Задумывались ли вы когда-нибудь о том, как развивалась сварка, чтобы соответствовать требованиям современной промышленности? Лазерная сварка, новаторская технология, произвела революцию в производстве благодаря своей точности и эффективности. С момента своего появления в 1960-х годах и до широкого распространения сегодня лазерная сварка отличается скоростью, гибкостью и качеством. В этой статье вы узнаете увлекательную историю лазерной сварки, ее основные достижения и важнейшую роль в таких отраслях, как автомобильная и аэрокосмическая. Погрузитесь в нее, чтобы узнать, как эта технология формирует будущее производства.
Сварка, как метод получения неразъемных соединений материалов, широко используется в таких отраслях, как машиностроение, нефтехимия, мосты, корабли, строительство, энергетика, транспортные средства и аэрокосмическая промышленность.
Она стала незаменимой технологией обработки в машиностроении.
Кроме того, с развитием национальной экономики область его применения будет расширяться.
Лазер - главное изобретение человечества, появившееся в XX веке вслед за атомной энергией, компьютерами и полупроводниками, - обладает высокой плотностью энергии, точностью и адаптивностью.
В качестве нового средства для резки и сварка Применяясь в промышленном производстве, она имеет большой потенциал развития. Лазерная сварка в полной мере демонстрирует свои передовые, быстрые и гибкие характеристики обработки в промышленном производстве.
Это не только техническая гарантия для разработки новых промышленных продуктов, но и незаменимое техническое средство для высококачественного и низкозатратного производства.
2. История развития лазерной сварки
1) Разработка лазера
LASER - аббревиатура, состоящая из первых букв каждого слова в слове "Light Amplification by Stimulated Emission of Radiation".
Принцип действия лазера был открыт знаменитым американским физиком Альбертом Эйнштейном еще в 1916 году, но впервые лазер был успешно изготовлен только в 1960 году.
Лазер родился в условиях теоретической подготовки и острой необходимости в производственной практике.
Как только лазер появился, он получил необычайно быстрое развитие. Разработка лазеров не только дала новую жизнь древней науке и технологии оптики, но и привела к появлению целой новой отрасли.
Лазеры позволяют людям эффективно использовать беспрецедентные передовые методы и средства для достижения беспрецедентных выгод и результатов, способствуя тем самым развитию производительности.
2) Разработка лазеров для сварки
Поскольку лазеры обладают исключительными преимуществами, они стали применяться в области сварки с 1970-х годов.
В настоящее время на исследования в области лазерной сварки приходится около 20% от общего объема исследований в области сварочных технологий, что уступает только сварке в газовой среде.
Лазеры для сварки требуют высокой плотности мощности (104-105 Вт/см2), распределение плотности мощности в фундаментальном режиме и хорошее качество луча. Наиболее часто для сварки используются следующие лазеры:
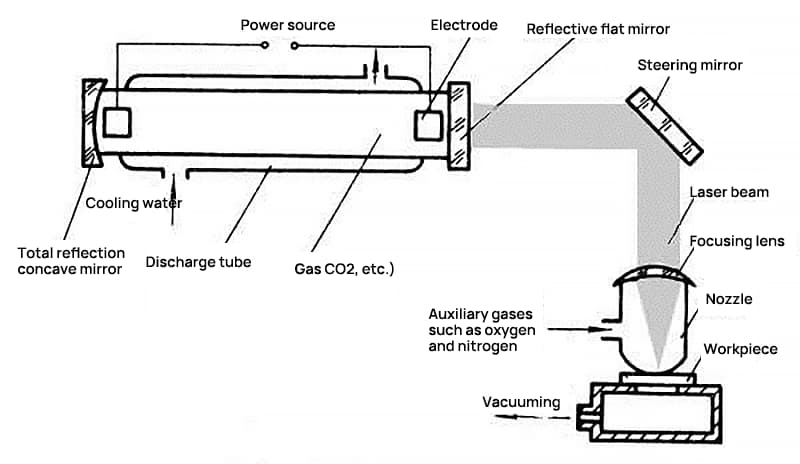
Это тип газового лазера, в котором в качестве рабочего вещества используется CO2. Его преимуществами являются простота конструкции, низкая стоимость, удобство использования, однородность рабочей среды, хорошее качество луча, а также возможность непрерывной и стабильной работы в течение длительного времени.
В настоящее время это самый разнообразный и широко используемый тип лазера. Наиболее распространенным вариантом является гелий-неоновый лазер.
Рисунок 2. Принцип работы газового лазера
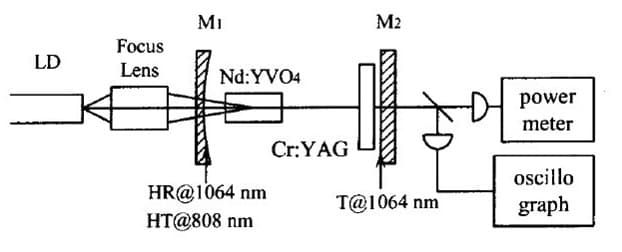
(2) Nd:YAG лазер, дисковый YAG лазер;
Это типы твердотельных лазеров, в которых в качестве матрицы используются кристаллы иттриево-алюминиевого граната. Химический формула Иттрий-алюминиевый гранат - это Y3Al5O12, обычно сокращенно называемый YAG.
Таблица 1: Сравнение рабочих параметров нескольких сварочных лазеров
3) Разработка сварочных роботов
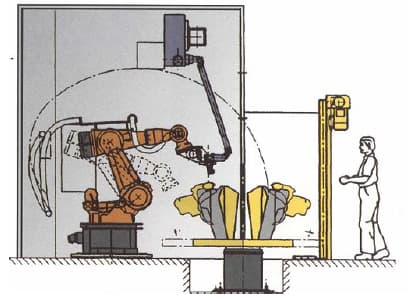
Использование лазеров в сварочных роботах представляет собой важный аспект лазерной сварки. Благодаря таким характеристикам, как многогранная свобода, гибкое программирование, высокая степень автоматизации и адаптивность, сварочные роботы являются важнейшей частью сборочных линий.
Установка лазеров на сварочные роботы повышает качество сварки и расширяет сферу применения, тем самым делая их все более ключевыми в судостроении и автомобильном производстве.
Сварка металлические материалы с помощью лазера включает в себя сложное взаимодействие между лазером и непрозрачными веществами.
На микроскопическом уровне этот процесс является квантовым, а макроскопически он проявляется в виде явлений отражения, поглощения, плавления и испарения.
Лазерная сварка может выполняться с использованием непрерывного или импульсного лазерного луча, а принципы лазерной сварки можно разделить на сварку с теплопроводностью и лазерную сварку с глубоким проникновением.
При плотности мощности менее 104-105 Вт/см2Это сварка с теплопроводностью, что приводит к малой глубине проплавления и меньшей скорости сварки.
При плотности мощности более 105-107 Вт/см2На поверхности металла под действием нагрева образуется "замочная скважина", что приводит к глубокому сварка проплавлениемхарактеризуется высокой скоростью сварки и большим отношением глубины к ширине.
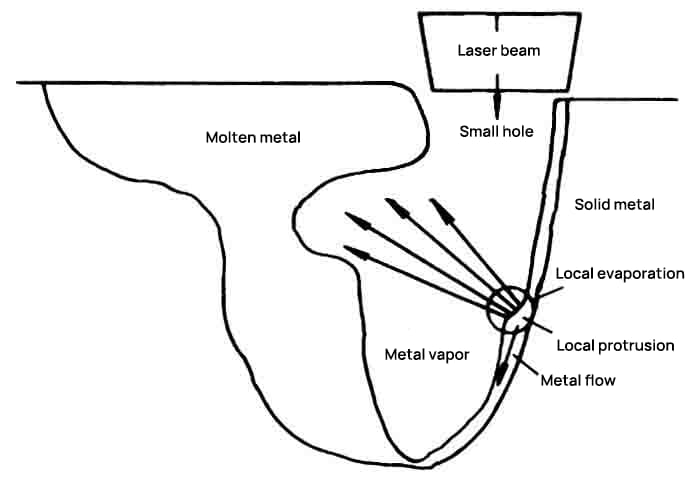
При взаимодействии лазера с заготовкой может возникнуть эффект автоколебаний, приводящий к периодическим изменениям в сварочной ванне, появлению небольших отверстий в сварочной ванне и явлениям течения металла.
Частота этих колебаний связана с параметрами лазерного луча, теплофизическими свойствами металла и динамическими характеристиками паров металла.
Периодические изменения в сварочной ванне могут вызвать два уникальных явления в сварной шов: Одна из них - образование газонаполненных пор, которые из-за периодических изменений и по мере того, как металл из ванны течет спереди назад вокруг нее, в сочетании с возмущением, вызванным испарением металла, могут потенциально разделить небольшое отверстие, оставляя пар в сварном шве и образуя поры после затвердевания.
Другая причина - периодическое изменение глубины проплавления в корне сварного шва, что связано с периодическими изменениями в малом отверстии.
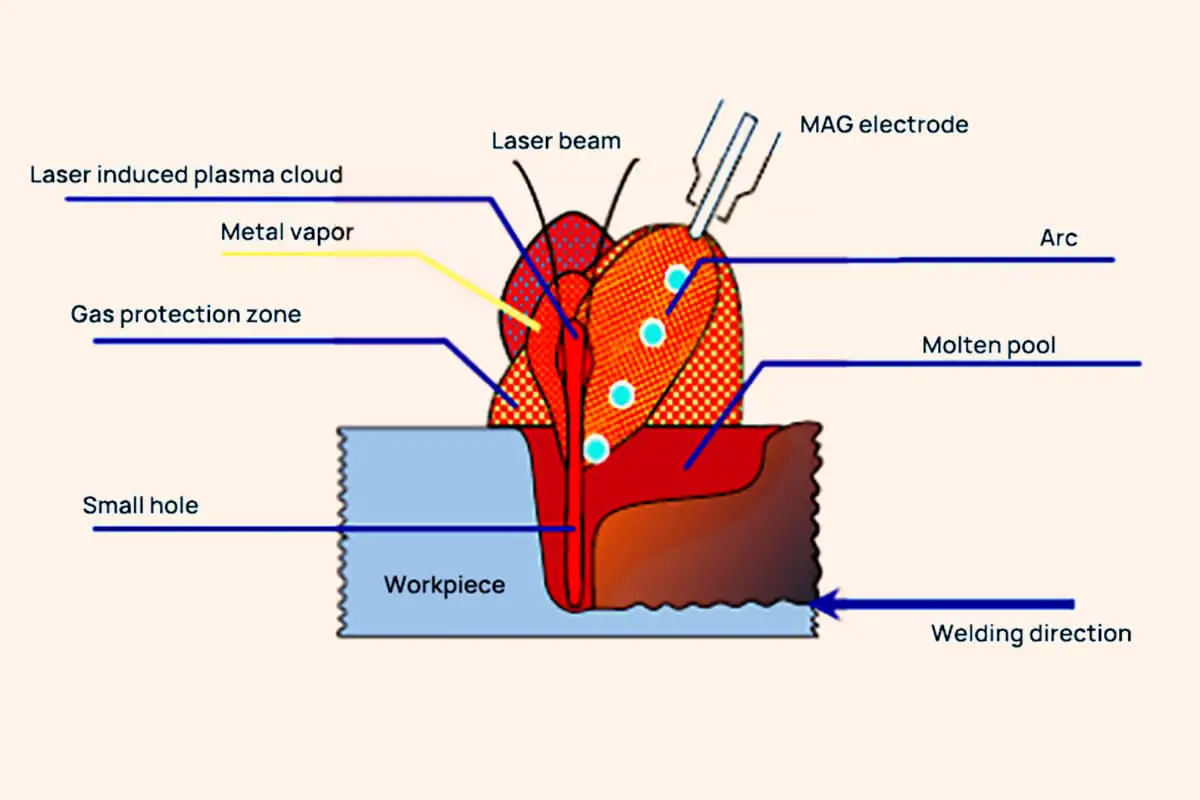
Рисунок 5: Схематическая диаграмма расплава для лазерной сварки
Существенными факторами, влияющими на качество лазерной сварки, являются плотность мощности, форма волны импульса, расфокусировка количество, скорость сварки и дополнительный обдув. Их органичное сочетание определяет конечное качество сварки.
По сравнению с другими традиционными сварочными процессами лазерная сварка имеет множество преимуществ. Одно из главных преимуществ - возможность сконцентрировать лазерный луч на очень узкой области, тем самым создавая источник тепла с высокой плотностью энергии.
Затем этот концентрированный источник тепла быстро распространяется по сварочному шву. В этом отношении лазерную сварку можно сравнить со сваркой электронным лучом.
Одновременно с этим плотная концентрация лазерного луча, эффективная передача тепла заготовке и узкая зона термического воздействия создают трудности при сборке соединений.
Крошечное отклонение в сборке может привести к значительным изменениям в условиях сварки, и даже небольшие зазоры (≤0,1 мм) могут стать причиной дефектов в лазерное излучение муфта и снижение тепловой эффективности.
Для решения проблем, связанных с высокой точностью сборки соединений и требованиями к зазорам при лазерной сварке, а также с распространенными дефектами, такими как пористость, трещины, подрезы, и высокими инвестициями в оборудование при низкой скорости преобразования энергии, одной из последних тенденций в лазерной сварке является использование технологии композитного лазера.
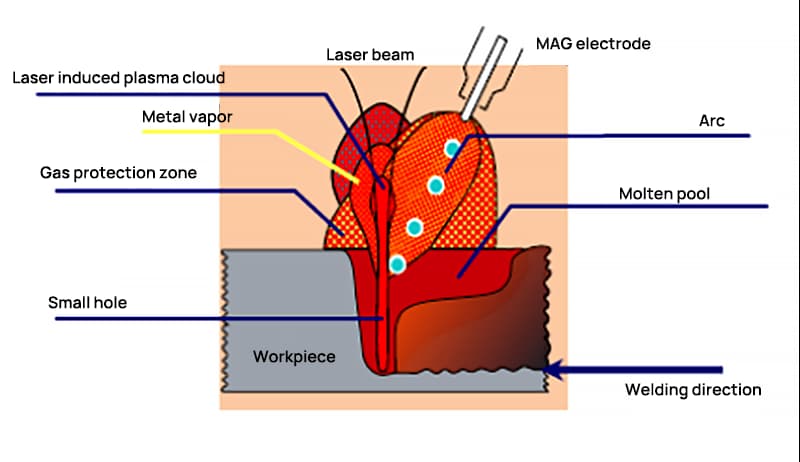
Например, комбинированный метод лазерной и дуговой сварки объединяет в себе преимущества лазерной сваркиТакие преимущества дуговой сварки, как большое отношение глубины к ширине шва, малая зона термического влияния, высокая скорость сварки, низкая линейная энергия при сварке, малая сварочная деформация, малый диаметр сфокусированного светового пятна и высокая плотность энергии, сочетаются с такими преимуществами дуговой сварки, как низкие инвестиции в оборудование, нечувствительность к зазорам и возможность заполнения металла.
Такая комбинация позволила увеличить лазерное поглощение скорость, увеличение глубины проплавления и стабилизация дуги. Кроме лазера+дуги, лазерная композитная технология также разработала другие комплексные методы, такие как лазерная сварка ТВЧ, лазерная сварка сжатием и лазерная пайка, расширяя диапазон применения и эффекты использования лазерной сварки, а также способствуя дальнейшему развитию лазерной техники. технология сварки.
Рисунок 6: Схематическая иллюстрация лазерной и дуговой сварки
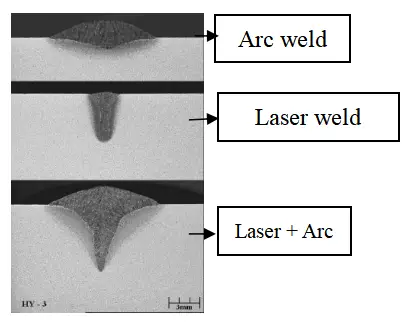
Рисунок 7: Глубина проплавления сварного шва при трех режимах сварки
4. Применение лазерной сварки в автомобилестроении
Развитие автомобильной промышленности установило более высокие стандарты качества кузова автомобиля.
Методы лазерной сварки и резки не только превосходят традиционные способы производства по качеству обработки, но и значительно повышают эффективность производства.
Как показано на рисунке 7, технологии лазерной сварки и резки, несомненно, будут играть важнейшую роль в автомобилестроении в 21 веке.
Весь процесс лазерной сварки в автомобилестроении включает в себя в основном три вида: лазерную стыковая сварка пластин неравной толщины; лазерная сварка узлов и агрегатов кузова; лазерная сварка автомобильных деталей.
Стыковая сварка была первоначально принята на вооружение компанией Honda Motor Company в Японии в 1960-х годах для использования металлолома при изготовлении внутренних панелей кузова автомобиля. С середины 1980-х годов лазерная стыковая сварка как новая технология получила широкое распространение в Европе, Америке и Японии.
Лазерная сварка встык при проектировании и производстве кузовов позволяет соединить пластины разной толщины, из разных материалов и с разными свойствами в единое целое. лазерная резка и технологии сборки, а затем формируются в определенные элементы кузова посредством штамповки.
Технология лазерной сварки глубокого проникновения, отличающаяся высокой скоростью сварки и отличным качеством соединения, значительно повысила применение лазерной сварки технологии в производстве кузовов.
Использование технология лазерной сварки в автомобильных кузовах значительно повышает жесткость, прочность и герметичность автомобиля; снижает вес кузова и достигает целей энергосбережения; повышает точность сборки, увеличивая жесткость кузова на 30%, тем самым повышая безопасность; снижает затраты на штамповку и сборку в процессе производства автомобильного кузова, уменьшает количество кузовных деталей и повышает степень интеграции кузова; делает весь кузов прочнее и безопаснее, а также снижает шум и вибрацию при эксплуатации автомобиля, повышая комфорт езды.
Использование лазерной сварки вместо традиционной для автомобильных деталей позволяет практически избежать деформации в месте сварки, увеличить скорость сварки и устранить необходимость в послесварочная термическая обработка.
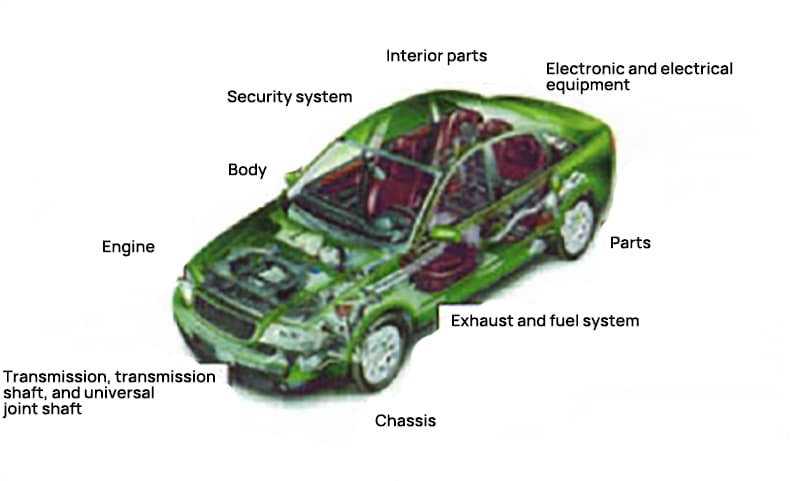
В настоящее время лазерная сварка широко используется при производстве различных автомобильных деталей, включая шестерни трансмиссии, толкатели клапанов, дверные петли, приводные валы, рулевые валы, выхлопные трубы двигателей, сцепления, турбокомпрессоры, колесные оси и шасси, став стандартным процессом в производстве автомобильных деталей.
5. Заключение
С развитием технологии лазерной сварки по сей день, ее тенденция постепенно заменить традиционные методы сварки таких как дуговая и контактная сварка, является необратимым.
Не забывайте, что делиться - значит заботиться! : )
Поделиться
Facebook
Twitter
LinkedIn
Reddit
VK
Электронная почта
Печать
Автор
Шейн
Основатель MachineMFG
Как основатель MachineMFG, я посвятил более десяти лет своей карьеры металлообрабатывающей промышленности. Мой обширный опыт позволил мне стать экспертом в области производства листового металла, механической обработки, машиностроения и станков для обработки металлов. Я постоянно думаю, читаю и пишу об этих предметах, постоянно стремясь оставаться на переднем крае своей области. Позвольте моим знаниям и опыту стать преимуществом для вашего бизнеса.
Вы когда-нибудь задумывались, как лазерная сварка преображает металлические изделия? Эта статья раскрывает секреты лазерной сварки, уделяя особое внимание важнейшим параметрам, обеспечивающим точность и прочность. От регулировки мощности лазера до...
В быстро развивающемся мире лазерной сварки инновации играют ключевую роль. По мере того как производители расширяют границы возможного, несколько компаний выделяются в качестве лидеров в этой области.....
Представьте себе сварку металла лучом света - точную, быструю и почти волшебную. Это и есть лазерная сварка - технология, совершающая революцию в производстве. В этой статье мы рассмотрим фундаментальные принципы лазерной...
Представьте себе работу с лазерным сварочным аппаратом, где одно неверное движение может привести к серьезным травмам или повреждению оборудования. В этой статье рассматриваются основные меры безопасности при работе с этими мощными устройствами,...
Представьте себе, как преобразуются ваши сварочные операции благодаря силе лазеров. Мир лазерной сварки предлагает множество вариантов, включая волоконные, диодные, дисковые и CO2-лазеры, каждый из которых обладает уникальными...
В мире сварки выбор правильного метода может существенно повлиять на эффективность и качество. Лазерная сварка и сварка TIG (аргонодуговая) обладают уникальными преимуществами и недостатками. Лазерная сварка...
Как защитный газ может значительно улучшить ваши проекты лазерной сварки? При лазерной сварке защитный газ играет важнейшую роль в повышении качества сварного шва, предотвращая реакции с компонентами воздуха и...
Представьте себе метод сварки, который обеспечивает точность, минимальные тепловые искажения и высокую скорость обработки. Лазерная сварка обеспечивает все эти преимущества, совершая революцию в обрабатывающей промышленности. В этой статье мы рассмотрим...
Лазерная сварка может соединять самые разные материалы, но какие из них действительно лучшие? В этой статье рассматриваются конкретные вопросы, начиная с таких распространенных металлов, как углеродистая сталь и алюминий, и заканчивая...