
Калькулятор коэффициента Y
Как точно согнуть деталь из листового металла без проб и ошибок? Ключ к этому дает коэффициент Y. В этой статье рассказывается о коэффициенте Y - важнейшей константе, используемой для расчета...
Вы испытываете трудности с проектированием точных деталей из листового металла? Раскройте секреты коэффициента K - важнейшего понятия в производстве листового металла. В этой статье наш эксперт, инженер-механик, рассказывает о коэффициенте K, объясняя его связь с нейтральным слоем и предлагая практические методы расчета. Узнайте, как овладение коэффициентом K может революционизировать ваши конструкции из листового металла и обеспечить успешное производство.

В этой статье подробно рассматривается коэффициент K - важнейшее понятие в проектировании и изготовлении листового металла. В ней рассматривается определение коэффициента K, его связь с нейтральным слоем, а также методы расчета и калибровки коэффициента K.
В статье также рассматриваются факторы, влияющие на коэффициент K, такие как свойства материала и параметры изгиба, и даются практические рекомендации по определению оптимального значения коэффициента K для различных областей применения.
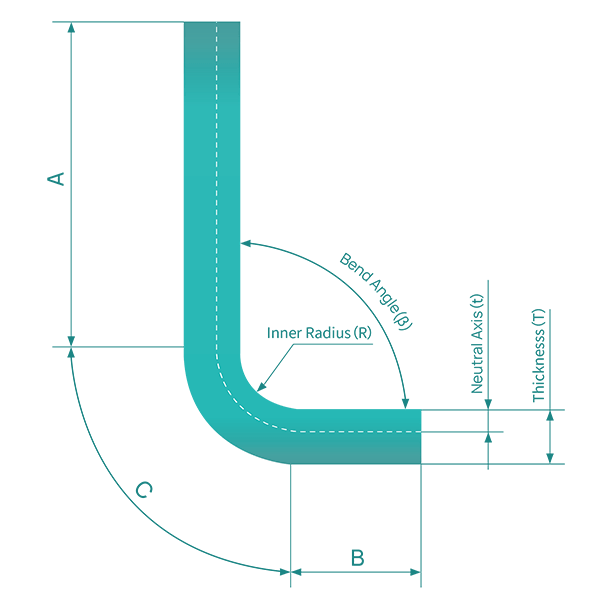
Коэффициент K - важнейшее понятие в проектировании и изготовлении листового металла, особенно при работе с программами САПР, такими как SolidWorks. Он представляет собой расположение нейтральной оси внутри изгиба и играет важную роль в определении точной длины деталей из листового металла после гибки. Математически коэффициент K определяется как отношение расстояния между нейтральным слоем и внутренней поверхностью изгиба (t) к общей толщине листового металла (T):
K = t / T
Эта безразмерная величина всегда находится в диапазоне от 0 до 1, обычно составляя от 0,3 до 0,5 для большинства распространенных материалов и процессов гибки. Коэффициент K важен по нескольким причинам:
Факторы, влияющие на коэффициент K, включают свойства материала (такие как предел текучести и пластичность), толщину листа, радиус изгиба и метод гибки (воздушная гибка, доводка, чеканка). В современном производстве листового металла часто используются эмпирически выведенные таблицы коэффициента K или усовершенствованный анализ методом конечных элементов (FEA) для определения оптимальных значений для конкретных применений.
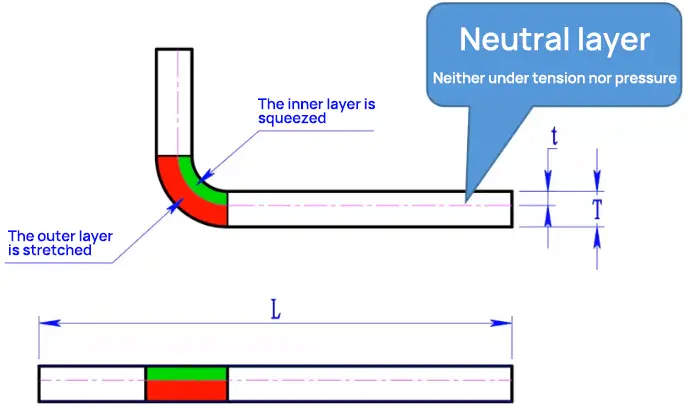
Для полного понимания коэффициента K необходимо понять концепцию нейтрального слоя. Когда деталь из листового металла сгибается, материал у внутренней поверхности изгиба подвергается сжатию, причем интенсивность увеличивается ближе к поверхности. И наоборот, материал у внешней поверхности испытывает растяжение, причем его интенсивность возрастает ближе к поверхности.
Если предположить, что металлический лист состоит из тонких слоев (как и большинство металлов), то в середине должен существовать слой, который не испытывает ни сжатия, ни растяжения при изгибе. Этот слой известен как нейтральный слой. Нейтральный слой имеет решающее значение при определении коэффициента K и, следовательно, припусков на изгиб и размеров плоской детали из листового металла.
Нейтральный слой, хотя и невидимый в листовом металле, играет ключевую роль в операциях гибки и неразрывно связан со свойствами материала. Эта связь напрямую влияет на коэффициент K, критический параметр при изготовлении листового металла.
Положение нейтрального слоя определяется несколькими характеристиками материала:
Коэффициент K, отражающий положение нейтрального слоя, зависит от этих же свойств материала. Обычно он выражается десятичным числом от 0 до 1, где 0,5 означает нейтральный слой на середине толщины листа.
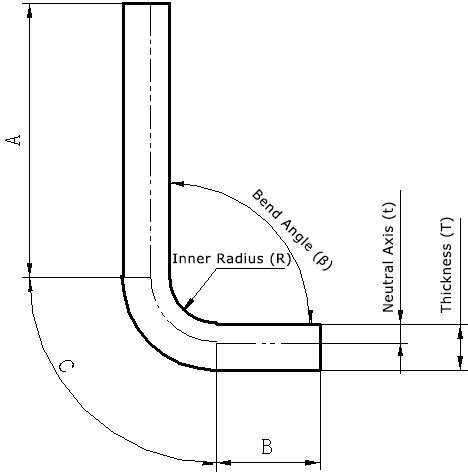
Фундаментальный принцип, вытекающий из концепции нейтрального слоя, заключается в том, что длина развернутой (плоской) детали из гнутого листового металла равна длине нейтрального слоя. Математически это можно выразить следующим образом:
Развернутая длина = прямая длина A + прямая длина B + длина дуги C
Где:
Эта взаимосвязь имеет решающее значение для точного определения размеров плоской детали, которое зависит от точного определения коэффициента K и расчета припусков на изгиб. На припуск на изгиб, в свою очередь, влияют:
Понимание этих взаимосвязей позволяет инженерам:
На практике, хотя теоретические расчеты являются отправной точкой, эмпирические испытания и корректировка коэффициентов K для конкретных комбинаций материала и инструмента часто дают наиболее точные результаты в производственных условиях.
Приведенные ниже иллюстрации дают подробное визуальное объяснение концепции коэффициента K:
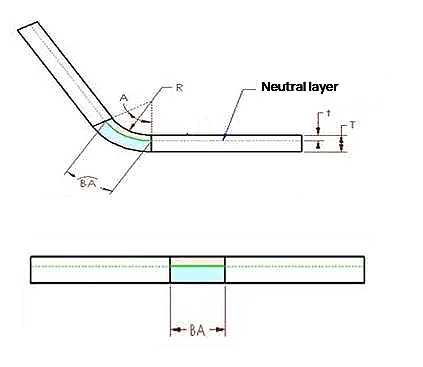
В поперечном сечении детали из листового металла существует нейтральный слой или ось. Материал на нейтральном слое в области изгиба не испытывает ни сжатия, ни растяжения, поэтому это единственная область, которая остается недеформированной при изгибе. На рисунке нейтральный слой представлен пересечением розовой (сжатие) и синей (растяжение) областей.
Ключевым моментом является то, что если нейтральный слой остается недеформированным, то длина дуги нейтрального слоя в области изгиба должна быть одинаковой как в согнутом, так и в расплющенном состоянии детали из листового металла. Этот принцип лежит в основе расчета припусков на изгиб и размеров плоской детали с использованием коэффициента K.
Поэтому припуск на изгиб (BA) должен быть равен длине дуги нейтрального слоя в зоне изгиба детали из листового металла. Эта дуга представлена на рисунке зеленым цветом.
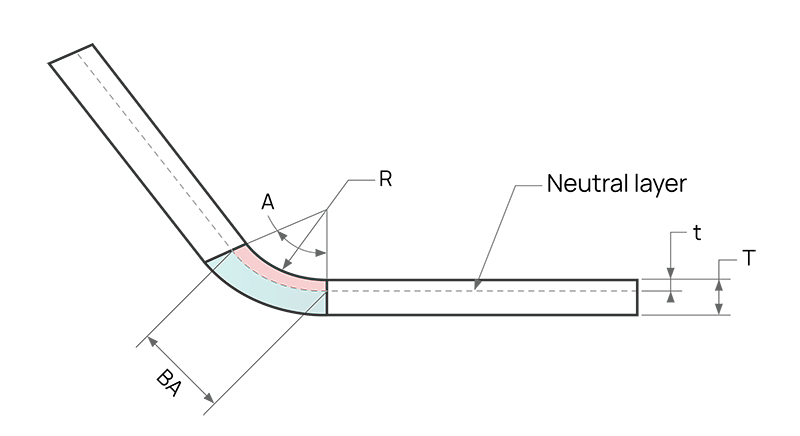
Положение нейтрального слоя в листовом металле зависит от конкретных свойства материалаНапример, пластичность.
Предполагается, что расстояние между нейтральным слоем листового металла и поверхностью равно "t", то есть глубина от поверхности металлической детали до листа металлический материал в направлении толщины составляет t.
Поэтому радиус дуги нейтрального слоя листового металла можно выразить как (R+t).
Используя это выражение и угол изгиба, длина дуги нейтрального слоя (BA) может быть выражена как:
Для упрощения определения нейтрального слоя в листовом металле и с учетом применимости ко всем толщинам материала вводится понятие k-фактора. В частности, коэффициент k представляет собой отношение толщины нейтрального слоя к общей толщине детали из листового металла, т. е:
Поэтому значение K всегда находится в диапазоне от 0 до 1. Если коэффициент k равен 0,25, это означает, что нейтральный слой расположен на 25% толщины листового материала, а если он равен 0,5, это означает, что нейтральный слой расположен на половине всей толщины, и так далее.
Объединив два вышеприведенных уравнения, мы получим следующее уравнение:
При этом некоторые значения, такие как A, R и T, определяются реальной геометрической формой.
Для точного определения значения коэффициента K мы предлагаем два точных калькулятора, разработанных для различных сценариев ввода данных. Несмотря на то, что результаты могут незначительно отличаться, оба калькулятора обеспечивают надежные результаты с учетом ваших конкретных требований к обработке металлов давлением.
Калькулятор 1: Известный припуск на изгиб и внутренний радиус изгиба
Этот калькулятор оптимизирован для ситуаций, когда у вас есть точные измерения припуска на изгиб и внутреннего радиуса изгиба. Он использует эти параметры для расчета коэффициента K и критического расстояния от внутренней поверхности до нейтральной оси (t), что необходимо для точных расчетов гибки листового металла.
Входы:
Выходы:
Если вы знаете только внутренний радиус изгиба и толщину материала, используйте этот калькулятор для определения коэффициента K.
Входы:
Выходы:
Эти калькуляторы обеспечивают удобный способ быстрого определения коэффициента K и положения нейтральной оси для ваших проектов по проектированию листового металла.
Исходя из предыдущих расчетов, можно вывести формулу для расчета коэффициента K:
Где:
Образец расчета:
Давайте рассмотрим пример расчета, используя следующую информацию:
Формула для расчета коэффициента K такова:
Шаг 1: Подставьте заданные значения в формулу коэффициента K:
K = (2.1 × 180/(3.14 × 90) - 1)/1
Шаг 2: Упростите уравнение:
K ≈ 0.337
Таким образом, при заданных параметрах коэффициент K составляет примерно 0,337.
В этом примере показано, как применить формулу расчета коэффициента K для определения коэффициента K для конкретного сценария гибки листового металла.
Ниже приведены коэффициенты K для распространенных металлических материалов.
Диаграмма коэффициента K
| Толщина (SPCC/SECC) | Фактор K (Все углы, включая угол R) |
| 0.8 | 0.615 |
| 1 | 0.45 |
| 1.2 | 0.35 |
| 1.5 | 0.348 |
| 2 | 0.455 |
| 3 | 0.349 |
| 4 | 0.296 |
| Толщина (SPCC/SECC) | Вычет за изгиб (применимо только для углов 90) |
| 0.8 | 1 |
| 1 | 1.5 |
| 1.2 | 2 |
| 1.5 | 2.5 |
| 2 | 3 |
| 3 | 5 |
| 4 | 7 |
| 5 | 10 |
В следующей таблице приведены значения припусков на изгиб, полученные конкретным производителем для различных материалов и толщин. Обратите внимание, что эти значения приведены только для справки и не могут быть универсальными.
| Толщина материала (T) | SPCC | Эл | SUS | Медь |
| 0.8 | 1.4 | 1.4 | 1.5 | – |
| 1.0 | 1.7 | 1.65 | 1.8 | – |
| 1.2 | 1.9 | 1.8 | 2.0 | – |
| 1.5 | 2.5 | 2.4 | 2.6 | – |
| 2.0 | 3.5 | 3.2 | 3.6 | 37 (R3) |
| 2.5 | 4.3 | 3.9 | 4.4 | – |
| 3.0 | 5.1 | 4.7 | 5.4 | 5.0 (R3) |
| 3.5 | 6.0 | 5.4 | 6.0 | |
| 4.0 | 7.0 | 6.2 | 7.2 | 6.9 (R3) |
Примечание: Для меди значения припусков на изгиб являются коэффициентами, когда внутренний радиус изгиба равен R3. При использовании острого пуансона для гибки обратитесь к припуску на изгиб для алюминиевого сплава или определите значение путем пробной гибки.
Чтобы понять, почему коэффициент К не может превышать 0,5, необходимо разобраться в понятиях коэффициента К и нейтрального слоя при гибке листового металла.
Гибка листового металла предполагает создание контролируемой деформации для формирования дуги малого радиуса. В отличие от роликовой штамповки, которая позволяет получить большие радиусы, гибка обычно приводит к более жестким кривым. Независимо от используемого метода гибки (воздушная гибка, доводка или чеканка), добиться идеального прямого угла физически невозможно из-за свойств материала и ограничений инструмента. Радиус заготовки напрямую зависит от радиуса нижнего штампа - меньший радиус штампа дает более узкий радиус изгиба, и наоборот.
При гибке листового металла материал подвергается сжатию с внутренней стороны изгиба и растяжению с внешней. Эта деформация создает теоретическую плоскость в толще материала, в которой не происходит ни сжатия, ни растяжения - она известна как нейтральный слой или нейтральная ось.
При изгибе листа размеры внутренней поверхности уменьшаются, а размеры внешней поверхности увеличиваются. Это изменение размеров дает припуск на изгиб - критический фактор для точных расчетов изгиба. Например, при сгибании под углом 90 градусов плоской заготовки с внешними размерами 20 x 20 мм длина в развернутом виде всегда будет меньше 40 мм, независимо от толщины материала. Это связано с удлинением внешних волокон при изгибе.
Передовые исследования и требования к высокоточному производству показали, что положение нейтрального слоя не всегда находится точно по центру толщины материала. На самом деле, при малых радиусах изгиба (обычно, когда внутренний радиус изгиба меньше 2-кратной толщины материала) нейтральная ось смещается к внутренней части изгиба.
Этот сдвиг происходит потому, что сжимающие силы на внутренней стороне изгиба больше, чем растягивающие силы на внешней, что приводит к асимметричному распределению деформации. Например, при плотном изгибе внутренний размер может уменьшиться на 0,3 мм, а внешний увеличиться на 1,7 мм, а не на одинаковые 1 мм с обеих сторон.
Коэффициент K - это безразмерный коэффициент, используемый для определения положения нейтрального слоя в толще материала при изгибе. Он определяется как отношение расстояния от внутренней поверхности изгиба до нейтрального слоя, деленное на общую толщину материала.
Математически, коэффициент K = d / t, где:
d = расстояние от внутренней поверхности изгиба до нейтрального слоя
t = общая толщина материала
Положение нейтрального слоя ограничено физическими границами материала. При теоретическом максимуме нейтральный слой может располагаться точно в центре толщины материала. В этом случае:
d (максимальное) = t / 2
К-фактор (максимальный) = (t / 2) / t = 0,5
Поэтому коэффициент K при гибке листового металла не может превышать 0,5, так как это означает, что нейтральный слой расположен за центральной линией толщины материала, что физически невозможно.
На практике коэффициент K обычно составляет от 0,3 до 0,5, в зависимости от свойств материала, радиуса изгиба и процесса формовки. Точное определение коэффициента K имеет решающее значение для точных расчетов припусков на изгиб и достижения жестких допусков на размеры при изготовлении листового металла.
Даже для одного и того же материала коэффициент K в реальной обработке не является постоянным и зависит от технологии обработки. На стадии упругой деформации при гибке листового металла нейтральная ось расположена на середине толщины листа. Однако по мере увеличения деформации изгиба заготовки материал подвергается в основном пластической деформации, которая не поддается восстановлению.
В этот момент нейтральный слой смещается к внутренней стороне изгиба по мере изменения состояния деформации. Чем сильнее пластическая деформация, тем больше смещение нейтрального слоя внутрь.
Для отражения интенсивности пластической деформации при изгибе листа можно использовать параметр R/T, где R - внутренний радиус изгиба, а T - толщина листа. Меньшее отношение R/T указывает на более высокий уровень деформации пластины и большее смещение нейтрального слоя внутрь.
В таблице ниже приведены данные для пластин прямоугольного сечения при определенных условиях обработки. С увеличением R/T коэффициент положения нейтрального слоя K также увеличивается.
| R/T | K |
| 0.1 | 0.21 |
| 0.2 | 0.22 |
| 0.3 | 0.23 |
| 0.4 | 0.24 |
| 0.5 | 0.25 |
| 0.6 | 0.26 |
| 0.7 | 0.27 |
| 0.8 | 0.3 |
| 1 | 0.31 |
| 1.2 | 0.33 |
| 1.5 | 0.36 |
| 2 | 0.37 |
| 2.5 | 0.4 |
| 3 | 0.42 |
| 5 | 0.46 |
| 75 | 0.5 |
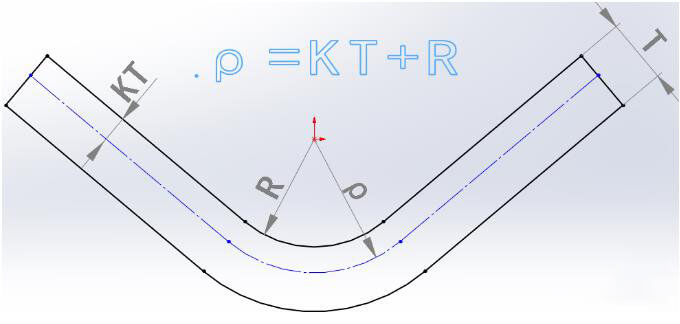
Радиус нейтрального слоя (ρ) можно рассчитать по следующей формуле:
ρ = R + KT
Где:
После определения радиуса нейтрального слоя можно рассчитать его развитую длину на основе геометрии, а затем вычислить развитую длину листа.
Как правило, при одинаковых условиях изгиба более мягкие листовые материалы имеют меньшее значение K и большее смещение нейтрального слоя внутрь. В справочнике Machinery's Handbook приведены три стандартные таблицы изгиба, применимые к изгибу на 90 градусов, как показано ниже:
| Таблица | Материал | Фактор K |
| # 1 | Мягкая латунь, медь | 0.35 |
| # 2 | Твердая латунь, медь, мягкая сталь, алюминий | 0.41 |
| # 3 | Твердая латунь, бронза, холодная стальной прокатпружинная сталь | 0.45 |
Эти таблицы демонстрируют, как свойства материала влияют на коэффициент K и положение нейтрального слоя.
Для изгибов с меньшим внутренним радиусом угол изгиба также может влиять на изменение коэффициента K. При увеличении угла изгиба нейтральный слой сильнее смещается к внутренней стороне изгиба. Эта зависимость между углом изгиба и смещением нейтрального слоя особенно важна для изгибов с малым радиусом и должна учитываться при определении подходящего коэффициента K для конкретной детали из листового металла.
В операциях гибки листового металла калибровка коэффициента K имеет решающее значение для достижения точных и стабильных результатов. Этот процесс калибровки необходим из-за нескольких факторов, присущих процессу формовки металла:
Вкладывая время в калибровку коэффициента K, производители могут значительно повысить точность расчетов гибки листового металла, улучшить качество продукции и оптимизировать рабочий процесс проектирования и производства. Этот процесс калибровки, хотя и требует первоначальных усилий, в конечном итоге экономит время и ресурсы за счет сокращения ошибок и итераций в процессе изготовления листового металла.
Здесь представлен всесторонний анализ процесса калибровки коэффициента K для проектирования листового металла в SolidWorks:
Тщательно соблюдая этот процесс калибровки, вы обеспечите точное моделирование листового металла в SolidWorks, что приведет к созданию точных плоских деталей и оптимизации производственных процессов.
Чтобы определить оптимальное значение коэффициента K для гибки листового металла с учетом различных свойств материала, необходимо понять роль и значение коэффициента K. Коэффициент K - это отдельная величина, которая описывает, как листовой металл гнется и разгибается при различных геометрических параметрах. Он также используется для расчета компенсации изгиба для различных толщин материала, радиусов изгиба и углов изгиба. Выбор подходящего коэффициента K имеет решающее значение для обеспечения точного разворачивания и гибки деталей из листового металла.
Процесс определения оптимального значения коэффициента K на основе свойств материала можно свести к следующим этапам:
Следуя этим шагам и учитывая свойства материала, значения по умолчанию, экспериментальные настройки, таблицы вычетов при изгибе и дополнительные параметры гибки, вы сможете определить оптимальное значение коэффициента K для конкретной задачи гибки листового металла.
Вопрос: Каков типичный диапазон значений коэффициента K для обычных материалов?
О: Коэффициент K обычно составляет от 0,3 до 0,5, в зависимости от свойств материала и условий формовки. Для мягких, вязких материалов, таких как отожженная медь и алюминий, коэффициент K обычно ниже, около 0,33-0,38. Для материалов средней прочности, таких как мягкая сталь и латунь, коэффициент K обычно составляет от 0,40 до 0,45. Высокопрочные материалы, такие как нержавеющая и пружинная сталь, имеют более высокие коэффициенты K, от 0,45 до 0,50. Важно отметить, что эти значения могут варьироваться в зависимости от таких факторов, как толщина листа, радиус изгиба и ориентация зерен.
Вопрос: Как выбрать подходящий коэффициент K для моей конструкции из листового металла?
О: Выбор подходящего коэффициента K предполагает учет множества факторов:
Всегда проверяйте выбранный коэффициент K с помощью прототипирования или изготовления образцов перед полномасштабным производством, чтобы обеспечить точность и качество конечных деталей.
В заключение следует отметить, что коэффициент K является критически важным понятием при проектировании и изготовлении листового металла и служит ключевым параметром для точного прогнозирования поведения материала при гибке. Понимая его взаимосвязь с положением нейтральной оси, свойствами материала и условиями формовки, конструкторы и инженеры могут создавать точные плоские детали и добиваться оптимальных припусков на изгиб.
Освоение нюансов выбора и применения коэффициента K необходимо для производства высококачественных деталей из листового металла с неизменной точностью размеров и производительностью. Поскольку производственные технологии и материалы продолжают развиваться, постоянное информирование о последних исследованиях и передовой практике в области определения коэффициента K будет по-прежнему иметь решающее значение для сохранения конкурентных преимуществ в производстве листового металла.
Дополнительное чтение и ресурсы
Чтобы углубить свое понимание гибки листового металла и связанных с ней понятий, изучите следующие ресурсы:

Как основатель компании MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.







