетать ранее упомянутые меры профилактики и контроля для достижения хороших результатов.
Полагаться на твердый раствор или стабилизирующую обработку после сварки недостаточно.