Устранение неполадок станка лазерной резки: 100+ проблем и решений
Лазерная резка произвела революцию в производстве, но даже самые современные станки сталкиваются с проблемами. В этой статье блога мы рассмотрим распространенные проблемы, с которыми сталкиваются станки для лазерной резки пластин, и предоставим пошаговые решения для устранения неполадок. Наш эксперт, инженер-механик, разбирает каждую проблему, от неточностей резки до ненормальных шумов, предлагая четкие объяснения и практические способы устранения. Независимо от того, являетесь ли вы оператором или специалистом по техническому обслуживанию, это руководство поможет вам быстро диагностировать и устранять проблемы станков лазерной резки, обеспечивая оптимальную производительность и минимизируя время простоя.
Станки для лазерной гравировки и резки стали незаменимыми инструментами в различных отраслях промышленности, обеспечивая непревзойденную точность, скорость и универсальность обработки материалов. Однако эти сложные машины могут столкнуться с рядом проблем, которые могут нарушить их работу. В этом руководстве приведены исчерпывающие методы устранения неисправностей, которые помогут пользователям решить общие проблемы, возникающие при работе станков для лазерной гравировки и резки. Систематически выявляя и устраняя эти проблемы, пользователи смогут обеспечить оптимальную производительность и долговечность станков.
Важность правильного устранения неполадок в станках для лазерной гравировки и резки
Правильное устранение неисправностей необходимо для поддержания работоспособности и эффективности станков для лазерной гравировки и резки. Оперативное выявление и устранение неполадок позволяет предотвратить перерастание мелких проблем в крупные, что сокращает время простоя и расходы на ремонт. Регулярное устранение неисправностей и техническое обслуживание также повышают качество гравировки и резки, обеспечивая стабильность и высокое качество результатов.
Станки для лазерной гравировки и резки - это сложные системы, для правильной работы которых необходимы точное выравнивание, калибровка и чистые компоненты. Например, перекосы или загрязнения могут привести к таким проблемам, как неправильно выровненные гравюры, нечеткие изображения и перегрев. Следуя шагам по устранению неисправностей, описанным в этом руководстве, пользователи могут систематически решать эти проблемы, обеспечивая бесперебойную и эффективную работу своих машин.
Ключевые концепции и их влияние
Лазерное выравнивание: Правильное выравнивание лазера имеет решающее значение для точной гравировки и резки. Неправильное выравнивание лазера может привести к неровной или неправильной гравировке, что может ухудшить качество конечного продукта. Регулярная проверка и регулировка выравнивания лазера обеспечивает точность и стабильность.
Пыль и загрязнения: Пыль и мусор могут скапливаться на компонентах станка, влияя на его работу. Например, пыль на линзе лазера может рассеивать лазерный луч, что приводит к нечеткой гравировке. Регулярная очистка компонентов станка, особенно линзы и зеркала, необходима для поддержания оптимальной производительности.
Перегрев: Перегрев может серьезно повредить станок для лазерной гравировки и резки, что приведет к дорогостоящему ремонту и длительному простою. Обеспечение надлежащей вентиляции и систем охлаждения имеет решающее значение для предотвращения перегрева. Контроль температуры станка и своевременное устранение любых признаков перегрева помогут снизить потенциальную опасность.
Практические сценарии устранения неполадок
Рассмотрим сценарий, в котором лазерные гравюры оказываются смещенными. Эта проблема может быть вызвана смещением самого лазера. Чтобы решить эту проблему, пользователь должен проверить выравнивание лазера с помощью встроенных в станок инструментов для выравнивания или устройства для выравнивания лазера. Регулировки следует выполнять до тех пор, пока лазерный луч не будет правильно выровнен по намеченной траектории.
Другой распространенный сценарий - нечеткие или слабые гравировки, которые могут быть результатом загрязнения лазерной линзы. В этом случае пользователю следует тщательно очистить линзу с помощью подходящего раствора для очистки линз и безворсовой ткани, не оставляя никаких следов.
Преимущества регулярного устранения неполадок и технического обслуживания
Правильное устранение неисправностей способствует безопасности операторов и долговечности машины. Своевременное выявление таких проблем, как перегрев или поломка линз, позволяет предотвратить потенциальную опасность и продлить срок службы машины. Понимание распространенных проблем и их решений позволяет пользователям выполнять плановое техническое обслуживание и принимать взвешенные решения о том, когда следует обратиться за профессиональным ремонтом.
В целом, в этом руководстве представлены основные методы устранения неисправностей, которые помогут пользователям обслуживать свои станки для лазерной гравировки и резки, обеспечивая стабильное получение высококачественных результатов. Систематически решая общие проблемы, пользователи смогут максимально увеличить производительность и срок службы своего оборудования, что в конечном итоге повысит его производительность и эффективность.
Устранение неполадок станка для лазерной резки пластин
1.1. Резка имеет острые углы Решение
Шаги решения (если предыдущий шаг неэффективен, перейдите к следующему шагу):
Проверьте установку двигателя, убедитесь, что распорка установлена правильно и муфты надежно затянуты;
Проверьте, хорошо ли затянуты винты слайдера.
1.2. Проблема гофрирования при резке
Шаги решения (если предыдущий шаг неэффективен, перейдите к следующему шагу):
Прижмите материал рукой во время резки и понаблюдайте за эффектом резки;
Проверьте, нет ли неустойчивости или шатания в выравнивающих подкладках и каркасе стола; не используйте неустойчивые или ненадежные профили под подкладками;
Настройте параметры резки; a. Понизьте следующую чувствительность в настройках программного обеспечения; b. Увеличьте подавление вибрации в настройках программного обеспечения; c. Настройте параметры сервопривода;
Проверьте зацепление осей X и Y, требуется 0,06-0,08 мм;
Проверьте вертикальность осей X и Y, 0,03 мм;
Проверьте установку двигателя, убедитесь, что распорка установлена правильно, а муфты надежно затянуты;
Проверьте, хорошо ли затянуты винты слайдера;
Используйте лазерный интерферометр.
1.4 Проблемы с аномальным шумом
Шаги решения (если предыдущий шаг неэффективен, переходите к следующему):
Проверьте местоположение аномального шума, и если он вызван листовой металл обрезать детали из листового металла и тряпку для пыли;
Шум по оси Z: a. Проверьте плоскостность крепежной пластины лазерной головки, при необходимости замените; b. Проверьте высоту центра обоих концов винта и соосность посадочного места гайки, при необходимости отрегулируйте с помощью медных прокладок; c. Осмотрите муфты и убедитесь, что они затянуты; d. Проверьте двигатель, отрегулируйте параметры, проверьте тормозной контур до замены двигателя и сервопривода.
Шум по оси X: a. Проверьте зазор в зацеплении зубчатой рейки: 0,06-0,08 мм; b. С помощью штангенциркуля проверьте параллельность между стойкой и направляющей с одной стороны, ≤ 0,03 мм/1000 мм; c. Проверьте плоскостность установки головки станка с помощью ползуна, допускается погрешность 0,03 мм; замените головку станка, если погрешность превышает 0,2 мм; d. Проверьте параллельность направляющих, прямолинейность направляющей должна быть ≤0,02 мм/1000 мм, после установки убедитесь, что направляющая находится в тесном контакте с поверхностью подшипника, используйте щуп 0,02 мм для обнаружения, щуп не должен входить; e. Проверьте двигатель, отрегулируйте параметры до замены двигателя и сервопривода; f. Замените слайдер.
Шум по оси Y: a. Проверьте зазор в зацеплении зубчатой рейки: 0,06-0,08 мм; b. С помощью штангенциркуля проверьте параллельность между стойкой и направляющей с одной стороны, ≤ 0,03 мм/1000 мм; c. Проверьте плоскостность установки балки с помощью ползуна, допустимая погрешность - 0,03 мм; замените балку, если погрешность превышает 0,2 мм; d. Проверьте параллельность направляющих, прямолинейность направляющей шины должно быть ≤0,02 мм/1000 мм, после установки убедитесь, что направляющая шина находится в тесном контакте с поверхностью подшипника, используйте 0,02 мм щуп для обнаружения, и щуп не должен входить; e. Проверьте двигатель, отрегулируйте параметры до замены двигателя и сервопривода; f. Замените слайдер.
При возникновении ненормальных шумов от периферийных принадлежностей, таких как вентиляторы водяного охладителя, замените их напрямую.
1,5 Диагональное расхождение
Шаги решения (если предыдущий шаг неэффективен, переходите к следующему):
Проверьте, в каком направлении имеются проблемы с размерами по осям X и Y; погрешность как для длины стороны 500 мм, так и для диагонали не должна превышать 0,1 мм;
Проверьте зацепление осей X и Y, требуется 0,06-0,08 мм;
Проверьте вертикальность осей X и Y, 0,03 мм; если точность удовлетворительная, отрегулируйте вертикальность в соответствии с фактическим отклонением диагонали.
1.6 Замедление движения по осям X, Y и Z
Шаги решения (если предыдущий шаг неэффективен, переходите к следующему):
Настройте параметры привода двигателя;
Проверьте установку двигателя, убедитесь, что распорка установлена правильно, а муфты надежно затянуты;
Замените мотор, если есть проблемы с самим мотором;
Проверьте двигатель, отрегулируйте параметры, проверьте тормозной контур до замены двигателя и сервопривода.
1.7 Проблемы с эффектом резки
Шаги решения:
Конструкционная сталь: Резка с использованием O2
Дефекты
Возможные причины
Решения
Отсутствие заусенцев, ровные линии ввода
Соответствующая мощностьПодходящая скорость резки
Значительное смещение нижней подводящей линии, более широкий нижний пропил
Слишком высокая скорость резкиСлишком низкая мощность резкиСлишком низкое давление газаСлишком высокая фокусировка
Снижение скорости резкиУвеличение мощности резкиУвеличение давления газаУменьшение фокуса
Нижние заусенцы похожи на шлак, образуют каплевидную форму и легко удаляются
Слишком высокая скорость резкиСлишком низкое давление газаСлишком высокая фокусировка
Снижение скорости резкиУвеличение давления газаУменьшение фокуса
Замените насадкуОчистите линзу и при необходимости замените ее.
Материал, выбрасываемый сверху
Слишком низкая мощностьСкорость резки слишком высокаяДавление газа слишком высокое
Увеличение мощностиУменьшение скорости резкиУменьшение давления газа
1.8 Проблема вмешательства компонентов
Шаги решения (переходите к следующему шагу, если предыдущий оказался неэффективным):
Сначала сделайте вывод, проконсультируйтесь с инспекторами по контролю качества, изучите чертежи, если компонент не соответствует чертежу, верните его на склад и замените квалифицированным компонентом. Если он соответствует чертежу, обратитесь к сотрудникам технической поддержки, чтобы они проверили чертеж и предложили конкретное решение. Список возможных решений:
При наличии помех в работе коробки передач на сменной платформе серии E срежьте мешающую часть, если она не влияет на внешний вид.
Если между редуктором серии E и пылезащитной салфеткой есть помехи, установите распорки в нижние монтажные отверстия, чтобы сдвинуть редуктор наружу.
Если сиденье для волочильной цепи с осью Y серии PT является более старой версией, просверлите заново монтажные отверстия.
Если коробка сиденья волочильной цепи в сиденье волочильной цепи по оси Y серии PT мешает станине во время движения, измените направление монтажного отверстия на поперечной балке, чтобы наклонить волочильную цепь.
Если сдвижная дверь большого шкафа PT работает ненормально и не заподлицо с другими панелями, установите распорки. .......
1.9 Проблемы с установкой
Шаги решения:
Внимательно изучите 3D-чертежи сборки или узла.
Ознакомьтесь с процессом сборки.
Если техническая документация отсутствует, обратитесь в службу технической поддержки.
1.10 Проблемы с помехами
Шаги решения:
Черный экран на дисплее: Сначала проверьте, правильно ли подключен провод заземления, если используются экранированные кабели, протестируйте их, добавив ферритовые шарики, и попробуйте заменить промышленный компьютер.
Искаженное изображение со снежинками на экране: Эта проблема чаще возникает в машинах I-серии. Проверьте, установлены ли ферритовые шарики на VGA-кабеле, отделите главную цепь от сервопривод и кабель VGA, и не прокладывайте их в одном кабельном лотке.
Плохие результаты калибровки трубчатых станков: Между станиной для трубок и станиной для пластин должна быть установлена соединительная пластина, а оборудование должно быть надлежащим образом заземлено.
1.11 Аварийный сигнал чиллера
Шаги решения (переходите к следующему шагу, если предыдущий оказался неэффективным):
Проверьте информацию о сигналах тревоги на экране дисплея чиллера: К распространенным сигналам тревоги относятся сигналы низкого уровня жидкости, потока и температуры. При низком уровне жидкости долейте воду; при тревоге по расходу проверьте наличие засоров или утечек в трубопроводе, а также проверьте частоту работы чиллера; при тревоге по температуре проверьте температуру окружающей среды, засорение фильтра и возможное повреждение датчика температуры.
Определите, является ли это проблемой проводки или проблемой настройки программного обеспечения, основываясь на состоянии точки входа на плате адаптера.
Проверьте, нет ли неправильной проводки (нормально разомкнутой или нормально замкнутой).
Просмотрите настройки аварийных сигналов чиллера в конфигурации платформы.
1.12 Аварийный сигнал предельного значения по оси Z
Шаги решения (переходите к следующему шагу, если предыдущий оказался неэффективным):
Определите, является ли это проблемой проводки или проблемой настройки программного обеспечения, основываясь на состоянии точки входа на плате адаптера.
Проверьте, нет ли неправильной проводки.
Просмотрите настройки ограничений в конфигурации платформы.
Замените концевой выключатель.
1.13 Сигнал тревоги для водителя
Шаги решения:
Перегрузка A.710, A.910 и A.720: Проверьте правильность последовательности трех фаз, правильность настройки параметров, отсутствие отсоединенных проводов и исправность механической передачи.
A.F10 обрыв фазы линии питания: Проверьте, установлен ли параметр Pn00B на однофазное или трехфазное питание и нет ли отсоединенных линий питания двигателя.
A.900 чрезмерное отклонение положения: Выключите и перезапустите питание, инициализируйте драйвер и сбросьте параметры, проверьте, не заклинило ли механическую передачу или не слишком ли велик люфт.
A.840 Аварийный сигнал данных энкодера: Неисправность энкодера, перезапустите источник питания, проверьте исправность проводки энкодера и правильность заземления экранированного кабеля.
Неисправность качества драйвера, замените драйвер.
1.14 Проблема отключения
Шаги решения:
Проверьте, нет ли короткого замыкания или заземленных кабелей в главной цепи.
Проверьте, нет ли короткого замыкания или заземления в линии питания драйвера.
1.15 Ошибка программного обеспечения резки
Удалите и заново установите программное обеспечение для резки.
Перейдите на более низкую или более высокую версию программного обеспечения.
1.16 Ошибка проводки
Проверьте цепь в соответствии с электрической схемой.
С помощью мультиметра проверьте целостность кабеля и примените метод исключения, чтобы найти источник неисправности.
Устранение неполадок станка для лазерной резки труб
2.1 Низкая точность резки при использовании ручного патрона
Шаги решения (переходите к следующему шагу, если предыдущий оказался неэффективным):
Проверьте вертикальность отверстия регулировочного винта в передних губках патрона; замените деталь, если вертикальность неудовлетворительна.
Убедитесь, что соосность переднего и заднего патронов составляет ≤0,15.
Убедитесь, что компоненты надежно соединены в соответствии с затяжка болтов требования к крутящему моменту. Метод: Прикрепите циферблатный индикатор к заднему патрону, в то время как передний патрон остается неподвижным, и поверните задний патрон. Проверьте его соосность. Если соосность неудовлетворительная, отрегулируйте передний патрон вверх, вниз, влево или вправо, пока соосность не будет соответствовать стандарту.
2.2 Низкая точность резки при использовании электрического патрона
Шаги решения (переходите к следующему шагу, если предыдущий оказался неэффективным):
Проверьте, является ли отрезаемая прецизионная труба стандартной, с точностью трубы по классу GB-17395-1988-E3 и классом гибки по общей длине 0,1%. Замените трубу, если она не соответствует стандарту.
Проверьте, есть ли зажим материал трубы правильный.
Проверьте, нет ли осевого перемещения в винте переднего патрона. Если осевое перемещение есть, устраните его, добавив прокладки в опорный подшипник винта.
Проверьте, не перемещаются ли передние губки патрона вдоль оси Y станка. Если движение присутствует, замените стопорную втулку.
Проверьте параллельность и вертикальность передних губок патрона. Метод: Используйте алюминиевую прямоугольную трубку, зажмите задний патрон и оставьте зазор между губками переднего патрона и прямоугольной трубкой. Зазор во всех четырех направлениях должен быть одинаковым и составлять ≤±0,05. С помощью прямоугольной трубки оцените параллельность и вертикальность губок, наблюдая зазор между ними. Если зажимные губки не параллельны и не вертикальны, отрегулируйте передние зажимные губки патрона.
Проверьте, надежно ли закреплены задние губки патрона. Если есть ослабление, затяните ослабленные винты.
Проверьте округлость и точность позиционирования передней и задней губок патрона с повторяемостью ≤0,15. Если округлость и повторяемость точность позиционирования выходят за пределы допуска, отрегулируйте переднюю и заднюю губки патрона. При проверке с помощью циферблатного индикатора зафиксируйте максимальное положение биения и отрегулируйте губки внутрь в максимальном положении. При регулировке зажимных губок старайтесь регулировать только одну сторону.
Если все вышеперечисленные факторы были проверены и проблем не возникло, проверьте соосность переднего и заднего патронов. Соосность переднего и заднего патронов должна составлять ≤0,08. Метод: Прикрепите циферблатный индикатор к заднему патрону и измерьте внутреннюю окружность и торцевую поверхность переднего патрона. Наблюдайте за значениями биения на циферблатном индикаторе, чтобы определить соосность и биение торцевой поверхности переднего и заднего патронов. Если значения коаксиальности и торцевого биения выходят за пределы допуска, отрегулируйте передний патрон влево, вправо, вверх или вниз, пока коаксиальность и торцевое биение не будут соответствовать стандарту.
Установите патрон на место.
2.3 Точки начала резки не совпадают
Шаги решения (переходите к следующему шагу, если предыдущий оказался неэффективным):
Проверьте, не слишком ли велико текущее значение переднего патрона.
Проверьте соосность переднего и заднего патронов, если они расположены на разных осях; она должна составлять ≤0,15.
Проверьте величину биения передней торцевой поверхности патрона с ≤0,1. Метод: Прикрепите циферблатный индикатор к заднему патрону и измерьте внутреннюю окружность и торцевую поверхность переднего патрона. Наблюдайте за значениями биения на циферблатном индикаторе, чтобы определить соосность и биение торцевой поверхности переднего и заднего патронов. Если значения коаксиальности и торцевого биения выходят за пределы допуска, отрегулируйте передний патрон влево, вправо, вверх или вниз, пока коаксиальность и торцевое биение не будут соответствовать стандарту.
Проверьте, имеет ли шпиндель заднего патрона осевое перемещение.
2.4 Проблема гофрирования при резке
См. главу 1 Проблема станка для резки труб 1.2.
2.5 Большая ошибка определения края
Шаги решения (переходите к следующему шагу, если предыдущий оказался неэффективным):
Проверьте, вертикально ли расположена лазерная головка; если она не вертикальна, замените соединительную пластину лазерной головки.
Устраните помехи, вызванные током в переднем и заднем патронах, соединив их со станиной станка медными проводами.
См. главу 1 Проблема с листогибочным станком 1.11.
2.8 Сигнализация предельного значения по оси Z
См. главу 1 Проблема с листогибочным станком 1.12.
2.9 Сигнал тревоги для водителя
См. главу 1 Проблема с листогибочным станком 1.13.
2.10 Проблема отключения
См. главу 1 Проблема с листогибочным станком 1.14.
2.11 Ошибка программного обеспечения резки
См. главу 1 Проблема с листогибочным станком 1.15.
2.12 Ошибка подключения
См. главу 1 Проблема с листогибочным станком 1.16.
Поиск и устранение неисправностей при мощной лазерной резке
1. Состояние рынка лазерной резки высокой мощности
С развитием лазерной промышленности и изменением требований в сфере переработки и сбыта оборудование для лазерной резки высокой мощности постепенно становится центром интереса рынка.
Обладая беспрецедентными преимуществами в скорости и толщине, мощная лазерная резка получила широкое признание на рынке.
Однако, поскольку технология мощной лазерной резки все еще находится на ранних стадиях широкого распространения, некоторые операторы не в полной мере владеют навыками управления этим процессом резки и часто оказываются в растерянности, когда сталкиваются с проблемами при отладке производства.
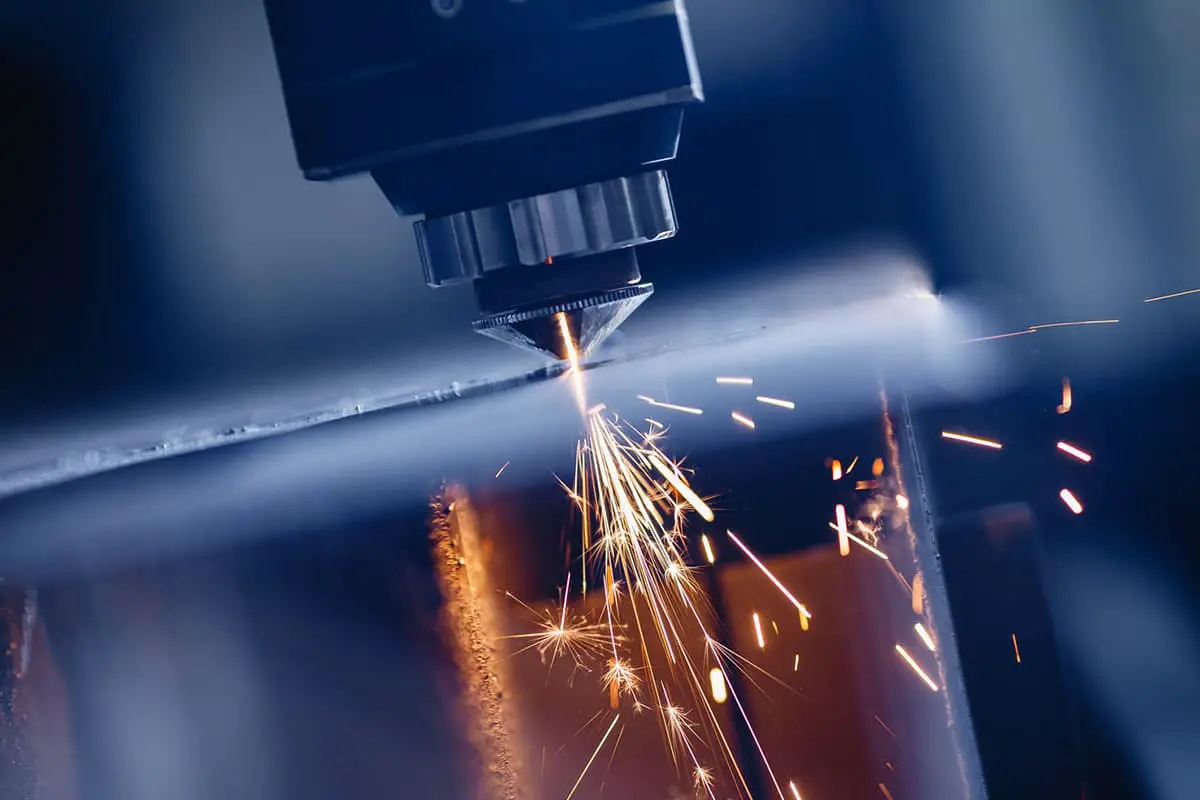
Для решения этих проблем при высокомощной резке специалисты по процессу резки предлагают несколько советов по устранению неполадок, которые помогут вам правильно настроиться лазерная резка параметры процесса (Рисунок 1).
Это не только снизит потери от бракованных деталей, но и повысит экономическую эффективность с другой стороны.
Рисунок 1: Резка углеродистой стали лазером мощностью 30 кВт
2. Устранение дефектов
Существует множество причин, по которым мощные лазеры могут создавать дефектные заготовки в процессе резки. Основные проблемы можно диагностировать по следующим четырем аспектам.
(1) Основные способы устранения неполадок
При обнаружении плохих результатов резки в первую очередь проверьте следующие проблемы:
1. Загрязнены ли линзы?
2. Повреждено ли сопло?
3. Свет расположен по центру сопла?
4. Нет ли утечек или повреждений в керамическом корпусе?
(2) Способы устранения полос на секциях
1. Возможные причины:
Неправильный выбор сопла - слишком большое сопло; неправильная настройка давления воздуха - пережигание полос из-за слишком высокого давления; неправильная скорость резки - пережигание из-за слишком медленной или слишком быстрой скорости.
2. Решения:
Смените сопло, выберите сопло меньшего диаметра, например, высокоскоростное сопло D1.4 для яркой резки углеродистой стали 16 мм и высокоскоростное сопло D1.6 для яркой резки углеродистой стали 20 мм; уменьшите воздух для резки давление для улучшения качества срезаемого участка; отрегулируйте скорость резки, чтобы мощность соответствовала скорости резки для достижения эффекта, показанного на рис. 2.
Используемое сопло может быть слишком маленьким, фокус резки не совпадает; давление воздуха слишком низкое или слишком высокое, скорость резки слишком высокая; низкое качество материала пластины, плохое качество пластины, маленькие сопла с трудом удаляют шлак.
2. Решения:
Замените сопло на сопло большего диаметра, отрегулируйте фокус в соответствующее положение; увеличивайте или уменьшайте давление воздуха, пока поток воздуха не станет подходящим; выбирайте качественный материал для пластин. Так можно добиться эффекта, показанного на рисунке 3.
Диаметр сопла слишком мал, чтобы соответствовать требованиям к обработке; негативные факторы расфокусировка не совпадает и должен быть увеличен и отрегулирован в соответствующее положение; давление воздуха слишком мало, что приводит к образованию нижних заусенцев и недостаточной резке.
2. Решения:
Используйте сопло большего диаметра, чтобы увеличить поток воздуха; увеличьте отрицательный дефокус, чтобы режущая часть достигла нижнего положения; увеличьте давление воздуха, чтобы уменьшить нижние заусенцы. Это позволяет достичь эффекта, показанного на рис. 4.
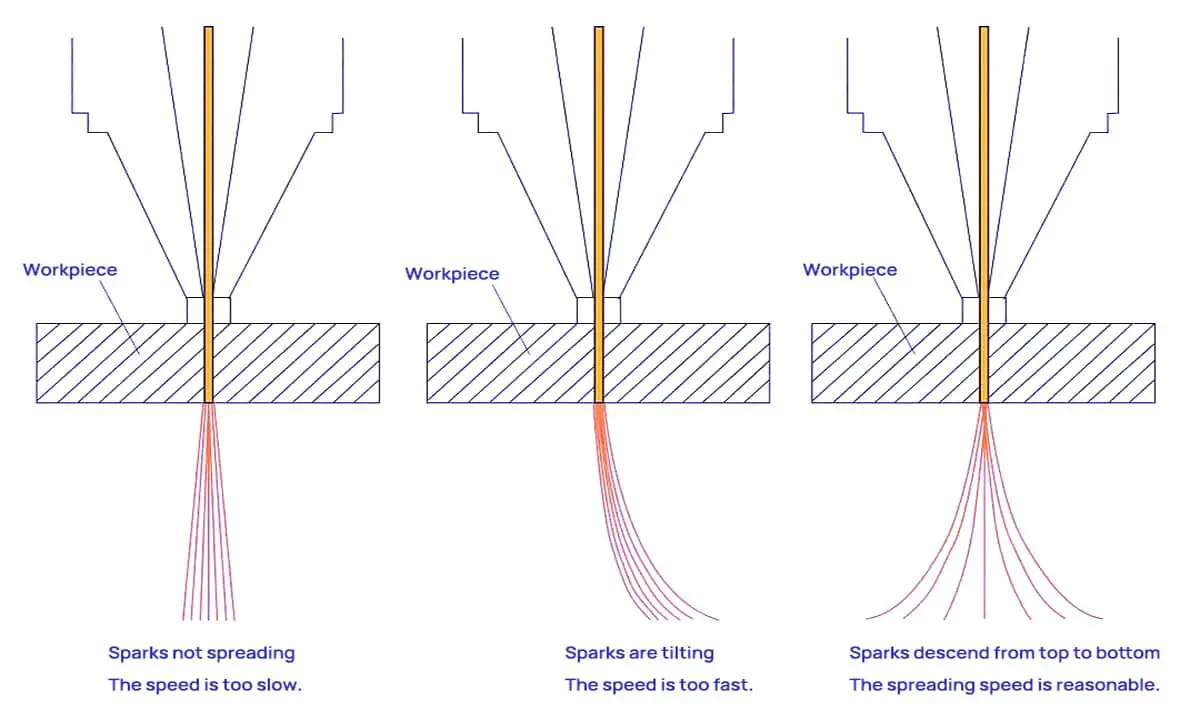
3. Как определить подходящую скорость резки по искрам
Рисунок 5: Диаграмма распространения искры при лазерной резке
(1) Соответствующая скорость резки: Искры рассеиваются вниз, в результате чего получается гладкая поверхность резки без остатков на дне.
(2) Чрезмерная скорость резки: Режущие искры отклоняются.
(3) Недостаточная скорость резки: Искры при резке не рассеиваются, их немного, они сгруппированы вместе.
В ответ на эти проблемы мощность станка лазерной резки (см. рис. 6) совместима с наиболее распространенными на современном рынке обработки листового металла 20 000 - 30 000 Вт. Благодаря двусторонним серводвигателям он обеспечивает высокую скорость, точное позиционирование и плавную работу.
Высокая скорость резания является существенным преимущество лазера резка и основная причина, по которой многие пользователи для обработки листового металла выбирают лазерные резаки. Однако быстрее не всегда лучше. Только контролируя соответствующую скорость резки, можно добиться гладкой, безшлаковой поверхности реза и высокого качества заготовок.
Мощность лазера влияет на скорость, с которой лазерное оборудование разрезает листовой металл, а эта скорость, в свою очередь, влияет на качество резка листового металла. Под фиксированным мощность лазераСуществует оптимальный диапазон скоростей резания. Слишком быстрые или слишком медленные скорости могут негативно повлиять на гладкость поперечного сечения реза.
Прочие 63 Руководство по устранению неисправностей станков лазерной резки
Лазерная резка В процессе эксплуатации станков часто возникают неполадки. Без совета профессионала нам бывает сложно точно определить источник проблемы в оборудовании для лазерной резки. Мы можем полагаться только на свой собственный опыт.
Однако, когда некоторые проблемы возникают впервые, мы можем чувствовать себя не в своей тарелке и даже затрудняться четко описать проблему при обращении в службу послепродажной поддержки производителя.
Чтобы помочь вам, я тщательно отобрал некоторые распространенные проблемы станков лазерной резки и соответствующие источники или решения.
1. Плохое качество резки или невозможность прорезать?
Возможные причины: низкая мощность, малые регулировки потенциометра, неправильная регулировка оптики, загрязненные линзы, неправильно установленные фокусировочные линзы, проблемы с фокусным расстоянием, мощность лазера проблемы с питанием, ослабление мощности лазерной трубки, высокая температура воды и нестабильное напряжение. Решайте эти проблемы шаг за шагом, исходя из реальной ситуации.
2. Не удается подключиться к устройству?
Проверьте, установлены ли драйверы платы, правильно ли подключены кабели USB или Ethernet, не повреждены ли кабели, не неисправна ли плата адаптера и другие проблемы, связанные с платой.
3. Машина возвращается в исходное положение при включении?
Возможно, неисправен исходный переключатель.
4. Деформация формы реза и перекрытие резов?
Возможные причины: ослабление винтов синхронного колеса, обрыв проводов двигателя, неисправный двигатель, проблемы с драйверами и напряжением.
5. Устройство не запускается, а при включении срабатывает автоматический выключатель внутри помещения?
Проверьте, отпущена ли кнопка аварийного останова, подключена ли внешняя цепь, замкнут ли внутренний автоматический выключатель устройства и слышен ли звук "хлопок" при включении. Если да, проверьте главный контактор и управляющий трансформатор.
Кроме того, проверьте, нет ли утечки воды в системе защиты от протечек, вызывающей короткое замыкание в источнике питания лазера (например, защита от протечек воды JGHY12570 установлена на стороне с источником питания лазера прямо под ним), короткого замыкания в водяном насосе 107 или использования автоматического выключателя заниженного размера внутри помещения.
6. Дуга высоковольтного провода?
Эта проблема может доставить немало хлопот. Рекомендуется надеть на высоковольтный провод высоковольтную изолирующую муфту.
7. Слишком большой или слишком маленький размер графики?
Проверьте, соответствует ли размер выводимой графики, изменяется ли положение оси Z по высоте и нуждаются ли калибровочные файлы в корректировке.
8. Разные цвета в центре и вокруг вырезанного изображения?
Настройте коэффициент фокусировки и точку фокусировки по оси W.
9. Поврежденные метки или более грубые пятна во время маркировки?
Проверьте динамики и плату DA.
10. Смещение графической позиции маркировки?
Проверьте, нет ли смещения оси X или Y в сканирующем зеркале, найдите центральную точку и отрегулируйте положение оси XY в соответствии с фактическим направлением смещения.
11. Ось XY сканирующего зеркала беспорядочно качается при включении, а динамический двигатель издает ненормальные звуки?
Замените источник питания выключателя ±12±15 В; замените источник питания выключателя ±12±28 В.
12. Нет лазерного излучения?
Проверьте, в норме ли поток обратной воды в чиллере, нет ли изменений в положении оси W, исправен ли источник питания лазера DC48V32A, а также другие проблемы, связанные с лазерной трубкой.
13. Нет дисплея на панели управления при включении?
Убедитесь, что источник питания переключателя 5V12V24V работает правильно, и осмотрите панель дисплея.
14. Неисправность панели управления и машина не возвращается в исходное положение при включении?
Замените плату автономного управления.
15. Ось Z не подает материал или перемещается слабо?
Возможные причины - проблемы с двигателем подачи по оси Z, проблемы с драйвером, подшипниками или посторонними предметами, создающими препятствия.
16. Стеклянная трубка не излучает свет?
Система управления выходом стеклянной трубки включает в себя, главным образом, лазерную трубку, источник питания лазера, систему циркуляции воды и выходной сигнал. Выходной сигнал состоит из выходного ШИМ-сигнала с платы управления, сигнала защиты от воды и сигнала дверного выключателя.
Если лазерная трубка не излучает свет, обратите внимание на лазерную трубку, источник питания лазера, систему циркуляции воды и выходной сигнал.
Сначала проверьте, нормально ли работает источник питания лазера, нет ли отклонений во внутренней и внешней трубках лазерной трубки и в норме ли система циркуляции воды.
Если нет, замените или отрегулируйте соответствующим образом. Если все в норме, проверьте выходной сигнал.
Сначала проверьте лазерную трубку и лазерный блок питания, используя метод сигнала короткого замыкания. Если это сработает, то проблем с лазерной трубкой или блоком питания лазера нет, а проблема кроется в водозащитном выключателе, реле, дверном выключателе или ШИМ-сигнале платы управления.
Если этот способ не сработал, проблема заключается в лазерной трубке или блоке питания лазера, и вы можете использовать метод замены для решения проблемы.
17. Лазерная трубка RF не излучает свет?
Убедитесь, что циркуляция воды не нарушена, а питание лазера включается нормально.
Сначала проверьте, нормально ли напряжение постоянного тока 48 В от источника питания лазера. Проверьте проводимость контактов 4 и 13 на 25-контактном разъеме лазерной трубки; проводимость указывает на то, что сигнал защиты от воды в норме. Если нет, проверьте защиту от воды.
Проверьте напряжение между контактами 7 и 20; постоянное напряжение 4-5 В при отсутствии нажатия кнопки предварительной настройки или запуска и 1-3 В при нажатии кнопки предварительной настройки или запуска указывает на нормальный сигнал (низкий уровень проводимости).
Если вода, питание и эти два сигнала в норме, то, как правило, это проблема с лазерной трубкой. Если сигналы ненормальны, это указывает на проблемы с платой управления или схемой.
18. Замена лазерной трубки RF показывает "ошибка подключения лазерной трубки"?
Если разъем (внутренние провода не распаяны и не замкнуты), провода питания (левый положительный, правый отрицательный и заземление, подключенные к отрицательному полюсу) и соединения с водой в норме, а устройство все еще не может подключиться должным образом после перезапуска чиллера и оборудования, это обычно проблема с 25-контактной соединительной платой или несовместимость, например, несовместимость зашифрованных и незашифрованных трубок с платой.
19. Режущий станок неправильно выровнял срезы?
(Надрез или коллинеарный графический рез с большим расстоянием)
1.) Подача несогласованных резов:
a) Проверьте шаг оси подачи; шаг = измеренная длина * исходный шаг / фактическая длина (установленная длина подачи).
b) Убедитесь, что ось подачи синхронный ремень натяжное колесо и колесо натяжения синхронного ремня двигателя ослаблены.
c) Проверьте, не ослаблена ли сетка ролика, нет ли относительного скольжения между ним и осью подачи или заедания.
2.) Неподача смещенных срезов:
a) Проверьте, не ослаблен ли двигатель большой тележки или синхронное колесо оптической оси.
b) Проверьте, нет ли потерь шага, которые могут быть вызваны слишком высокой скоростью обработки, холостым ходом или ускорением, плохим контактом проводов двигателя, слишком низким током привода, неисправным приводом или двигателем. Отказ двигателя, вызывающий потерю шага, встречается относительно редко.
20. Длинная подача на подающей машине?
Если кормовая машина подает слишком долго, это обычно связано с неисправностью фотоэлектрического выключателя или неправильной светочувствительностью фотоэлектрического выключателя. Светочувствительность фотоэлектрического выключателя можно отрегулировать.
Если во время работы подающей машины одновременно загораются оба верхних и нижних переключателя, подающая машина запускается.
Если светочувствительность слишком высока, машина будет чувствовать свет, даже когда режущий материал блокирует его, что приведет к перекорму. В этом случае отрегулируйте ручку чувствительности на проводке фотоэлектрического выключателя так, чтобы индикатор загорался, когда материал блокирует его.
21. Крупное светлое пятно на гальванометре?
Если интенсивность света недостаточна, основной оптический путь и оптический путь расширителя луча отрегулированы хорошо, а динамическое фокусное расстояние отрегулировано хорошо, но световое пятно по-прежнему грубое, необходимо отрегулировать расстояние между двумя линзами расширителя луча.
Для нашего широко используемого 3-кратного расширителя луча настройка диаметра пятна выходного луча на 13-14 мм обычно дает хорошие результаты. Вы также можете отрегулировать его в соответствии с требованиями заказчика к обработке.
22. Гальванометрическая машина с динамическим самовозбуждением?
Для Shanghai Dynamics отрегулируйте R103 и R28 для регулирования самовозбуждения и воя. Если регулировка неэффективна, измерьте, не замкнут ли вал двигателя на корпус машины. Во время измерения отсоедините провод питания двигателя, иначе он будет постоянно токопроводящим.
Если после отсоединения провода питания электродвигателя он все еще проводит ток, используйте изоляционную пленку, чтобы изолировать электродвигатель от корпуса машины, а затем снова отрегулируйте R103 и R28. Если после устранения этих неполадок двигатель по-прежнему не работает, замените компоненты.
23. Неправильная маркировка или размер резки на маркировочных и режущих станках?
Для динамических маркировочные машиныНеправильный размер без перемещения линзы гальванометра вверх и вниз обычно связан с изменением или ошибкой в данных параметров калибровки. Перекалибровка параметров гальванометра может решить проблему.
Для отрезных станков неправильные размеры реза обычно вызваны ошибками в расстоянии шага и количестве импульсов драйвера. Как правило, определение количества импульсов и вычисление расстояния между шагами позволяет решить проблему.
24. Режущий станок меняет направление исходного положения при включении?
Этот тип неисправности обычно вызван повреждением переключателя положения дома. Существует два типа переключателей исходного положения: бесконтактные и герконовые (магнитные управляющие переключатели). Обратное направление исходного положения обычно вызвано коротким замыканием в катушке переключателя. Замена переключателя может решить проблему.
25. Двигатель режущего станкаНеисправность драйвера двигателя, провода двигателя и выключателя питания постоянного тока драйвера?
Конкретные проявления таких неисправностей на оборудовании, как правило, следующие:
(1) Лазерная головка не перемещается
(2) Движение лазерной головки происходит ненормально, с паузами или дрожанием во время работы В таких случаях сначала проверьте и измерьте, правильно ли работает импульсный источник питания постоянного тока 48 или 42 В.
Недостаточное или нестабильное напряжение питания может вызвать эти явления. Если импульсный источник питания работает нормально, подумайте, не кроется ли причина в драйвере, двигателе или проводе двигателя.
Чтобы определить, неисправен ли двигатель, сначала проверьте, плавно ли вращается сам двигатель без питания и при отсоединенном от привода проводе. Если вращение двигателя ненормальное, его можно сразу определить как неисправный и заменить. Если двигатель работает нормально, измерьте катушку двигателя.
Для шестипроводного двигателя AC, A+ и A- образуют одну группу катушек; AC, A+ и A- должны быть проводящими. BC, B+ и B- образуют другую группу катушек, с той же ситуацией с проводимостью. Если проводимость ненормальная, это может быть непосредственно определено как неисправность двигателя.
Для шаговых драйверов Baishan и YAKO, если питание постоянного тока в норме, провод двигателя отсоединен, а индикатор драйвера не горит, это может быть напрямую определено как неисправность драйвера. Если вы не можете напрямую определить неисправность, для проверки можно использовать метод замены.
Неисправности провода двигателя являются маловероятными проблемами при данном типе неисправности. Если двигатель и драйвер были исключены, следует обратить внимание на провод двигателя. Проверьте наличие короткого замыкания и обрыва, а для поиска неисправностей используйте мультиметр для детальной проверки целостности.
26. Лазерная трубка не излучает свет?
Сломан переключатель уровня воды.
Высоковольтная линия отключена.
Лазерная трубка треснула или сгорела.
Поврежден источник питания лазера.
Отсутствие циркуляции воды (включая засорение водопроводных труб и неработающий водяной насос).
Водозащитный провод отсоединен или имеет плохой контакт.
Нет входа 220 В для питания лазера.
Отсутствует сигнал, подаваемый на источник питания лазера (обрыв сигнального провода или плохой контакт, повреждение реле управления, повреждение печатной платы или плохая пайка).
30. Питание выключателя 24 В нарушено; машина не может перемещаться по осям X, Y?
Поврежден блок питания выключателя 42 В.
Печатная плата повреждена.
Проблемы с сигнальным проводом.
31. Ось X или Y станка не двигается или не подается питание?
Отсутствует питание драйвера.
Драйвер поврежден.
Плохой контакт или обрыв провода в драйвере.
Штекер двигателя поврежден или имеет плохой контакт.
Вал двигателя сломан.
Ремень трансмиссии ослаблен или порван.
Проблемы с сигнальным проводом водителя.
Ползун или передаточное колесо заклинило.
32. Несоответствие режущей части станка
Ремень ослаблен.
Винты машинного колеса ослаблены.
Поврежденный привод машины.
Сломанный или поврежденный провод машины.
Поврежден штекер двигателя машины или плохой контакт.
Проблемы с двигателем.
33. Не удается обнаружить плату управления при подключении к машине?
Поврежденная карта.
Карта вставлена неправильно.
Поврежден штекер компьютера.
Драйвер модуля DPIO не установлен.
34. Неточная резка камеры
Калибровка не выполнена.
Камера не настроена должным образом.
Шаблон создан неправильно.
Параметры камеры настроены неправильно.
Неправильно настроены параметры для создания шаблона, например коэффициент распознавания и т. д.
35. Нет светового излучения?
Замкните L и GND; если есть непрерывный свет, это означает, что источник питания лазера и лазерная трубка не имеют проблем, только сигнальные проблемы. Замкните P и GND, чтобы определить, в порядке ли водозащитный выключатель. Замкните AIN и 5 В; если свет горит непрерывно, это означает, что лазерная трубка, источник питания лазера и защита от воды подключены правильно.
36. Компьютер и оборудование не могут соединиться?
Обновите драйвер D13; также это может быть проблема с USB-кабелем.
37. Когда при вводе в эксплуатацию можно толкать одну ось рукой?
Если ось не двигается во время обработки, то, как правило, поврежден драйвер; это также может быть связано с механическим ослаблением передачи (например, если обе оси не двигаются во время обработки, но их можно толкать рукой при запуске, а индикатор драйвера не горит, это указывает на повреждение источника питания 42 В).
38. Перекос в одном направлении во время резки?
Увеличьте ток драйвера; это также может быть повреждение драйвера или проблема с проводами двигателя.
39. Резка имеет пилообразный рисунок?
Проблема со слайдером.
40. Не можете прорваться?
Лазерная трубка может быть ослаблена; траектория луча может быть смещена; возможно, дело в источнике питания лазера.
41. Лазерная головка ударяется о станок и не может быть ограничена?
Переключатель происхождения может быть поврежден или не установлен на панели управления.
42. Резка не запечатывается?
Настройте ремень и параметры.
43. Подключенный отрезной станок светится во время предварительной настройки, но не во время обработки?
Как правило, это проблема с платой управления.
44. Размеры резки не совпадают?
Неправильно настроены параметры расстояния между осями и импульса.
45. Во время работы небольшой участок полной кривой пропускается и не разрезается, что также известно как "пропуск света"?
Эта проблема обычно возникает из-за ослабления ползуна большой каретки при длительной работе на высокой скорости. Для решения проблемы просто отрегулируйте ползунки с обеих сторон большой каретки.
46. Во время работы некоторые участки на одной и той же пластине не прорезаются, а другие прорезаются?
Эта проблема обычно вызвана смещением луча или неровным рабочим столом. Отрегулируйте траекторию луча и выровняйте рабочий стол. Иногда перекос балки вызван деформацией рельса, в этом случае необходимо отрегулировать рельс.
47. Во время резки концы иногда врезаются друг в друга, а иногда расходятся?
Как правило, это связано с ослаблением винтов крепления синхронного колеса или проблемами с проводами двигателя. Если есть проблемы с проводами двигателя, лучше всего заменить всю группу, а не один или два отдельных провода.
48. Летом чиллер подвержен аварийным сигналам высокой температуры?
Эта проблема обычно вызвана жаркой погодой, плохим теплоотводом в чиллере или недостаточной мощностью охлаждения. Чиллеры "сделай сам" обычно не имеют недостаточной мощности охлаждения, и проблема обычно вызвана грязными радиаторами или плохой вентиляцией, что приводит к появлению аварийных сигналов.
Небольшие чиллеры могут иметь недостаточную мощность охлаждения; регулировка разницы температур и повышение температуры сигнализации могут помочь решить проблему.
49. Иногда излучает свет, а иногда нет?
Сначала проверьте наличие нестабильных сигналов, включая сигналы светового излучения и сигналы охладителя. Затем проверьте, нет ли плохих контактов в потенциометре. Наконец, проверьте источник питания на наличие повреждений.
50. При запуске машина не возвращается в исходное положение и не может двигаться.
Эта проблема обычно связана с тем, что двигатель маленькой каретки не включается. В условиях запуска лазерная головка легко толкается рукой. Причиной неисправности обычно является повреждение источника питания 48 В или самозащиты. Выключите машину на десять минут и включите ее снова; если проблема сохраняется, замените источник питания 48 В.
51. Свет от лазерной трубки становится слабым после резки в течение нескольких минут?
У этой проблемы, как правило, три возможные причины: проблема с источником питания, повреждение лазерной трубки или неправильная частота излучения света для лазерной трубки в программном обеспечении.
52. Большая карета испытывает сильную тряску во время движения?
Эта проблема обычно вызвана проблемами с проводами ограничения сервопривода или концевыми выключателями. Замена проводов или концевых выключателей должна устранить проблему.
53. Две лазерные головки движутся нестабильно?
Как правило, это связано с повреждением платы управления, которая выдает неправильные сигналы.
54. Иногда требуется соединить две детали, но они не совпадают при раскрое?
Эта проблема связана с осью привода подачи и маленькой кареткой алюминиевый профиль не параллельны. Маленькая каретка не регулируется; для решения проблемы необходимо отрегулировать ось привода подачи.
55. Резка имеет пилообразную форму?
Ползун ослаблен или поврежден, ремень ослаблен, синхронное колесо ремня эксцентрично, значение кривизны слишком велико, угловая скорость высока, линза не затянута и т.д.
56. Мощность лазерной трубки нестабильна; гравировка хороша в начале, но через несколько дней меняется по глубине?
Лазерная трубка и источник питания работают нестабильно.
57. Нет светового излучения?
Негерметичен переключатель уровня воды.
58. Источник питания лазера искрит?
Неправильно подключена зона сварки, не нанесен силикон, высоковольтный провод касается металла.
59. Не можете пробиться?
Несоответствие луча, загрязнение или ослабление линзы, неправильное фокусное расстояние, ослабление мощности лазерной трубки.
60. Машина не заводится?
Аварийный останов, внешний источник питания, контактор.
61. Ось XY не перемещается?
Поврежден драйвер, проблемы с проводами или разъемами двигателя, ослабление ремня синхронного колеса, повреждение источника питания 42 В.
62. Не загорается панель дисплея?
Поврежден источник питания 24 В или поврежден соединительный кабель между платой управления и панелью индикации.
63. Плохой эффект резки?
Желтый свет вокруг зоны резки не соответствует норме, недостаточный обдув.
64. При резке деталей с прямым углом происходит обгорание углов или образование окалины?
При использовании станка лазерной резки для резки прямоугольных деталей из углеродистой или нержавеющей стали могут возникнуть такие проблемы, как прожог углов или окалина, обусловленные различными факторами, такими как процесс и параметры резки.
По совету инженера нашей компании с десятилетним опытом, существует три основных решения:
Переход в R-угол: Создайте небольшой R-угольник на прямоугольных деталях, чтобы процесс резки проходил естественно.
Добавление точки охлаждения: Добавьте точку охлаждения на углу. Приостановите работу лазера и газа, когда режущая головка достигнет угла, а затем продолжите резку. Обычно задержка точки охлаждения устанавливается в диапазоне от 0,1 до 0,2 секунды.
Регулировка кривой мощности: Для клиентов, выполняющих резку тонких листов нержавеющей стали на высоких скоростях, вы можете настроить кривую мощности в системе, чтобы адаптироваться к изменению скорости от высокой до низкой. Метод: В операционной системе станка лазерной резки найдите настройки "Процесс". Перейдите к "Регулировка дня в реальном времени" и "Регулировка частоты в реальном времени", затем перейдите к редактированию. Вы можете выбрать параметры плавной скорости и толщины материала; после редактирования нажмите "Подтвердить".
Заключение
В заключение следует отметить, что данное руководство по устранению неисправностей станков лазерной резки является бесценным источником информации для тех, кто стремится оптимизировать работу своего станка.
Это руководство, содержащее решения широкого спектра распространенных проблем, а также советы по резке различных материалов, обязательно для прочтения как новичками, так и опытными профессионалами.
Следуя пошаговым решениям, описанным в этой статье, вы сможете быстро и эффективно решить любые проблемы, которые могут возникнуть с вашим станком лазерной резки.
Если вы имеете дело с острыми углами, низкой точностью или аномальным шумом, это руководство поможет вам.
Так что не позволяйте обычным проблемам сдерживать вас - воспользуйтесь знаниями и опытом, предлагаемыми в этом всеобъемлющем ресурсе, и добейтесь точных результатов, которые вам нужны.
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Вы когда-нибудь сталкивались с проблемой выбора подходящего сопла для лазерной резки? Выбор оптимальной насадки имеет решающее значение для получения чистых, точных срезов и максимальной эффективности. В этом...
Вы когда-нибудь задумывались, как устроен станок для лазерной резки? В этой статье мы подробно рассмотрим внутреннее устройство этих высокоточных станков, которые произвели революцию в...
Вы когда-нибудь задумывались, как лазер может разрезать металл, словно горячий нож масло? В этой увлекательной статье мы рассмотрим научные основы технологии резки волоконным лазером.....
Вам интересно узнать о передовой технологии, совершившей революцию в производстве? В этом блоге мы погрузимся в мир станков для лазерной резки, изучим их преимущества и ведущих производителей, доминирующих...
Представьте себе катастрофические последствия пренебрежения техническим обслуживанием станков лазерной резки. Не позволяйте своему бизнесу стать жертвой дорогостоящих простоев и ремонтов! В этой статье мы рассмотрим основные...
Заинтригованы искусством лазерной резки? В этой статье блога вы узнаете о критических параметрах, от которых зависит качество и эффективность резки. Откройте для себя инсайдерские советы от опытных механиков...
Вам интересно узнать о возможностях лазерной резки? В этом подробном руководстве мы погрузимся в мир скоростей и толщин лазерной резки для различных металлов. Наш эксперт, инженер-механик, расскажет...
Почему качество лазерной резки различается при одинаковом оборудовании и параметрах? В этой статье мы рассмотрим, как состав пластин из углеродистой стали влияет на результаты резки. Исследуя...
Вы когда-нибудь задумывались о том, как лазеры могут с высокой точностью разрезать сталь? В этой статье мы раскроем секреты лазерной резки. От режимов лазера до регулировки сопла - узнайте, как каждый...